化工仪表自动化及在生产中的应用
2017-07-12林晓海南省洋浦技工学校海南儋州578101
林晓(海南省洋浦技工学校,海南 儋州 578101)
化工仪表自动化及在生产中的应用
林晓(海南省洋浦技工学校,海南 儋州 578101)
随着科学技术的发展,自动控制技术的应用越来越广泛,为化工自动化生产提供了更大的便利,化工仪表是实现自动化生产的前提,如何把化工仪表自动化的技术应用好是重要的研究内容之一。本文就自动化控制原理及化工仪表在自动化中的作用进行分析,并通过化工生产设备精馏塔的自动控制来详述化工仪表实现自动化生产的过程,以体现出仪表自动化控制对石化生产带来的便利以及高效率。
化工;仪表;自动化;控制;精馏塔
1 化工自动化的控制原理
1.1 概念
所谓自动化,就是指在没有人直接参与的情况下,利用外加的设备或装置使机器、设备或生产过
程自动的按照给定的规律运行,使被控对象的一个或几个物理量按照预定的要求变化。
1.2 控制原理及组成
自动控制的原理是在参照了人工调节的基础上产生和发展起来的,其控制理念仿照了人工操作控制的全过程。比如对保持某储罐一定的液位值进行调节和控制,人工调节的操作方法是:用眼睛观察液位,在大脑中将观察到的液位值与工艺要求的液位值进行比较,当指示值偏大,则用手将储罐出口阀门开大;当指示值偏小,则用手将储罐出口阀门开小,最终确保液位值在所要求的高度。可见,人工调节过程是通过眼睛观察,大脑分析判断,手进行操作的过程,如果用自动化的装置代替人的眼、脑和手去调节,就形成了自动控制系统。一个简单的控制系统必然包括被控制对象、检测变送环节、控制器、执行器等四个部分组成。
2 化工仪表与自动化
化工仪表是实现自动化生产的前提和基础,是组成自动控制系统各部分的具体体现。根据自动化系统的组成,可把化工仪表分成几类:测量变送仪表、控制仪表、执行仪表、显示报警仪表等。
2.1 测量变送仪表
其包括测量元件和变送元件,是自动控制系统中的检测变送环节,测量仪表是自动化系统
中的重要组成部分,系统的控制精度首先取决于测量仪表的检测精度。主要检测的工艺参数有:压力、流量、温度、液位等。根据测量仪表所测量的内容,测量仪表可分为:压力测量变送仪表、流量测量变送仪表、温度测量变送仪表、液位测量变送仪表等。随着科技的发展,出现了以检测产品物性和成分为主要检测内容的仪表,从而实现对产品质量的直接控制。
2.2 控制仪表
是自动控制系统中的控制器,控制仪表是实现自动化生产的核心装置。检测仪表将所测量的被
控参数转换成电流或电压信号送往控制器,控制器将测量信号与给定信号进行比较产生偏差,并按照一定的调节规律去控制执行器,最终使得被控参数保持在预设的要求内。自动化控制生产中常用的控制器为DDZ-Ⅲ型控制器,该控制器品种很多,有基型控制器,有与计算机控制联用的控制器,还有为满足各种复杂要求的特种控制器。控制器的输入和输出电信号为1~5V和4~20mA。其中4~20mA的输出信号可通过250Ω精密电阻转换成1~5V的电压信号。目前控制器广泛应用的调节规律是PID调节,控制器的控制精密度主要看PID参数选择合理性,PID参数的整定要通过专业技术人员的整定和优化后才能投入使用。控制器必须要具备手自动切换功能,在控制系统投入运行时,要先进行手动输入改变调节器的输出,待系统达到稳定状态后再改为自动运行状态,当自动控制状态出现状况时,必须要切换到手动状态以防止系统失控。
