18CrNiMo7-6高速磨削条件下表面质量的试验研究
2017-07-03刘昱范
王 栋,刘昱范,陈 鑫
(郑州大学 机械工程学院,河南 郑州 450001)
18CrNiMo7-6高速磨削条件下表面质量的试验研究
王 栋,刘昱范,陈 鑫
(郑州大学 机械工程学院,河南 郑州 450001)
在高速磨削条件下,以砂轮线速度、磨削深度以及工作台速度为变量,对齿轮常用材料18CrNiMo7-6进行了单因素高速磨削工艺试验,从表面粗糙度和表面硬度两方面研究了高速磨削对试验材料表面质量的影响,分析了磨削参数对表面粗糙度以及表面硬度的影响规律,揭示了试验材料在高速磨削加工中表面粗糙度和表面硬度的变化规律.试验结果表明:表面粗糙度随着砂轮线速度的增大而减小,随着磨削深度和工作台速度的增大而增大;表面硬度随着磨削深度的增大而减小,随着工作台速度的增大而增大,但是随着砂轮线速度的增大,表面硬度先减小再增大最后趋于稳定.
高速磨削;表面粗糙度;表面硬度;砂轮线速度;磨削深度;工作台速度
0 引言
齿轮是传动系统中的关键部件,其失效形式有齿根弯曲疲劳、齿面接触疲劳等,这些失效通常源自于齿轮齿面或齿根的表面.因此,齿轮材料的表面质量显得十分重要,而表面粗糙度和表面硬度是衡量工件表面质量的重要指标[1-2].
高速磨削是指通过提高砂轮线速度来提高磨削去除率与磨削质量的工艺.人们通常把砂轮线速度为45~150 m/s的磨削工艺称为高速磨削.高速磨削可以显著提高磨削效率与磨削质量,同时又能延长砂轮寿命,是磨削工艺的革命性跃变[3-7].由于齿轮齿面加工的终加工工艺通常为磨削,且实际生产中的磨削速度尚未达到高速磨削,粗劣的磨削条件会降低齿轮的表面质量与疲劳强度,影响齿轮的使用性能.因此,笔者针对齿轮常用材料18CrNiMo7-6,在高速磨削的条件下设计了单因素磨削试验方案,从表面粗糙度和表面硬度俩方面研究了高速磨削对试验材料表面质量的影响,并对不同磨削参数下的表面粗糙度与表面硬度进行测量,详细分析了砂轮线速度、工作台速度以及磨削深度对表面粗糙度和表面硬度的影响,揭示了试验材料在高速磨削加工中表面粗糙度和表面硬度的变化规律.从而为18CrNiMo7-6在高速磨削条件下磨削参数的选择提供了依据[8-10].
1 试验装置
1.1 高速磨削试验平台
由于目前尚未有齿轮高速成型磨床,因此用高速平面磨床来模拟高速磨削齿轮过程.试验在杭州机床厂生产的 MKL7132X8/17 型超高速平面磨床上进行,如图1所示.该磨床应用计算机数控系统和缓进深切成形磨削工艺,能对机床的三个直线轴和磨头主轴进行单独控制或联动.主轴最高转速达10 000 r/min,砂轮电动机功率为50 kW.
图1 超高速平面磨床Fig.1 Super-high surface grinder
1.2 表面粗糙度测量仪
试验采用2206B型表面轮廓-粗糙度测量仪,在垂直于磨削方向上测量试样表面粗糙度Ra,针对每一试样测量5次并求其平均值.
1.3 洛氏硬度计
由于齿轮材料要求表面硬度高,因此,试验利用HR-150A型手动洛氏硬度计测量试件表面硬度.磨削后沿磨削方向上测量5个点的表面硬度,并求其平均值.
2 磨削工艺条件
2.1 试验材料
试样选用齿轮常用材料18CrNiMo7-6,其热处理工艺同齿轮实际热处理工艺相同.使用拉伸试验机对此齿轮材料进行拉伸试验,测得其性能如表1所示.
2.2 磨削方式的选择
根据砂轮线速度方向与工作台速度方向的异同,将平面磨削分为顺磨与逆磨.由于在相同的磨削条件下,顺磨比逆磨的磨削力大,磨削温度高,因此试验采用平面逆磨的磨削方式[11].
2.3 砂轮的选择
CBN(立方氮化硼)砂轮和金刚石砂轮是高速磨削工艺中常用的砂轮.它们各有各的特点[12].结合试验条件,选用陶瓷CBN砂轮.砂轮参数如表2所示.

