大型和超大型冶金轧辊再制造技术研究与应用
2017-07-06褚秀军
褚秀军
(中钢集团邢台机械轧辊有限公司,河北 邢台 054025)
大型和超大型冶金轧辊再制造技术研究与应用
褚秀军
(中钢集团邢台机械轧辊有限公司,河北 邢台 054025)
采用先进的再制造工艺与技术,对钢铁行业大宗消耗工具备件——大型和超大型支承辊(重量50吨和100吨以上)和水泥行业用磨辊、挤压辊报废或完成服役的旧品进行再制造,使其性能和质量达到或超过原来的新品。该技术的应用符合国家鼓励建设的循环经济项目,在创造可观的经济效益的同时,还可以达到节约资源和能源、保护环境的效果。
大型和超大型冶金轧辊;再制造技术;钢铁行业;消耗工具备件;循环经济
1 技术背景
再制造产业是指以产品全寿命周期理论为指导,以实现废旧产品性能提升为目标,以优质、高效、节能、节材、环保为准则,在性能失效分析、寿命评估等分析的基础上,进行再制造工程设计,以先进技术和产业化生产为手段,进行修复、改造废旧产品的一系列技术措施或工程活动的总称。再制造与制造新品相比,一方面是通过再制造技术可以花费较小的成本延长产品的寿命,创造较大的经济价值,成本实际上不到原来的50%;另一方面,还可以达到节约资源和能源、保护环境的效果,可节能60%、节材70%、节约成本50%,几乎不产生固体废物,大气污染物排放量降低80%以上。
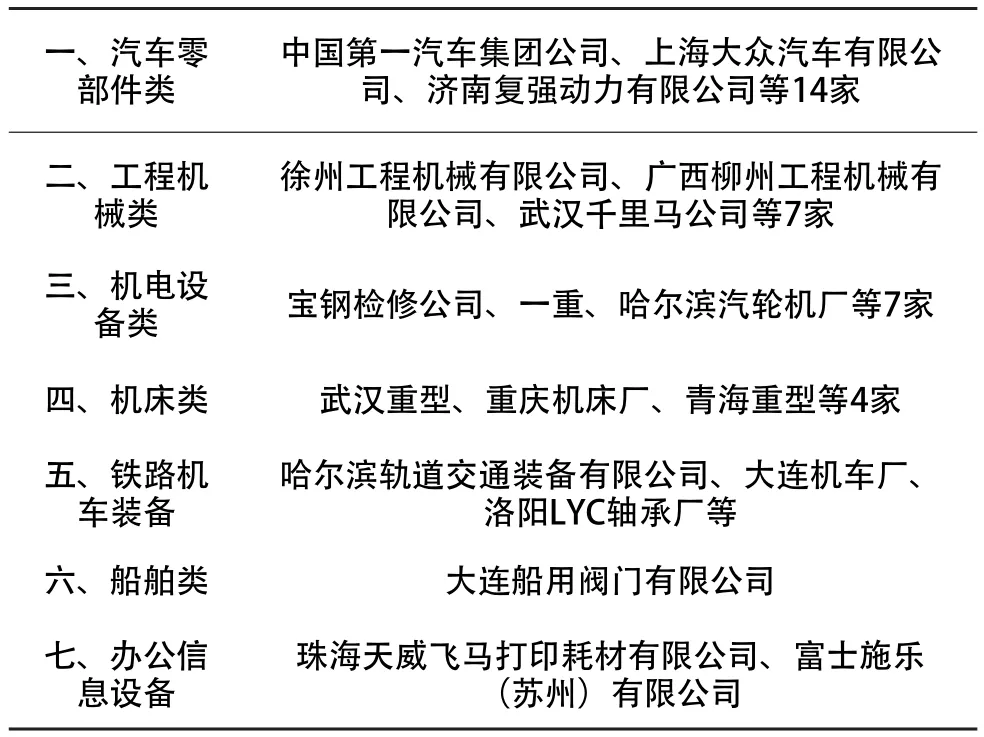
表1 国家再制造产业试点企业
近几年,随着社会节能减排意识的增强,再制造产业受到越来越多的重视。再制造产业在资源节约、能源节约和减少环境污染等方面具有非常重要的作用,符合当今节能环保的时代主题,具有较高的经济价值,因此政府非常重视再制造产业的发展。近几年,国家发改委和工信部加大了政策推进力度,从提高再制造技术水平、扩大再制造应用领域等方面,加强法规建设,强化政策引导,积极推进再制造规模化、市场化、产业化的发展,努力将再制造产业培育成为新的经济增长点。特别是国家颁布实施了《循环经济促进法》,为推进再制造产业发展提供了法律依据。当前,我国已进入到以国家目标推动再制造产业发展为中心内容的新阶段,国内再制造的发展呈现出前所未有的良好发展态势,出现多家以机械设备再制造为核心业务的专业公司,如:以再制造汽车发动机的济南复强动力有限公司等国家发改委和工信部批准的再制造试点企业,具体分布见表1。
从以上企业分布可以看出,国内还没有一家轧辊、轴类零件与水泥用辊的再制造专业公司。
近几年以来,钢铁企业生产成本不断上升,市场钢材价格低位运行和钢铁生产成本不断上升给钢铁企业带来了双重压力,钢铁企业生产经营总体面临着严峻的挑战。大中型钢铁企业销售利润率非常的低,低于我国工业行业的平均盈利水平。如何使钢铁企业走出低效益运行的态势是目前行业关注的焦点,按照国务院《装备制造业调整和振兴规划》的意见,钢铁工业要重点关注以下三项工作:一是加快钢铁工业的结构调整和产业升级,促进钢铁工业实现由大变强;二是加强全行业的联合兼并重组,提高全行业产业集中度,促进钢铁工业产业组织结构的优化升级;三是进一步加大全行业节能减排的工作力度,按建设资源节约型、环境友好型社会的要求发展钢铁工业。
