10000m3乙二醇储罐倒装安装方法及设计建议
2017-07-18赵波涛
*赵波涛
(阳泉煤业集团平定化工有限责任公司 山西 045000)
10000m3乙二醇储罐倒装安装方法及设计建议
*赵波涛
(阳泉煤业集团平定化工有限责任公司 山西 045000)
储罐的制作与安装过程是一个较为复杂且费时费力费材的工程。本文通过笔者自身在阳煤平定乙二醇项目现场储罐的监造和管理经历,详尽讲叙了10000m3乙二醇储罐的现场制造和倒装安装方法,并对储罐设计中储罐底板探伤的要求、试验负压的取值和保温支撑结构形式的确定提出了几点建议。
储罐;边缘板;中幅板;壁板;罐顶
1.引言
储罐由于占地面积少,投资成本低等优点,近年来被广泛应用于石油、化工、农药、储运等行业。本文以阳煤平定乙二醇项目10000m3拱顶乙二醇储罐为例(见图1),详细讲述储罐的现场制造和安装过程。

图1 现场10000m3乙二醇储罐
阳煤平定乙二醇项目位于龙川产业工业园内,项目共有21台非标储罐,其中最大的2台10000m3乙二醇储罐的主要技术参数如表1所列。

表1 10000m3乙二醇储罐主要技术参数
2.储罐的起升方式
(1)施工方法
储罐起升方式的选择:104m3以下选用倒装法;104~2x104m3可采用液压顶升法;2x104m3以上的储罐一般选用罐壁正装法、罐顶气吹法或水浮法。
(2)工艺原理
本工艺先组装好顶圈壁板和罐顶,在罐内壁用6个千斤顶顶牢预设的背杠胀圈。利用均匀分布在储罐内的手拉葫芦提升装置通过导链与壁板下部零时胀紧固定的胀圈链接,使安装完的罐顶和第一圈壁板随着胀圈一起上升到预定高度,再组焊第二圈壁板,焊接完毕后将胀圈松开,降至第二圈壁板下部并胀紧、固定、顶升到预定位置,如此反复至最后一圈壁板,其原理图如图2所示。10000m3乙二醇储罐罐体除底板和最底下一圈壁板外,重量大约180T,拟用24台10T手拉葫芦来提升,W=24×10T×0.8(安全系数)=192T>180T,故提升装置采用24台10吨手拉葫芦是安全的。
(3)胀圈制作
胀圈是倒装法必不可少的辅助工件,胀圈可增加罐体的环向强度,防止环向焊接变形,并可用它来连接罐体提升装置,为提升装置提供起吊吊点。胀圈适用20槽钢煨制成型,煨制的弧度与罐体相匹配,安装和拆除都是比较方便灵活。胀圈与胀圈环向之间用千斤顶调节顶死胀紧,与罐间有足够的张紧力,如图3所示。

图2 储罐起升工艺原理图

图3 胀圈链接方式
3.储罐的预制与安装
(1)储罐的预制
①底板的预制
根据排板图的尺寸和编号进行对号下料。考虑到焊缝的收缩问题,底板排板直径宜按设计直径放大0.1%~0.15%。钢板需用对角线法校核方使它成为矩形,中间一排的中幅板要划中心线,之后再经过校核,才可以切割下料,并按排板图的编号进行编号。
②顶板的预制
根据排版图的数量和尺寸要求,计算求出下料尺寸。单块顶板本身的拼接,采用对接。在制作罐顶时,先在地面制作单块顶板的胎具(见图4),然后在胎具上预制单块顶板,将顶板内的加强筋都焊好(见图5)。顶板预制成形后,用弧形样板检查,其间隙不得大于2mm。顶板的加强筋用85×10扁钢加工成形后用1.5米长半径为30600mm的弧形样板检查,其间隙不得大于2mm。加强筋拼接时采用对接焊缝,且在焊缝处加100mm长的垫板,并完全焊透。