表1 试验材料及性能

表2 砂轮参数
2.4 磨削液的选择
高速磨削时砂轮磨粒与工件之间发生高速的滑擦与切削,会在磨削区产生高温,造成工件表面烧伤,降低加工精度与表面粗糙度,加剧砂轮的磨损.为了避免这一现象,在高速磨削加工时应合理使用磨削液.本次试验选用GYSyn 256C磨削液.磨削试验条件如表3所示.

表3 磨削试验条件
3 试验结果和分析
3.1 磨削要素对表面粗糙度的影响
3.1.1 砂轮线速度对表面粗糙度的影响
图2反映了当工作台速度为4 m/min,砂轮磨削深度为20 μm时,砂轮线速度与表面粗糙度之间的关系.从图2可以看出,试样表面粗糙度随着砂轮线速度的增大而减小.这是因为砂轮线速度的提高会使最大未变形切削厚度hmax降低,导致单颗磨粒的切深减小,磨屑变薄,因此磨粒在工件表面的切痕深度变小.同时,工件材料来不及变形,表层金属的塑性变形减小,磨削表面的粗糙度将减小.
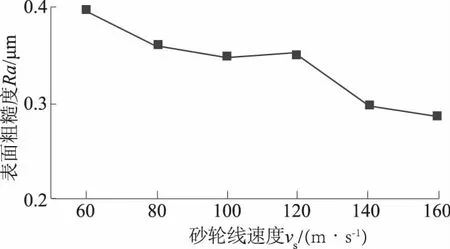
图2 表面粗糙度与砂轮线速度的关系Fig.2 The relationship between surface roughness and wheel speed
3.1.2 磨削深度对表面粗糙度的影响
图3反映了当砂轮线速度为120 m/s,工作台速度为4 m/min时,砂轮磨削深度与表面粗糙度之间的关系.从图3可以看出,试样表面粗糙度随着磨削深度的增大而增大.这是由于增大磨削深度,最大未变形切削厚度增大,单颗磨粒切削厚度也增大,这会导致磨粒在工件表面的切痕变深.同时,塑性变形也会随之增大,被磨表面的粗糙度数值将会增大.但是,当磨削深度为10~20 μm时,表面粗糙度随着磨削深度的增大而减小.这是由于在磨削平面时,当工件表面Ra为1.5~15时,工件表面存在缺陷层,且缺陷层深度为20~30 μm[13].由于试样表面Ra的实测值为3.467,介于1.5~15,所以当磨削深度小于20 μm时,试样表面缺陷层并未被完全磨除,导致Ra其较大.

图3 表面粗糙度与磨削深度的关系Fig.3 The relationship between surface roughness and wheel depth of cut
3.1.3 工作台速度对表面粗糙度的影响
图4反映了当砂轮线速度为120 m/s,磨削深度为20 μm时,工作台速度与表面粗糙度之间的关系.从图4可以看出,随着工作台速度的增大,
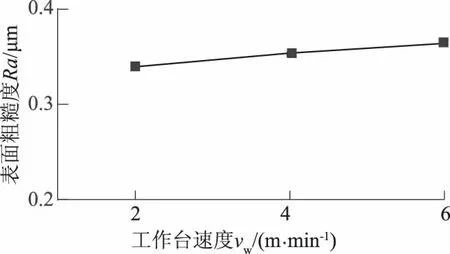
图4 表面粗糙度与工作台速度的关系Fig.4 The relationship between surface roughness and workpiece velocity
试样表面粗糙度略有增大.究其原因:工作台速度增大时,单位时间内磨除的材料增加,单颗磨粒的未变形切削厚度增大,导致磨粒在工件表面留下的刻痕深度也有所增加,表面粗糙度值也增大.但由于实际磨床工作台速度有所限制,因此,工作台速度对表面粗糙度的影响不明显.
3.2 磨削要素对表面硬度的影响
3.2.1 砂轮线速度对表面硬度的影响
图5反映了工作台速度为4 m/min,磨削深度为20 μm时,砂轮线速度与表面硬度间的关系.从图5可以看出,随着砂轮线速度的增大,试样表面硬度先减小再增大,最后趋于稳定.这是由于当砂轮线速度为60~80 m/s时,随着砂轮线速度的提高,最大未变形切削厚度hmax降低,这意味着单位时间内参与切削的磨粒数增加,切削变形能增大;同时,磨削温度升高,这会使试样表面产生回火软化现象,且温度越高,回火软化现象越严重,因此表面硬度值有所下降.但是,当砂轮线速度达到80 m/s左右时,砂轮与试样接触层的温度达到最高点,越过这个点后,砂轮线速度持续提高,接触层高温磨屑的形成加快,接触层厚度变小,导致接触层下边一层的温度在增大之前,接触层即被切除,磨削温度降低,这种现象符合萨洛蒙曲线.因此,试样表面回火软化程度下降,硬度有所上升,最终趋于稳定.