支承辊是轧钢生产中的重要部件之一。是轧机大型消耗性部件,在整个生产过程中支承辊因磨损而消耗的部分仅占轧辊总重量的10%~20%,而有80%~90%的重量是因轧辊直径减小而导致报废的,造成钢厂巨大的经济损失。另外还有大量因各种事故引起的非正常报废,全国各大型轧钢厂每年都要消耗大量支承辊。由于消耗量大,支承辊价格昂贵,特别是2800mm以上中宽板生产线所用支承辊,新品直径在1800~2300mm之间,单重最小的达77吨,最重的达220余吨。市场价格每吨国内约为8~9万元,进口则超过10万元,单支轧辊总价在几百万、上千万元,国内目前只有第一重型机械制造集团、第二重型机械制造集团生产部分支承辊,其余全部依赖进口。2800mm以上中宽板生产线所用支承辊每年消耗约15~20支,2113~2600吨。特别是近年我国海军的航母和大型舰艇建造急需大量宽厚船板,这些轧机经过多年轧钢,未来2~3年内支承辊大部分已经开始进入报废期,逐渐退出使用,实现使大批报废支承辊通过再制造技术,恢复和提高功能回到轧机上,继续为国民经济建设服务,具有很好的社会效益和经济效益,同时对国防建设也具有重要的意义。
尤其是在当前钢铁行业低迷时期,钢厂采购成本压力非常大,且生产周期很长,不能及时交货,越来越引起技术人员和备件管理部门的重视。随着当前堆焊材料、焊接工艺与设备自动化的快速发展与进步,国内外大型轧辊堆焊技术也相应得到提升,而采用堆焊方法修复的再制造轧辊,不但修复成本低,而且能提高轧辊使用寿命,降低轧辊耗量,合理使用并节约合金元素,同时能够提高轧机的效益和产品的质量,是一种有效的技术经济措施。因此,对热、冷轧板带轧机支撑辊进行堆焊修复,进一步提高其性能和使用寿命越来越受到钢铁企业的高度重视。
支承辊再制造技术是指在去除报废轧辊表面的疲劳层或缺陷后,采用合理的堆焊方法和工艺,在报废轧辊上堆焊上一层硬度高、耐磨性好、耐疲劳性强的金属表面层,使堆焊后轧辊使用性能达到或超过新轧辊水平。采用轧辊堆焊再制造技术是钢铁行业降低成本、增加企业综合经济效益的一项重要技术措施。是贯彻落实“资源→产品→废旧产品→再制造产品”循环经济的最佳模式,是建设资源节约型、环境友好型社会的客观要求。目前,该技术还仅用于热轧开坯辊、连铸辊道辊、热轧平整辊、型钢辊、小型焊管辊和30吨以下的热轧支承辊的修复,其修复工艺经过近些年的研究和应用相对已经成熟。而对于重量在50吨以上的大型支承辊的修复,由于其技术难度大、过程控制要求高、技术风险大,并且需要大型的加工设备和热处理炉,国内外鲜有企业问津。正是定位于市场需求大、修复技术水平高,过程控制要求严的50吨以上大型和超大型支承辊的再制造技术研发,将成为国内工艺技术最先进、规格最大、装备水平最高的大型和超大型支承辊以及大型轴类零件的修复和再制造生产基地。