图4 储罐顶板胎具

图5 预制好的顶板
③壁板的预制
壁板下料时要找方,实际尺寸的偏差应符合规范要求,最窄板宽不得小于500mm,长度不得小于1000mm。壁板下料后,应在预制场地将坡口加工后到卷板机上滚圆,在滚弧过程中注意经常检查弧度,防止滚过头。壁板两端滚不到的地方采用加垫板的方法滚圆,垫板应比被加工的壁板厚2mm,对于因板过厚无法加垫板时,应将无法滚圆部分切除。壁板滚圆后立放在平台上,水平方向用弧形样板(长度不得小于2000mm)检查,其间隙不应大于4mm。在壁板宽度方向用直线样板检查,其间隙不应大于2mm。制作后的每块壁板按排板图标好编号。
(2)底板的安装
底板焊接时应先焊边缘板外侧300mm的对接焊缝,由多名焊工均布在罐底边缘板外侧整个圆周上且同时向内侧对称施焊。同时也可进行中幅板之间的焊缝焊接,焊接时,应先焊短焊缝,后焊长焊缝,并采用分段退焊或跳焊法,焊接时用龙门锲铁加固以防止焊接变形。边缘板剩余的对接缝待罐底板与罐壁板之间的大角焊缝焊完后且与中幅板之间的搭接焊缝焊接前进行施焊。罐底边缘板与中幅板之间的焊缝必须在最后一带壁板组装焊接完毕后且与罐体的大角焊缝焊完后再进行焊接,这是整个底板的最后一道焊缝。
①边缘板的安装
储罐底部由于受液体静压作用而产生很大的边缘效应,罐底边缘板的合理焊接与施工对缓解边缘应力起到至关重要的作用。罐底边缘板为带垫板的对接接头,对接焊缝应完全焊透。边缘板的铺设如图6所示,铺设之前垫板可先行铺设,也可以把垫板点焊到边缘板上,垫板的接头采用对接双面焊,焊后将焊肉打磨平齐,垫板应该平整,必须卧在基础环梁内,并应与对接的两块底板贴紧,其间隙不得大于1mm。罐底边缘板对接接头间隙,应符合相关标准要求,焊完后将露出底板的垫板保留20mm,其余长度切除。考虑到边缘板与壁板角焊缝的焊接收缩,在没有组装壁板前,只焊接壁板正下部的边缘板对接焊缝,即先焊自边缘板外侧向内300mm的对接焊缝,焊后进行拍片处理。

图6 边缘板的铺设安装

图7 中幅板的铺设安装
②中幅板的安装
罐底中幅板的铺设从罐中心开始安装长条大板,按顺序向外安装,如图7所示。中心的长条大板安装完毕后,安装两侧排列的大板,对两侧排列的大板也是从罐底中心顺序向外安装。中幅板大板安装完毕后,安装各边小板,考虑到中幅板焊接时的收缩情况,各边小板与边缘板相接处要留出调整余量。中幅板焊接先焊短焊缝,后焊长焊缝,初层焊道均采用分段退焊法,焊工均匀对称分布,同时施焊,并由罐底中心向外施焊。靠近边缘板2000mm范围内的中幅板焊缝先不焊接,待中幅板其他焊缝焊完并与边缘板组对好后再焊接。
(3)顶板的安装
罐顶的组装在顶圈壁板及包边角钢焊接完成后进行。顶板组装前首先应将底板画出中心线找准储罐的中心,先组装临时支架,后分片安装顶板,如图8所示。施工支架中心应与罐底中心重合,其支架顶标高要高于设计标高150mm左右,作为安装完毕撤除支架后罐顶中心下垂量。支架铅垂度允许偏差不大于柱高的0.1%,且不大于10mm。支架上安放环形圈梁,圈梁安装时需用水平仪或连通管找平。

图8 储罐顶板安装原理图
顶板采用人字形排版,搭接宽度不应小于5倍板厚,顶板自身的组焊采用外侧单面满角焊,内侧间断焊。顶板周边与包边角钢的连接处采用单面连续焊,焊工对称均匀分布,并沿同一方向进行施焊,焊角高度不应大于5mm。
顶板组装时,在包边角钢和中心支架环形圈梁上,划出每块顶板的位置,根据定位用25吨吊车按顺序吊装,顶板吊上后,用销子固定,以防止移位或滑落。具体安装过程如图9 ~ 图11所示。
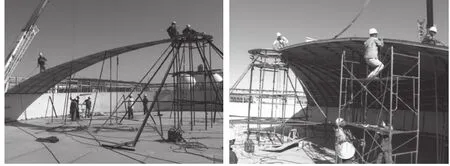
图9 储罐顶板(瓜皮板)的安装