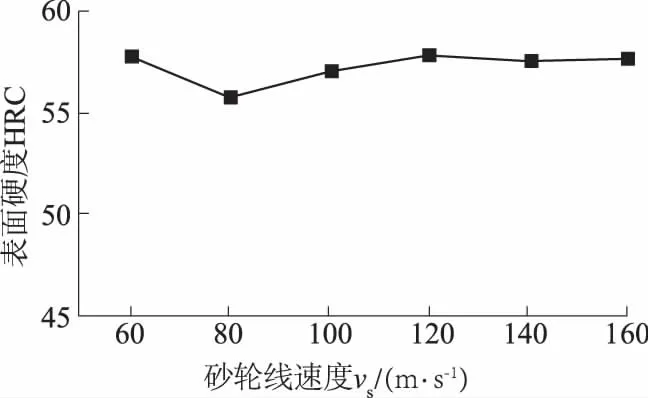
图5 砂轮线速度对表面硬度的影响Fig.5 The relationship between surface hardness and wheel speed
3.2.2 磨削深度对表面硬度的影响
图6反映了砂轮线速度为120 m/s,工作台速度为4 m/min时,砂轮磨削深度与表面硬度之间的关系.从图6可以看出,随着砂轮磨削深度的增大,试样表面硬度值减小.这是由于随着砂轮磨削深度的增大,磨削区范围增大,参与切削的磨粒数增加,单颗磨粒切削厚度增大,因此磨削区的总热流强度增大,导致工件表面温度升高,产生回火软化现象.并且随着磨削深度的增加,试件表面回火软化程度增大,因此表面硬度降低.
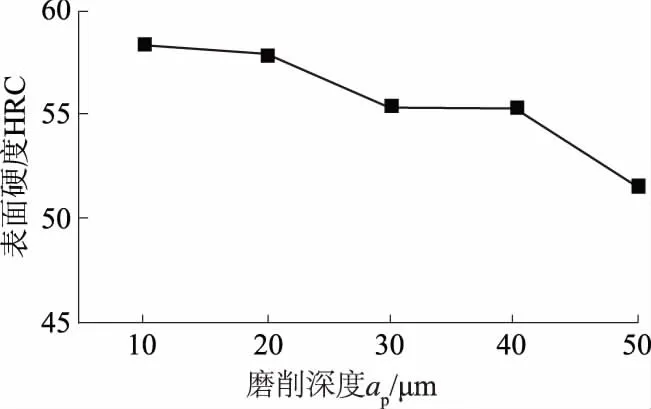
图6 磨削深度对表面硬度的影响Fig.6 The relationship between surface hardness and wheel depth of cut
3.2.3 工作台速度对表面硬度的影响
图7反映了砂轮线速度为120 m/s,磨削深度为20 μm时,工作台速度与表面硬度间的关系.从图7可以看出,试样表面硬度随着工作台速度的增大而增大.这是由于随着工作台速度的增大,虽然最大未变形切削厚度hmax变大,单颗磨粒切厚变大,热源强度增大,但是热源在工件表面上移动的速度加快,作用时间减少,回火软化现象不显著,表面硬度变化趋于稳定.
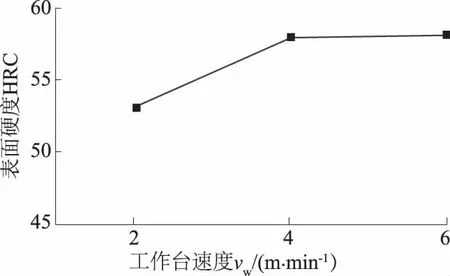
图7 工作台速度对表面硬度的影响Fig.7 The relationship between surface hardness and workpiece velocity
4 结论
针对齿轮常用材料18CrNiMo7-6,笔者在高速磨削的条件下设计了单因素磨削试验方案,并对不同磨削参数下工件的表面粗糙度与表面硬度进行测量,最终得到了砂轮线速度、磨削深度以及工作台速度对表面粗糙度以及表面硬度的影响规律.
