一种大型断路器自动生产线的研制与应用
2017-07-18林木峰李发业梁成鹏夏龙军
林木峰+李发业+梁成鹏+夏龙军
摘 要:本文介绍了一种大型断路器自动生产线的研制与应用,采用气动系统和电气控制,配合机器人实现断路器生产的自动化,相关测试数据可以自动上传生产系统,减少了工人的数量和工人的劳动强度,提高了生产效率。
关键字:断路器;生产线;机器人;自动化
DOI:10.16640/j.cnki.37-1222/t.2017.14.022
自动化控制技术近年来极大的推动了我国工业自动化的进程,取得了良好的经济效益和社会效益。自动化生产线是自动控制技术的集中体现和运用,涵盖了液压系统、机械系统、气压系统和电气控制系统,可以实现各种机构或装置自动准确地完成设定的各道工序及工艺过程。
对于企业来说,面对越来越高的人力成本,如何做到资源的优化配置、降低成本、改善质量、缩短产品交货期等,以及通过精益化生产来确保企业在日趋激烈的市场竞争中持续盈利,已成为越来越多企业所面临的重大挑战。
1 自动生产线研制背景
断路器在生产的过程中需要经过多道工序,例如组装端子盒、弹簧、灭弧罩,磨合工序等等。在现有技术中,一般采取分立设备独立进行每道工序,然后汇合组装而成的方式进行生产。这种断路器的生产方式由于不能整合资源,进行自动化生产,因此效率相对低下,而且很容易出现差错,此外,某一个工序出现问题时,比较难溯源追查原因。
因此,针对上述情况,如何设计一种断路器自动生产线,从而可以解决上述的问题,成为本领域技术人员亟待解决的重要技术问题。
2 自动生产线客户需求与现场分析
X公司是国际知名断路器生产商,本生产线主要用于该公司Y系列断路器的自动制造和测试。客户要求断路器自动生产线安放在公司的A栋三楼,可以使用的场地范围为50mX16m,线体高度不得超过2.5m。
根据客户要求,除外形尺寸外,研制的生产线必须满足以下要求,现摘录部分如下:
(1)生产节拍:140 台/ 班,每班按照7小时计算。
(2)噪音要求:设备噪音不得大于75dB;如设备噪音过大,需加装隔音罩,符合GB/T19886-2005要求。
(3)动力电源:总功率200KVA;三相四线380VAC±10%,50Hz;控制回路和照明电源220VAC,50Hz;气源压力不小于0.6Mpa。
(4)测试要求:实现断路器的瞬动脱扣测试,给试品提供电流,使试品脱扣动作,全闭环实现电流选相通断,记录和分析測试过程的电流波形特性等;所有工位(含测试)均可以自动生产报表。
(5)安全性能:设备内部与测试外部配置有烟雾传感器;控制回路与测试回路配置可靠的漏电保护装置;设备必须配备可靠的接地措施;在设备周围,人能方便、迅速地按到的位置安装急停开关。
3 自动生产线设计
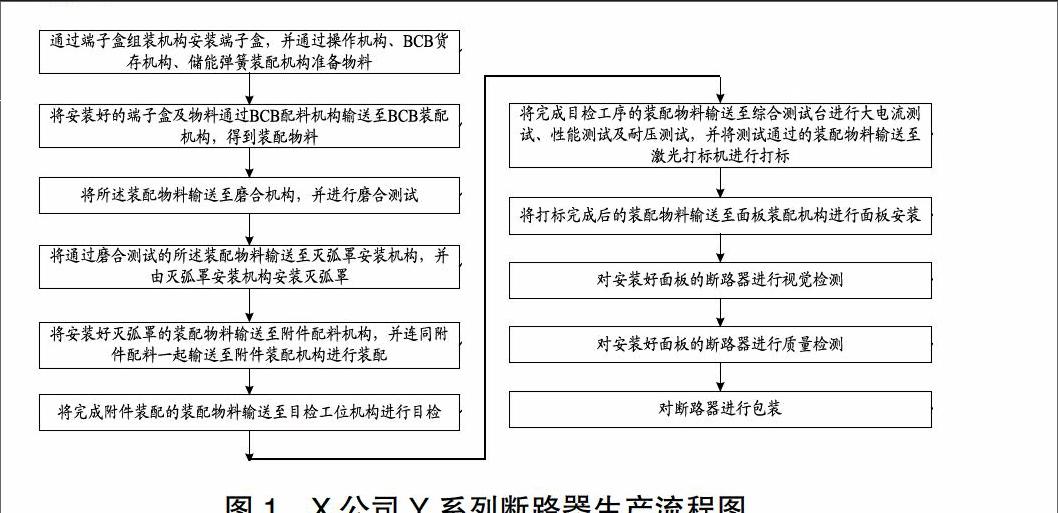
3.1 生产流程设计
综合客户要求和实景情况,最终将生产流程整合为11道工序,见图1。
3.2 线体整体设计
考虑到实际生产中,不可避免的会存在不合格产品,为了便于对不合格产品的处理,本自动生产在正常的合格输送线的基础上增设了不合格回流输送线。同时考虑到各环节的产能不同,为了让低产能环节顺利实现自动化,本生产线设计了(半)成品缓存区。
总体设计依据人机工程学原理,充分考虑人、物料、机器及相关软件信息提示进行设计。托盘尺寸为320X240,操作员在操作台正前。软件系统根据实际型号,按照相关安装工艺,实时指导工人安装。
研制成功的生产线如下图所示,具备以下功能:(1)物流传输;(2)自动装配;(3)产品检验;(4)生产线控制;(5)生产管理;(6)过程监控;(7)安全保障。
3.3 机构设计
(1)操作机构设计。操作机构设计效果如图3,共有三部分:组装台、合格品输送线和不合格品回流线。为了实现对托盘的循环利用,线体托盘的流转方向都是双向的。
