铜板带可逆热轧过程有限元模型的建立和分析
2017-07-01苏哲
苏哲
铜板带可逆热轧过程有限元模型的建立和分析
苏哲
(广东冠邦科技有限公司,广东顺德528312)
对铜板带可逆热轧过程有限元模型的建立和分析,利用仿真分析的方法对实际生产过程中的轧制过程进行了模拟仿真。模拟分析了不同压下率、轧制温度、轧制速度、摩擦系数等因素对力能参数的影响。为高精高效可逆铜板带热轧机的设计提供了理论支持。可供铜板带可逆热轧机的设计进行参考。
铜板带;热轧;有限元;几何模型
geometric model
0 前言
国内现有的铜板带热轧机,卷重普遍较小,大多在5 t以下;轧机控制手段较差,产品精度低;设备性能稳定性较差,生产率低;能耗大,生产成本高;甚至多数轧机还是老式条材轧制。目前我国铜加工行业坯料供应环节的现状与世界先进水平相比已经显得非常落后,已不适应后道工序现代化高速冷轧机的生产要求。椐市场分析在未来的几年内,国内对高精度铜板带可逆热轧机的需求量至少达到20台以上,因此研制和开发高精度铜板带可逆热轧机组迫在眉睫。
利用仿真分析的方法对实际生产过程中的轧制过程进行模拟仿真,建立合理的计算模型,同时对单体设备的运动机构进行动力学仿真分析,优化运动结构。在仿真计算的基础上,制定合理的工艺参数及工艺模型,为高精高效可逆铜板带热轧机组的设计提供理论支持。在理论研究和仿真分析的基础上,完成计算机设计并进行样机制造,提高设备应用的可靠性。
1 仿真模型的简化和建立
铜板带可逆热轧制过程模拟的几何模型可分为以下三个部分,模型的几何参数见表1。具体的建立过程如下:

表1 模型基本几何参数Tab.1Basic geometric parameter of model
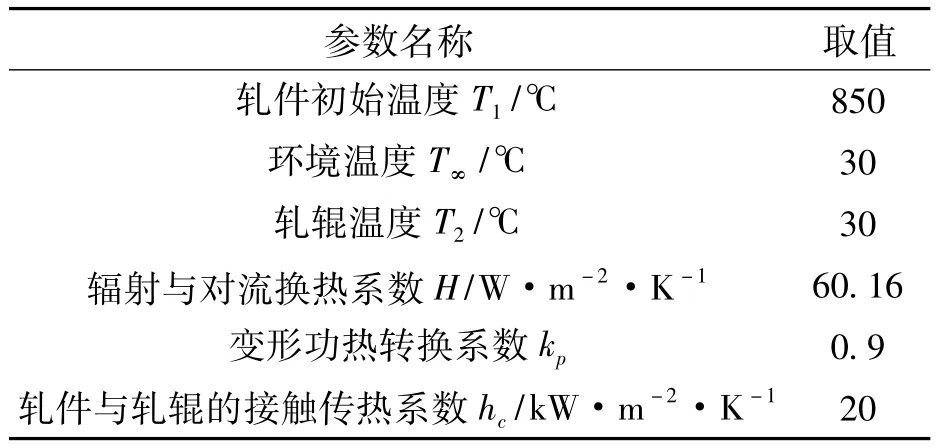
表2 计算温度场的初始温度条件及参数Tab.2Initial temperature and parameters of calculated temperature field
模型热边界条件的设定,经计算如表2所示。
根据实际生产情况,选取TP2铜板带为研究对象。TP2的热物理参数:密度ρ=8 900 kg/ m3,泊松比为0.3。
2 工况的定义