环锻技术是近年我国引进的快速锻造技术,它被广泛应用于大型的环形零件制造,比如大型轴承套、大型法兰、环形结构等,这些零件主要应用于船舶、水利风力发电机的大型轴承、核电的法兰结构、大型工程机械、航天航空领域。锥型轧辊是环锻机主要工件,材质为耐热锻钢,在环锻机工作时靠两个锥型辊同时对环件进行轴向与径向锻压。其与热轧辊的工况条件不同,主要是工作时不喷冷却水,以避免环件温度下降太快,产生裂纹。待锻好一件后再喷水将轧辊冷却,然后碾压下一件,因此锥型轧辊受热疲劳消耗较快,一般需要半年更换一对新轧辊。而采用在报废锥辊表面堆焊一层特殊耐热疲劳更好的高合金材料的技术,则会大大降低环锻轧辊采购成本,而使用效果好于新品。德国独资公司——徐州罗特艾德环锻公司合作,对锥形轧辊的堆焊修复进行了尝试。已投入90余万余建起国内唯一一台全自动的专用修复锥型辊设备,填补了国内空白。锥形轧辊技术水平已达到国内领先,现国内部分厂家在要求制作新品时,即在表面堆焊一层高合金材料,以提高轧辊使用寿命。因此采用堆焊方法修复的再制造锥形轧辊,不但修复成本低,而且能提高轧辊使用寿命,是一种有效的技术经济措施,不仅能够提高轧机的效益,还将创造巨大的社会效益。
另外一个适合再制造推广领域的是水泥行业用辊压机辊与磨辊的堆焊修复。辊压机是用途广泛的一种高效节能的粉磨设备。尤其适用于水泥熟料的粉磨,而且对石灰石、高炉矿渣、石灰砂岩、原煤、石膏、石英砂、铁矿石等的粉磨也很有效。辊压机的主要特点就是高压,利用50~300MPa的高压对物料进行挤压,达到粉碎的目的。辊压机在水泥工业中已使用了十几年,主要用于水泥熟料的粉磨。辊压机在极其恶劣的工作条件下造成辊面磨损严重,因此在制造辊压机时就必须对挤压辊表面进行有效防护。而在挤压辊表面堆焊耐磨材料是目前全世界公认的最有效、最简便的方法。这主要有两个原因:一是使堆焊材料和工艺便于不断进行改进和调整;二是挤压辊在使用一段时间后必然要产生磨损,而由于挤压辊非常昂贵,绝大多数情况下不可能报废,只有继续对其进行修复。立磨是粉碎水泥生料的关键设备。新型干法水泥生产企业采用立式辊磨制备生料、煤粉、矿渣粉,配合使用辊压机作为熟料粉磨设备。由于立磨、辊压机最初由国外进口,目前国内也只是处于简单仿制阶段,其关键部件——磨辊、挤压辊的制作是铸造或锻造坯料,然后外层堆焊一层耐磨层,耐磨层用完后再重新堆焊。使用堆焊修复再制造技术可以大幅度降低水泥行业采购新品成本,节约资源和能源。近几年中国经济的快速发展带动水泥行业实现了产量的高速增长,有1280条左右日产700吨以上的新型干法生产线,水泥产量年达到18.5亿吨左右,新型干法熟料产能的比例将超过80%。在当今全社会坚决贯彻科学发展的前提下,节能环保已成为发展的主题,因此可以预见,水泥行业节能减排、资源综合利用将成为水泥企业的主要任务,再制造产品的开发和推广将是行业的热点。
2 技术优势
轧辊修复作为国内技术领先的专业的再制造行业,已有十多年的大型轧辊修复经验,大型支承辊修复技术日益成熟,在轧辊修复领域已取得了不凡的业绩,同时还应与多家国际知名焊接材料、设备生产商进行合作,共同研究开发堆焊新技术、新工艺。我们与美国犹他州立大学和武汉理工大学共同对国内常用轧辊材料和焊接材料的热物理性能的研究,是目前国内最完整的研究成果。武汉理工大学焊接专业的硕士研究课题多数结合我们的技术难题,在我们的教授级高级工程师指导下完成。为我们系统总结生产中的经验,提高技术队伍的理论水平,规范我们的技术文件和管理程序提供了理论支持。以上所述均为我们进行超大型轧辊再制造技术开发和实际生产提供了技术保障。
