本钢2300mm线带钢宽度超差的原因分析及改进措施
2017-07-13张彩臣杨军
张彩臣+杨军
摘 要:本钢2300mm生产线是国内最宽幅的热轧带钢生产线之一,产品结构多样化,随着产品精度要求的不断提高,原有的宽度控制精度不能满足顾客的实际需求。通过对影响带钢头尾宽度超差的原因分析,改进带钢短行程控制策略,模型表的优化,应用工具的开发,经过一年多生产调试,带钢头尾超宽问题得到有效解决,满足顾客的高要求。
关键词:带钢宽度;中间坯;短行程控制
中图分类号:TG335.11 文献标识码:A 文章编号:1671-2064(2017)11-0051-02
1 引言
热轧带钢宽度是热轧产品质量控制的主要指标,提高宽度尺寸精度是提高热轧带钢产品质量的重要手段[1]。目前,市场对产品精度的要求越来越高,原控制精度已无法满足实际需求。超宽导致吊送时破边,卷形差,成材率低等问题,已经成为热轧带钢现场控制的关键技术问题。
本钢2300mm热轧生产线荒轧(RM)采用两架可逆轧机的设计方式,每架水平辊轧机前配置一架控制宽度立辊轧机(E1、E2),精轧前配小立辊(F1E),实际生产中主要通过上述三组立辊控制带钢的宽度[2]。本文通过分析实际生产参数等信息,提出相应的控制技术手段,将这一问题得到很好解决。
2 数据采集与分析
2.1 原模型短行程的缺陷
带钢的头尾宽度控制主要是由立辊E1、E2和F1E进行控制。在模型表中根据不同的厚度区间给定不同的短行程控制参数,从而控制带钢的头尾宽度。在实际的生产过程中,原模型控制存一定缺陷,导致短行程控制冲突,造成了头尾宽度控制无法精确调整。主要可分为以下两种情况。一种是工艺相同厚度不同共用控制参数时,轧制薄规格时出现严重的带钢颈部拉窄的情况。另一种,荒轧6道次或8道次不同轧制时,因带钢宽展不同,结果导致带钢头尾出现超宽问题。