铜板带多道次可逆轧制过程采用三维大变形热力耦合方法进行仿真计算。根据轧制制度表可知,经过十一道次可逆轧制最终成型。可逆轧制的轧制制度表见表3。
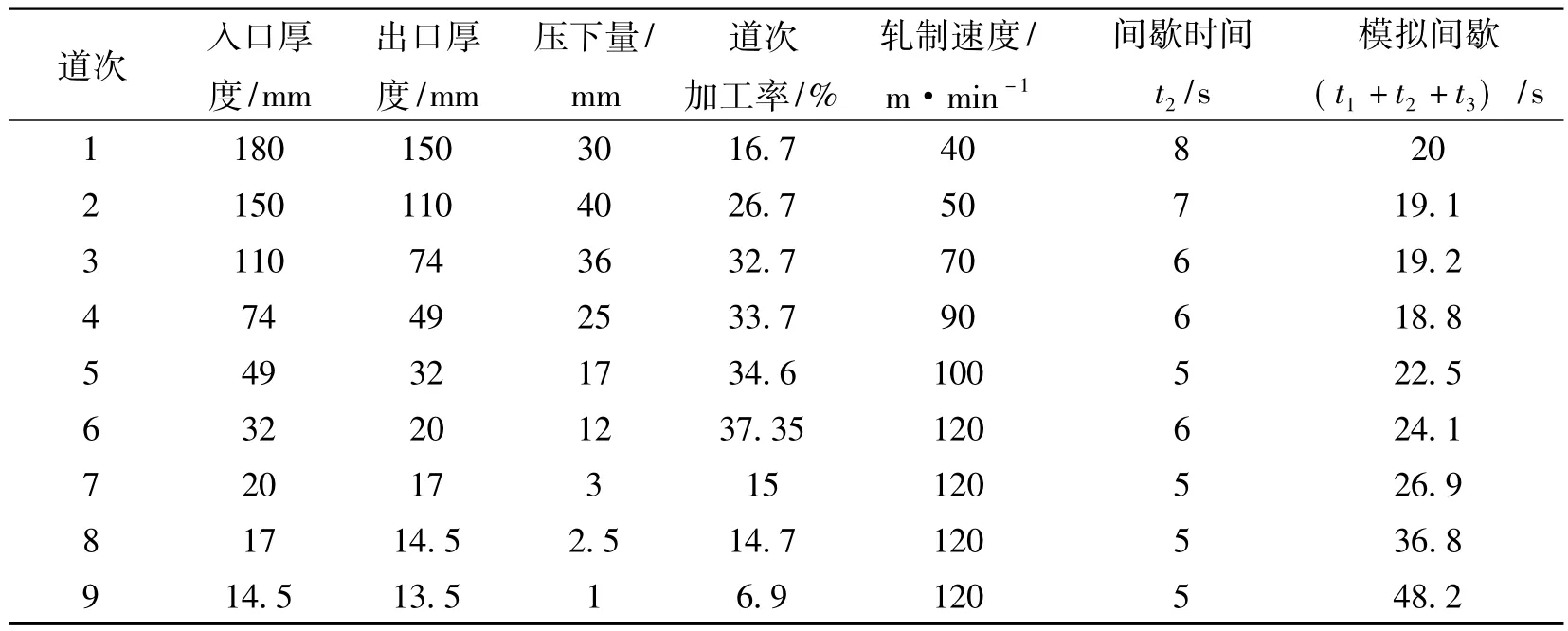
表3 轧制过程压下制度参数表Tab.3Parameter sheet of press down system in rolling process
3 铜板带可逆热轧过程的轧制力及其影响因素分析
3.1 轧制模拟仿真过程轧制力分析
轧制压力是生产中合理制定工艺和校核设备负苘的基本参数。为确保轧机安全、可靠地工作,充分发挥设备潜力,设计轻便而可靠的轧机,以及现代轧机的自动控制,都有必要准确地知道轧制压力的大小。通常采用工程法计算轧制总压力。根据各道次轧制力仿真结果,取稳态轧制力的平均值作为各道次的轧制力见表4。

表4 BD可逆轧制十一道次轧制力的仿真结果Tab.4Rolling force simulate result of 11 reversible pass rolling
3.2 轧制力影响因素分析
影响轧制力和轧制力矩的因素很多,本文选取180×430×5000,热轧机第一道次的轧制参数作为分析模型,模拟分析了不同压下率、轧制温度、轧制速度、摩擦系数等因素对力能参数的影响。选取摩擦系数为0.5和0.3进行了模拟计算,其模拟结果如图1所示;轧制速度分别取为50 m/min、90 m/min,计算结果如图2所示。
为了分析不同压下率对轧制力的影响,取轧件初始厚度为100 mm,初始温度为850℃,选取压下量分别为20 mm和15 mm,压下率为20%和15%。轧制力的模拟结果如图3所示,取轧辊直径为800 mm和700 mm进行了模拟分析,计算结果如图4所示。该轧制过程中第一、七道次的水平轧制和立辊轧制应力分布曲线分别如图5、6所示。

图1 不同摩擦系数对轧制力的影响Fig.1Influence to rolling force with different friction coefficient
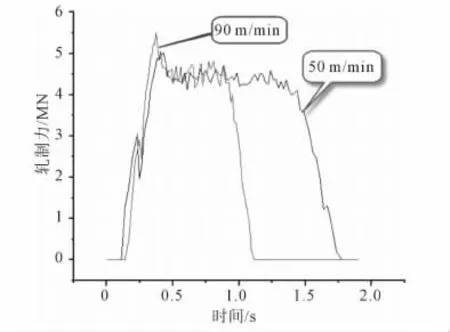
图2 不同轧制速度对轧制力的影响Fig.2Influence to rolling force with different rolling speed