我们对于水泥行业的再制造也有多年的研究,就水泥行业的耐磨堆焊工艺、材料等做了大量工作。其修复原理、技术和轧辊堆焊基本上是相通的,只是堆焊材料、磨辊的工作环境和磨损机理和轧辊不同。另外,我们还与国际知名焊接材料生产商——比利时伯乐帝森公司合作,利用该公司强大的技术研发实力,在焊接材料和工艺上为我们提供支持。在国内具有较强的竞争能力,并一直是冀东水泥集团的战略合作伙伴,长期进行合作,非常了解和熟悉水泥行业用辊的使用条件和修复技术。
3 市场分析
3.1 国内冶金大型支承辊市场分析
根据市场调查分析,在所进行统计的141(部分小型轧钢厂未完全统计在内,估计约800~1000吨)条板带轧线中。按照各轧机历年来支承辊的平均辊耗计算,其中热轧56条,年消耗需求在14514吨;冷轧38条,年消耗需求4358吨;2800mm以下中板20条,年消耗需求在935吨;2800mm以上中宽厚板27条,年消耗在2113吨,合计年消耗21920吨。
另外,再加上小型钢厂的1000吨,全年总需求为22920吨,按照全年需求总量的30%使用再制造支承辊轧辊,堆焊熔覆量按轧辊总重的15%计算,每年堆焊金属可达1032吨,按每吨平均12万计算,则每年堆焊再制造市场可达12382万元。考虑到我们的市场竞争优势,至少可以占到50%的市场份额,因此该项目目标年产值5000万元是可以实现的。
如果我们仅计算国内50吨以上大型和超大型轧辊年消耗量,根据我们的调查,其中包括2000mm以上热轧线10条,年消耗轧辊4298吨;2800mm以下中板轧线12条,年消耗轧辊644吨;2800mm以上宽厚板轧辊2113吨,支承辊共消耗7055吨,以上三项合计年消耗7055吨。以上轧机多为单机架形式,再制造轧辊现已较多应用,市场推广相对较容易,可按照50%的轧机使用修复轧辊,堆焊熔覆量按轧辊总重(7055吨)的15%计算,每年超大型堆焊金属可达1058吨,按每吨平均12万计算,则每年堆焊再制造市场可达12696万元。
3.2 国内水泥行业用辊修复市场需求分析
根据中国水泥协会统计,有1280条左右日产700吨以上的新型干法生产线在运行,全年水泥生产到18.5亿吨左右,新型干法熟料产能的比例将超过80%。而每条生产线至少有一台辊压机和立磨机,现仅计算日产700吨以上的新型干法生产线,按辊压机和立磨机磨辊平均寿命为一年,则每年市场至少有2500支辊压辊、3600多个立磨辊和1200余个磨盘需要修复。按每件平均20万计算,每年修复费用估计在14亿元左右。这仅仅是水泥行业的修复市场,还不包括其他电场、钢厂用于磨煤、铁矿石等磨辊的修复费用。因此,在耐磨堆焊修复市场上市场容量十分可观,从目前看这项应用技术是一项有着较好的发展前景的朝阳行业。仅估算北京、天津、山西、河北、河南、山东等华北及周边地区有新型干法生产线应该在400条左右,则辊压机和立磨修复市场在4亿元左右。
3.3 锥形轧辊、大型铸锻件、风电设备等修复市场分析
据不完全市场调查,随着国内风电设备、机械工程的快速发展,国内环锻机至少有40~50台,按每台一年堆焊一对锥辊,则全年就有100支锥辊修复,每支锥辊修复费用以5万元计算,则一年收入达500万。再加上大型铸锻轴类零件、风电设备的修复市场,年预计也有500万元,因此该部分修复市场产值可达1000万余元。