2.2 U型飞剪剪切的影响
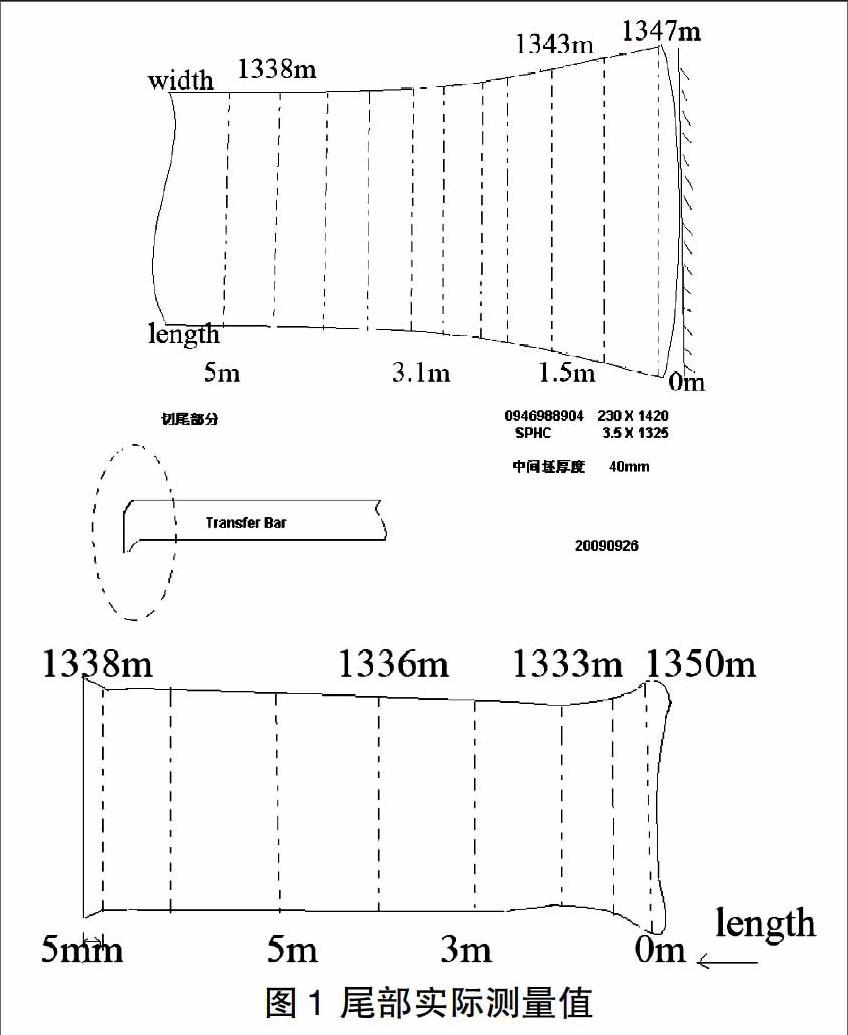
生产飞剪采用U型剪刃。因为边部先剪切,中间坯受力向边部扩散,导致中间坯切面向两侧自由宽展。为了测量推钢尾部数据,现场先后进行两次试验,如图1所示。
飞剪切过的刀口有延展现象,将横截面的弧度近似看做圆弧,按照弧度压平后计算带钢宽度变化,结果相差17mm。采用另一种方法进行测量,结果显示,尾部形状短距离(1.5m)逐渐展宽,换算成粗轧最后一道次为尾部88mm,即需要对对粗轧最后道次进行严格控制。
3 模型设计与优化
现场控制成品厚度规格索引为27个,若按照厚度划分,短行程数据库将扩大27倍,此外,考虑道次影响等,实际计算将更加复杂[3.4]。因此,为了减少对服务器的影响,本研究提出通过分层中间坯厚度提高带钢头尾宽度控制精度的方法。将中间坯厚度(28~60mm)与成品厚度划分6个区间索引,同时将RM不同的轧制道次进行区别对待。结合实际生产对模型的精细调整,达到改善带钢头尾宽度的目的。
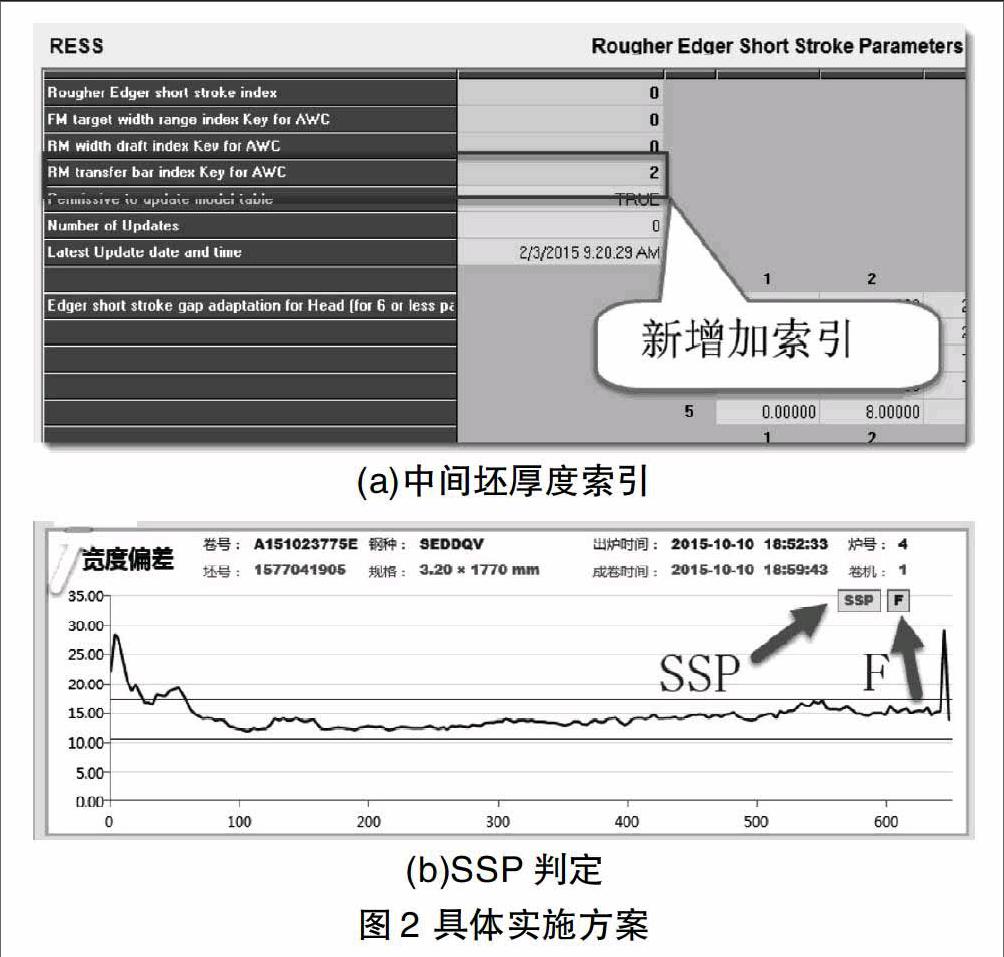
具体实施方案包括以下几方面:(1)短行程分组号由3维索引增加“中间坯厚度”索引,如图2(a)所示。使系统可区分不同中间坯厚度。(2)每组短行程控制参数由2个矩阵,增至4个矩阵,并修改控制程序。荒轧6道次和8道次可使用不同矩阵控制。(3)短行程分组号第3维为侧压量索引,通过调节档位定义分界点,使得所有投入SSP规格全部落入“0”档中,以便系统可区分是否投入SSP,如图2(b)所示。(4)针对提出的通过分层中间坯提高带钢头尾宽度控制精度的方法,本研究开发了具有自主知识产权的新软件,制定/实现新的人工调节短行程参数的工作流程。