(1)表面粗糙度随着砂轮线速度的增大而减小,随着磨削深度与工作台速度的增大而增大.但是当磨削深度为10~20 μm时,表面粗糙度随着磨削深度的增大而减小,这是由于平磨试样时,试样表面Ra的实测值为3.467,介于1.5~15,试样表面缺陷层深度Ha为20~30 μm.所以当磨削深度小于20 μm时,试样表面缺陷层并未被完全磨除,导致其Ra较大.因此,在高速磨削条件下,可适当增加磨削深度,这样既能保证工件表面质量,又可以提高磨削效率;
(2)表面硬度随着磨削深度的增大而减小,随着工作台速度的增大而增大.但是随着砂轮线速度的增大,表面硬度先减小再增大最后趋于稳定.这是由于磨削温度随着砂轮线速度的提高先升高再降低最后趋于稳定,因此导致不同砂轮线速度下,试样表面回火软化程度不同,硬度值也就有所不同.
[1] 陈勇. 汽车轴类零件高效磨削实验研究与工艺优化[D].上海:东华大学机械工程学院,2014.
[2] NI Jiaming,LI Beizhi ,PANG Jingzhu.High-speed cylindrical grinding of SiC: The process characteristics and surface integrity[J]. Journal of ceramic processing research, 2013, 14(1): 70-76.
[3] 任敬心. 磨削原理[M]. 北京:电子工业出版社,2011.[4] 李蓓智. 高速高质量磨削理论、工艺、装备与应用[M]. 上海:上海科学技术出版社,2012.
[5] 李伯民. 现代磨削技术[M]. 北京:机械工业出版社,2003.
[6] BATAKO A D,ROWE W B, MORGAN M,N. Temperature measurement in high efficiency deep grinding[J]. International journal of machine tools & manufacture.2005, 45: 1131-1245.
[7] 郭宗福. 9SiCr超高速磨削试验研究与磨削温度仿真[D].长沙:湖南大学机械与运载工程学院,2012.[8] 郭克希,谭佩莲,唐进元.基于人工神经网络的螺旋锥齿轮磨削加工表面粗糙度预测[J].郑州大学学报(工学版),2009,30(3): 65-67+74.
[9] 陈涛,盛晓敏,宓海青. 40Cr超高速磨削工艺试验研究[J]. 湖南大学学报(自然科学版),2007,34(10): 39-43.
[10]陈涛,盛晓敏,黄红武. CBN砂轮超高速磨削条件下加工表面粗糙度的试验研究[J]. 制造技术与机床,2007(5): 60-63.
[11]林正白,徐昌齐,陈迅. 关于平面磨削中顺、逆磨特性的研究[J]. 磨料磨具与磨削,1983(4): 12-17.
[12]陈涛. CBN砂轮210m/s超高速磨削工艺试验研究[D].长沙:湖南大学机械与运载工程学院,2006.
[13]王先逵. 机械制造工艺学[M]. 北京:机械工业出版社,2013.
Experimental Study about Surface Quality in High-Speed Grinding Condition for 18CrNiMo7-6
WANG Dong,LIU Yufan,CHEN Xin
(School of Mechanical Engineering, Zhengzhou University, Zhengzhou 450001, China)
In the condition of high-speed grinding,a single factor process experiment was carried out for 18CrNiMo7-6, which usually used in gear material,making grinding parameters such as wheel velocity,grinding depth and workpiece velocity variables.This study aimed to explore the effects of high-speed grinding on surface quality of experimental material from surface roughness and surface hardness, to analye the effects of grinding parameters on surface roughness and surface hardness,and to explain the varying pattern of surface roughness and surface hardness of experimental material in high-speed grinding. The results showed that surface roughness decreased with the increase of wheel velocity and increased with the increase of grinding depth and workpiece velocity;surface hardness decreased with the increase of grinding depth, and increased with the increase of workpiece velocity,but surface hardness decreased firstly and then decreased and tended to be stable finally with the increase of wheel velocity.
high-speed grinding;surface roughness;surface hardness;specific grinding energy;wheel velocity;Grinding depth;workpiece velocity
2016-07-04;
2016-10-09
2014年国家工业和信息化部工业转型升级强基工程 作者简介:王栋(1970— ),男,河南沁阳人,郑州大学教授,博士,主要从事抗疲劳制造技术研究,E-mail:wangdong@zzu.edu.com.
1671-6833(2017)03-0078-04
TH161
A
10.13705/j.issn.1671-6833.2016.06.019