4 技术研究与工艺
4.1 技术研究
针对大型和超大型轧辊再制造过程中的课题进行研究,解决以下问题:(1)焊接材料的性能热模拟研究与工艺性研究;(2)大型和超大型轧辊的焊接、激光表面处理、喷涂工艺的热模拟和工艺性研究;(3)大型和超大型轧辊的热处理工艺研究;(4)大型和超大型轧辊的再制造后的使用性能工艺研究。
4.2 生产工艺
支撑辊新品与再制造工艺流程比较:
4.2.1 支撑辊再制造工艺流程。(1)进行表层和深层探伤处理确定疲劳层,对轧辊表层和深层探伤以确定裂纹的位置和分布区域,探清裂纹的深度。探伤手段为表面着色和超声波探伤;(2)车削疲劳层;(3)预热,将加工好的支撑辊进专用的电加热炉预热;(4)堆焊;(5)焊后应立即进行回火热处理;(6)机加工:将堆焊及热处理完毕的轧辊进行车削;(7)检验:对修复好的轧辊进行无损探伤(表面着色、超声波探伤),对关键部位打硬度,并出具相关证明。
4.2.2 支承辊新品生产工艺流程。冶炼→钢包精炼→浇注钢锭→热处理→加热→锻造→退火→淬火→热处理→加工→检查。
通过以上流程对比也可以看出,再制造轧辊比制造新品在能源与材料的利用方面要节省约70%以上。
4.2.3 水泥用辊再制造工艺流程。
第一,立磨磨辊或辊套再制造工艺流程。(1)使用碳弧气刨对辊面进行彻底清理,把辊面残留硬层、裂纹、粉尘、铁锈等都要清理干净,然后打磨出金属光泽;(2)磨辊本体进行探伤;(3)预热,堆焊打底层,打底层的作用是防止堆焊裂纹向基体扩展;(4)做局部堆焊,采用单向堆焊方式将磨辊凹坑填补平整,补层应有适当的横向裂纹,以释放焊接应力;(5)堆焊至规定尺寸;(6)检查磨辊圆度,对于产生的焊瘤应及时用电弧气刨清理平整。
第二,挤压辊再制造工艺流程。(1)用短电弧切削装置对辊面进行彻底清理,把辊面残留硬层、裂纹、粉尘、铁锈等都要清理干净,然后打磨出金属光泽;(2)焊前预热;(3)用明弧焊丝堆焊打底层,通过预打底层的焊接,使高低不平的辊面形成较平缓的外圆面,以便于过渡层及耐磨层的焊接;(4)用明弧焊丝焊接过渡层,这是一种高强度、中等硬度的堆焊材料,具有良好的抗疲劳性和结合性,同时又具有一定的抗磨性能,在辊体和耐磨层之间起到了很好的桥梁作用。良好的缓冲层材料选择及焊接,是保证耐磨层安全有效运行的重要前提;(5)用硬层焊丝焊辊面耐磨层,堆焊时注意测量辊体尺寸及圆度,焊到辊体要求尺寸为止;(6)耐磨层堆焊完后,然后用硬层焊丝连续堆焊耐磨横条。
第三,挤压辊新品生产工艺流程。冶炼→钢包精炼→浇注钢锭→热处理→加热→锻造→退火→淬火→热处理→加工→检查。
通过以上流程对比也可以看出,再制造挤压辊比制造新品在能源与材料的利用方面要节省约70%以上。
5 社会效益分析
该技术的应用符合国家鼓励建设的循环经济项目,在创造可观的经济效益的同时,还可以达到节约资源和能源、保护环境的效果,大气污染物排放量比新品降低80%以上。
(责任编辑:蒋建华)
TF306
1009-2374(2017)07-0065-03
10.13535/j.cnki.11-4406/n.2017.07.031
A