2.3 执行仪表
是自动控制系统中的执行器,主要接受控制器送来的控制信号,去改变生产工艺中管道的物料流量,使生产过程按预定的要求正常进行。执行器可分为电动、气动和液动三类。工艺选择可根据控制要求来选择不同类型的调节阀作为执行器,其中最常用的执行器为气动调节阀。
2.4 显示报警仪表
即信号联锁自动保护系统,是生产过程中的一种安全装置。其虽然不是自动化控制系统的
组成部分,但是在生产控制中也是必不可少的部分,该系统的信号源也是通过各种测量仪表获得。当信号识别部件接收到测量仪表发送来的工艺参数后,就会与设定值比较进行判断,一旦接收到的信号源与设定值发生偏差,安全联锁系统即刻给出告警和切断信号,以保护装置的安全。
3 化工仪表自动化在精馏塔的控制操作中的应用
3.1 精馏塔的认识
精馏塔主要是一个分离混合液体的设备,它广泛应用在石油化工生产中;精馏塔的工作原理就是利用混合液体不同组份的沸点不同,通过反复的部分汽化与部分冷凝,将混合液中不同组分达到分离的目的。
3.2 精馏塔在某石化生产装置的生产控制要求
在某化工企业里,精馏塔主要用来提纯符合要求的溶剂供生产使用。在对精馏塔的控制操作中,首先要确定控制目标:产品质量、产品产量、能量消耗等。其中质量指标是必要条件,在质量指标一定的条件下,应使产品的产量尽可能提高,同时能量消耗尽可能最低。第二要清楚造成精馏塔扰动的因素:进料的提量和降量操作;温度的影响;塔压的波动。
3.3 精馏塔的自动控制回路
根据生产要求,在精馏塔105℃的温度点处侧采出的溶剂成分为生产所需溶剂。
所以在对该精馏塔的自动控制操作中,主要以温度控制为主,保证侧线产品
采出处温度为105℃。经过对塔的控制要求及引起塔的扰动的
分析。可以分为5个控制回路(如图1所示)。
(1)塔釜液位控制
(2)塔釜进料量控制
(3)塔顶采出量控制
(4)塔顶回流量控制
(5)塔侧线采出量控制
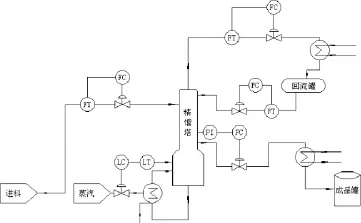
图1
在上述的控制方案中,5个控制回路在塔生产未达到平稳前,控制器都应该改为手动状态,通过手动输入改变调节器的输出,直到各指标平稳后,控制器才能改为自动状态。根据生产需要,对精馏塔经常要做提量和降量的操作,该操作是造成精馏塔不能平稳生产的最大干扰,对5个控制回路的操作步骤一般是:在提量和降量前,5个控制回路要改成手动控制状态,然后手动给信号调节进料阀的开度,增量或降量,同时相应调节蒸汽阀开度,升温升压或降温降压,对溶剂各组份进行分离生产,待到塔压、塔温、塔液位慢慢稳定后逐步调节塔顶采出阀和塔顶回流阀,再等待塔压、塔温、塔液位恢复稳定,便可以逐渐调节侧采合格溶剂阀门,继续等待塔压、塔温、塔液位恢复稳定。依次反复手动操作,直到进料量调节到了生产需求,塔压、塔温、塔液位都处于稳定状态,便可以逐一对5个控制回路的控制器投自动控制状态。
4 结语
化工仪表自动化技术的应用,极大的提高了现代企业的生产控制水平,但是按照目前自动化控制在化工企业生产的应用上,还具有很大的技术上升空间,仍需要继续努力提升化工仪表自动化控制技术在化工生产中的的应用能力。
[1]乐建波.化工仪表及自动化(第三版)北京:化学工业出版社,2010
[2]潘永湘.过程控制与自动化仪表(第二版)北京:机械工业出版社,2007
[3]黄永杰.精馏塔自动控系统设计化工技术与开发,2012年1月