(2)端子盒组装机构。端子盒组装机构包括依次相连的若干液压升降小车平台、视觉检测部件、端子盒搬运部件、称重校验部件及输送部件。
(3)BCB货存机构。BCB货存机构包括物料货架及物料指示灯,其中物料指示灯用于指示物料货架内物料的状态。
(4)储能弹簧装配机构。储能弹簧装配机构包括安装在机架上的夹具、压装气缸、压力传感器及安全门,压装气缸安装在所述夹具底部,压力传感器及安全门安装在夹具主体上部。
(5) BCB配料。BCB配料机构包括综合输送带及省力部件。
(6)附件配料机构。附件配料机构,与所述灭弧罩安装机构连接,并接收安装好灭弧罩的物料。
(7)附件装配机构。附件装配机构包括若干水平排列的装配器,所述装配器底部设置有放置铜端子的定位槽、上部设置有附件物料放置定位槽,中部设置有托盘。
(8) BCB装配机构。BCB装配工位包含5个工作台,其中1~4号工作台一起完成一个开关的BCB装配,5号工作台为备用工作台。每个工作台配有一台工控机和显示器,操作员工必须根据显示内容按步骤地进行取料和装配。
(9)磨合机构。磨合机构包括视觉传感器和两台并联设置的合分闸测试设备,其中视觉传感器用于检测所述合分闸测试设备的状态。
(10)灭弧罩安装机构。灭弧罩安装机构包括触头间隙微调部件及灭弧罩装配部件。
(11)全检机构。全检机构用于对来自视觉检测机构的断路器进行全检,并将全检合格的断路器输送至包装线进行包装工序
(12)视觉检测机构。视觉检测机构用于对来自面板装配机构的断路器进行视觉检测。
(13)面板装配机构。面板装配机构用于对来自激光打标机的断路器进行面板安装。
(14)激光打标机。激光打标机放在9#配料工位,标签打标定位实现自动化、面板由人工放入工装自动打标,人工取出面板和标签。
(15)包装线。包裝主线体分开,初期采用葫芦吊把开关从主线体吊至包装线,包裝线配备动力滚筒和打包机;经过打包机后,外箱标签自动打印出来,工人取下标签手工贴到外箱上。
经过打包机后的位置需有称重器,可以打印出重量标签。同时把重量值保存在流水线的电脑系统中,自动上传给ABB ECS(或MES)系统。
(16)目检工位机构。目检工位机构接收来自附件装配机构的物料,并输送至所述综合测试台。
(17)综合测试台。综合测试台包括依次设置的大电流测试部件、性能测试部件及耐压测试部件,用于对断路器进行综合测试,并将测试合格的断路器输送至所述激光打标机。
4 自动生产线应用
本次研制的断路器自动生产线的工作方法具有以下优点:
(1)能够实现断路器的自动生产,一方面可以提高生产效率,另一方面能够实现资源统筹,提高资源利用率。
(2)能够对断路器生产的各环节进行统一监控,降低断路器生产的次品率。
(3)断路器自动生产线相比原来各设备,能够降低占地要求。
该生产线2014年完成研制,2015年完成装配,2016年完成调试并投入使用。截止目前,设备运行稳定,获得了用户的肯定。目前该设备已经申请了两项专利,实用新型专利一项,专利号2016210182640;发明专利一项,专利号2016107908399。
參考文献:
[1]金丰护.X弹数字化装配生产线技术研究[J].机械工程与自动化,2017(01):186-188.
[2]吴姝芹,范勇.自动化生产线的可靠运行[J].轻工科技,2012.
[3]Yu S,Hu J.Asymptotic Rejection of Periodic Disturbances With Fixed or Varying Period. Journal of Dynamic Systems Measurement and Control Transactions of the ASME,2001.
[4]穆斌.自动化生产线中的纸箱包装技术[D].北方工业大学,2010.
[5]艾晓飞.设备及生产线自动化改造与管理[J].设备管理与维修,2017(01):19-20.