单纯通过E1、E2控制无法解决头尾超宽的问题。本研究将原设计仅作为导尺功能的小立辊F1E充分利用,将小立辊F1E增加中间坯头尾短行程控制功能。首先,通过粗轧立辊道次短行程参数的调整,保证粗轧出口宽度良好,随后,通过增加精轧前小立辊(F1E)头、尾短行程控宽功能,对带钢尾部进行最终控制,满足生产需求。
4 改善效果
采用本研究设计的新控制,经过现场一年的调试,所有规格的钢卷头尾超宽问题均得到有效改善,市场反馈本钢2300mm机组生产产品头尾宽度控制良好,与此前相比有很大改进。从生产工艺控制角度,不同钢种规格的头尾控制参数稳定固化,同一工艺轧制将会保持一贯的稳定性,消除不同钢种、不同规格之间的相互影响。
5 结语
(1)现行带钢的头尾宽度控制根据RM每道次轧制的轧件入口厚度,通过立辊实现短行程控制。该模型控制存一定缺陷,导致短行程控制冲突,造成了头尾宽度控制无法精确调整。
(2)本研究通過增加短行程分组号索引,同时增加短行程控制参数矩阵等方法,开发了具有自主知识产权的新软件,制定/实现新的人工调节短行程参数的工作流程,实现简化操作,并显著提高生产效率。
(3)新控制方法经过一年多的调试,所有规格的钢卷头尾超宽问题都得到有效的改进,得到市场的认可。同时节省了人工查找、匹配的环节和时间,将控制时间缩短为原方案的1/4左右。
参考文献
[1]黄爽.热轧带钢宽度控制的改进措施[J].轧钢,2014,31(2):59-62.
[2]郑中.本钢热轧2300mm机组生产线现状及发展[C].全国轧钢生产技术会议,2010.
[3]张文.轧钢生产基础知识问答[M].冶金工业出版社,1994.
[4]孙一康.带钢热连轧的模型与控制[M].冶金工业出版社,2002.