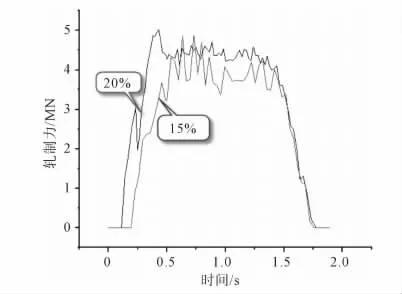
图3 不同压下率对轧制力的影响Fig.3Influence to rolling force with different reduction rate
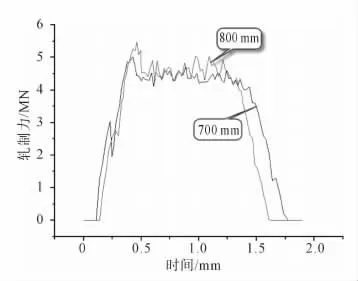
图4 不同轧辊直径对轧制力的影响Fig.4Influence to rolling force with different roll diameter
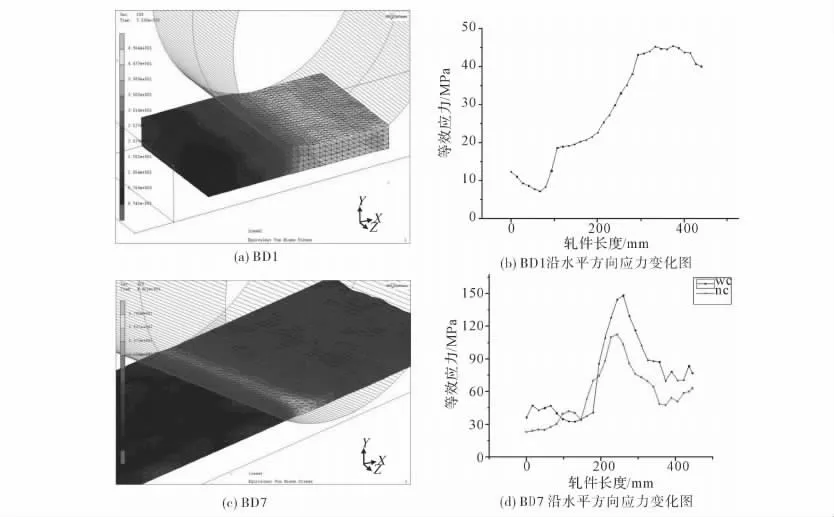
图5 第一、七道次水平轧制等效应力分布图Fig.5Equivalent stress distribution diagram of first and seventh pass horizontal rolling
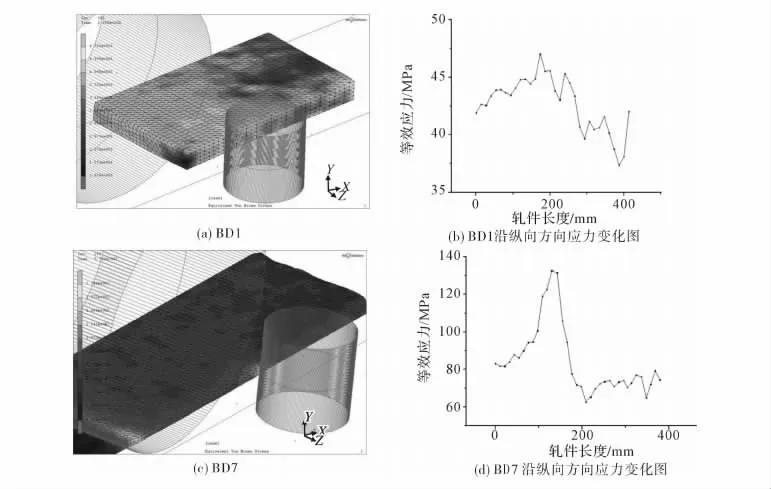
图6 第一、七道次立辊轧制等效应力分布图Fig.6Equivalent stress distribution diagram of first and seventh pass vertical roll rolling
轧制力是生产中合理定制工艺和校核设备负荷的基本参数。为确保轧机安全、可靠的工作,充分发挥设备潜力,设计轻便而可靠的轧机,以及现代轧机的自动控制,都建立在精确计算轧辊作用在金属轧件上的总压力即轧制力上。故而,在实际轧制过程中,有必要准确地知道轧制压力的大小。
分析了十一道次可逆万能热轧过程的应力应变场以及轧制力等力能参数,并总结出轧制过程中的变化规律,在分析了不同摩擦系数、压下量和轧制温度等因素对轧制力的影响之上,分析不同宽度的板带对轧制力的影响,立辊轧制力的大小及其影响因素,此外还分析不同轧辊温度对轧制力的影响。由于本文中轧制道次较多,并且各道次之间的变化规律大致一致,故只提取典型道次的应力应变场进行了分析。
4 机架的有限元模拟
机架刚度将直接影响轧制的精度,而轧制精度是一台轧机装机水平的标志,机架的强度则是轧机能否长期安全有效工作的前提条件,因而对轧机机架进行结构优化有重要的实际意义。
4.1 机架模型的建立
考虑机架的实际结构特点为对称可分式,仅取一侧机架的半片牌坊分析。三维模型如图7所示。施加完所有约束的边界条件模型如图8所示。