图10 已安装好的储罐顶板内侧

图11 已安装好的储罐顶板外侧
(4)储罐壁板的安装
在安装壁板前首先应在边缘板上画出壁板内圆周线,要考虑到焊接收缩量和罐底坡度来确定罐壁板的放线内半径,按板数和规格标出各立缝中心线;同时在距壁板内侧100mm处画出组装检查基准线,以备检查罐的圆度。
用吊车将预制成型的壁板吊至定位支撑板的凹槽内。罐内支桅杆固定,壁板与壁板之间的立缝用“龙门板”连接并调节焊缝间隙。壁板组装应调节所有壁板的垂直度不应大于3mm,同时调节立缝间隙,保证内壁平齐,错边量不应大于1mm;用水准仪检查板顶高度,相邻两壁板上口水平的允许偏差不应大于2mm,在整个圆周上任意两点水平的允许偏差不应大于6mm,合格之后才能进行下一步纵缝焊接,应该先焊内侧最后焊外侧,多名焊工对称同时自下而上焊接。第一圈壁板组装完毕,因刚性较差,在每条立缝上均布三块龙门板并点焊牢固,待包边角钢组焊完毕再拆除。第一圈壁板焊接完毕后应及时对壁板的焊缝按规范要求进行无损探伤,在合格后方可进行下一圈壁板的组装。
第二圈壁板组装时,先在第一圈壁板外侧围上第二圈壁板,除封口立缝外,其余立缝全部焊完,然后提升第一圈壁板到预定高度,并使第二圈壁板与第一圈壁板环缝对接,再焊封口立缝。用同样方法提升第三 ,第四,…… ,第十圈壁板。
4.储罐附件的安装
储罐主体焊接完毕后,开始进行接管法兰等附件安装。储罐开孔必须先划线定位,经质检员检验无误后,才可以进行开孔。开孔补强的曲率应该与罐体曲率保持一致。
5.罐顶稳定性试验负压的确定
固定顶稳定性试验又称罐顶负压试验。试验时必须充水至设计最高液位,当储罐充水试验完成后开始放水时,需限制试验负压。目前图纸上大罐水压试验时试验负压的取值有高有低,不统一,一旦试验负压取值过高,储罐上部壁板较薄且未设置加强圈,很容易造成储罐顶圈壁板被抽瘪。GB50341-2014 相较于 GB50341-2003 在试验负压取值的确定上给出了明确的要求,试验时应使罐顶部位气相空间的真空压力等于 Pr - DL。其中:
Pr—— 罐顶设计总外压(kPa);
Pr = max{DL+Lr+0.4Pe,DL+ Pe +0.4 Lr };
DL——固定顶固定荷载(kPa),包括灌顶板及其附件重量,当有隔热层时,尚应计入隔热层的重量;
Pe——设计真空外压(kPa),当操作压力与设计压力之比大于0.4时,0.4 Pe前面的系数应相应提高;
Lr——固定顶活载荷(kPa),指水平投影面上固定顶活载荷,不应小于1.0kPa。
由于现行国家标准《建筑结构荷载规范》GB50009-2012表E.5中列出的50年一遇大雪压均未超过1.0kPa,且除及个别地区外,均远小于1.0kPa。所以GB50341-2014中取消了雪载荷项。
故试验负压取值为:
Pr - DL = Lr+0.4Pe = 1.0+0.4*0.5=1.2kPa
6.总结与建议
(1)储罐倒装法安装可以避免罐体内外脚手架搭设工程,同时壁板组对与焊接始终在2m高度以下作业,省钱、省力又安全。
(2)图纸上设计、制造与检验主要数据表中对罐底无损检测要求较为模糊,整体提高或降低了检测要求,不合理且不经济。建议对罐底无损检测的要求为:罐底边缘板对接焊缝的外端300mm应进行射线探析,RT-III合格,罐底其余焊缝进行渗透检测,PT-I级合格。
(3)GB50341-2003中对于储罐试验负压取值并不明确,导致目前图纸中罐顶稳定性试验中试验负压的取值往往不统一,一旦取值过高,容易造成罐顶或储罐顶圈壁板被抽瘪。GB50341-2014相较于GB50341-2003在试验负压的确定上给出了明确的要求,试验时应使罐顶部位气相空间的真空压力等于Pr-DL,并忽略雪载荷影响。
[1]陈宏刚.立式圆筒形储罐的安装与检验技巧[J].管道技术与设备,2007,4:44-45.
[2]卞宗强.大型储罐底板的焊接方法[J].机械与设备,2000, 28(4):324~326.
[3]王庆峰,郝敏.大型油罐底部边缘板的设计与焊接施工[J].管道技术与设备,2004(4):21~25.
[4]GB50128-2014.立式圆筒形钢制焊接储罐施工规范[S].2014.
[5]GB50341-2014.立式圆筒形钢制焊接储罐设计规范[S].2014.
[6]易良英.大型外浮顶钢储罐网格型保温设计[J].石油工程建设, 2012,38(4):47~50.
[7]李月新,鲜朝佐.大型立式圆筒形储罐保温设计中潜在的深层次问题[J].石油化工设备技术,1997,18(5):6~47.
(责任编辑:任聪)
Upside-down Installation Method and Design Suggestion of 10000m3Ethylene Glycol Storage Tank
Zhao Botao
(Pingding Chemical Engineering Limited Liability Company, Yangquan Coal Group, Shanxi, 045000)
The storage tank manufacturing and installation process is one complex engineering costing much time, much physical strength and many materials. In this paper, based on the authors’ experience of on-site storage tank monitoring work and management work of ethylene glycol project of Pingding company, Yang coal group, it has taken detail expounding of the on-site manufacturing and upside-down installation method method of 10000m3 ethylene glycol storage tank, besides, put forward several advice for the storage tank baseplate faw detection requirement, experiment negative pressure value and heat preservation support structural forms confrming.
storage tank;margin plate;center plate;wallboard;tank deck
T
A
赵波涛(1973~),男,阳泉煤业集团平定化工有限责任公司;研究方向:煤化工。