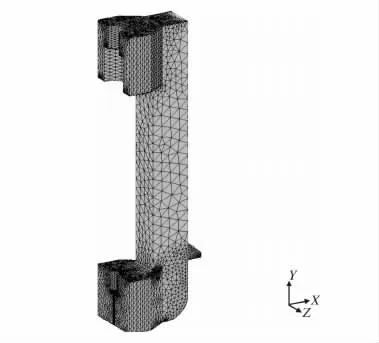
图7 机架的三维网格模型Fig.73D network model of frame
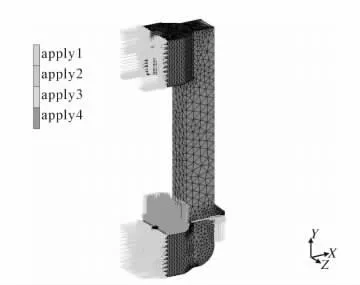
图8 边界条件模型Fig.8Boundary condition model
边界条件:在对称面上约束X向位移;在机架与地基连接处约束X、Y、Z向位移;并根据初步确定的所研制轧机的性能参数,在上、下横梁的对应受力处施加面载荷,即轧制过程中的轧制力,大小为6 MN。由于上下机架的受力面积不同故作为两个不同的边界条件施加面载荷。牌坊材料的弹性模量取210 GPa,泊松比取0.3。4.2模拟结果分析
(1)机架的应力分析。机架仿真分析后的整体应力分布云图如图9所示。由图可知,机架轧制过程中的应力集中主要发生在横梁与立柱的过渡区域、轧机压下机构的螺母与横梁的接触处、机架与地基的连接处等区域,其他区域的值分布较均匀。上横梁与立柱接触过渡处应力集中,其值约为115 MPa;下横梁与立柱过渡圆角出的应力值为120 MPa;压下螺母与横梁的接触作用处的应力值为70 MPa;机架与地基连接处的应力值为32 MPa。
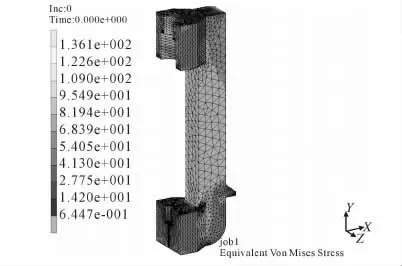
图9 机架整体应力分布云图Fig.9Overall stress distribution of the frame
可以看出,机架的总体应力变化趋势由机架内侧到机架外侧逐渐减小,最大应力值都比较小。在整体范围内,应力变化程度小且应力水平都较低,因此,可相应提高轧制时的最大轧制力。
(2)机架的变形分析。机架在Y和X方向上的变形云图如图10所示。
由机架的Y和X方向变形云图可以看出,机架的窗口在高度方向上变大,在宽度方向上内收。
由图10a可以看出:由于地脚螺栓的作用,机架与地基连接处附近的Y向位移最小,约为0.004 5 mm。向两端的Y向位移逐渐增大,使得机架窗口在高度方向上变大。由于下端距离施加约束处的距离较小,所以下端位移较之上端部要小,下端部Y向位移约为-0.17 mm,上端部Y向位移约为0.4 mm。
由图10b可知:由于地脚螺栓的作用,机架与地基连接处附近的X向位移最小,约为-0.003 2 mm。由于施加的面载荷为Y向的压应力,使得机架在宽度方向上内收,端部X向最大位移约为0.053 mm,立柱中间X向位移最大约为-0.064 mm。
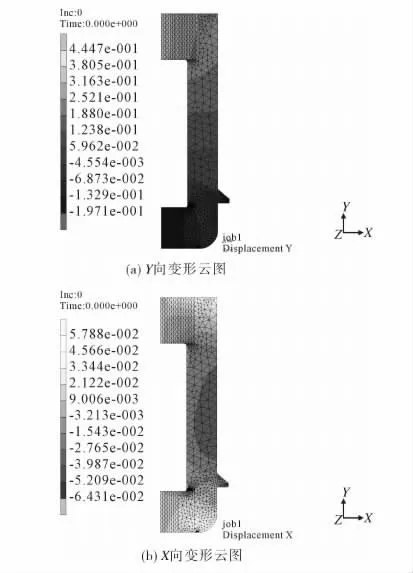
图10 机架Y和X方向的变形云图Fig.10Deformation cloud chart of frame Y and X
5 轧辊的有限元模拟
轧辊的刚度和强度对轧件精度的影响非常重要,实际轧制过程中影响轧辊变形除了轧辊挠度以及弹性变形之外,还有轧辊与轴承之间的间隙引起轧辊的变形以及轧件传给轧辊的温度引起轧辊的热变形。由于轧辊在轧制过程中处于一个不断接触传热和散热的过程。
5.1 轧辊模型的简化与建立
轧辊工作直径为700 mm,轴颈直径为420 mm,辊身长度为700 mm,轧制速度以及摩擦系数等参考刚性辊模拟过程中参数,弹性模量取206 GPa,泊松比取0.3,轧辊热导率取81 Wm-1·k-1,,比热容取600 J·kg-1·k-1。
轧辊的三维模型及网格细化方式如图11和12所示。
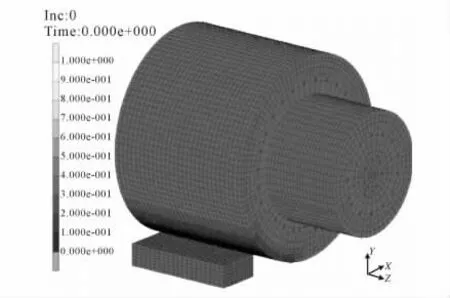
图11 弹性辊轧制三维模型Fig.113D Model of elastic roll
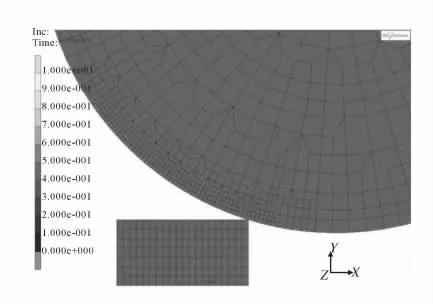
图12 弹性辊模型局部放大图Fig.12Local magnification of elastic roll
考虑到模型的对称性,取四分之一模型作为研究对象。加上约束后的模型如图13所示。
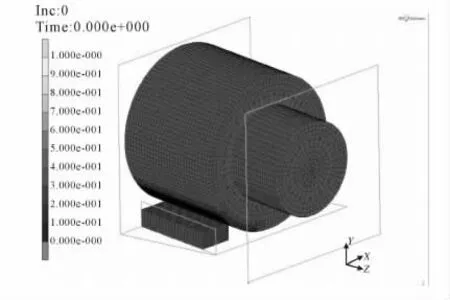
图13 轧制的力学模型Fig.13Mechanical model of rolling
5.2 模拟结果分析
(1)轧辊的温度模拟分析。选取的模拟情况是轧制的第一道次,初始轧辊温度取30℃,轧件的初始温度为850℃。图14是轧制过程中的第55步时轧辊的温度分布云图,此时轧辊正处于稳定轧制阶段。用稳定轧制时的温度来代替整个轧制过程中的温度。从图中可以看出,由于轧制速度较快,温度还来不及传递到辊的内部,主要分布在轧辊与轧件接触区域。在轧辊接触区外表面温度较高,而在非接触区温度都保持不变。
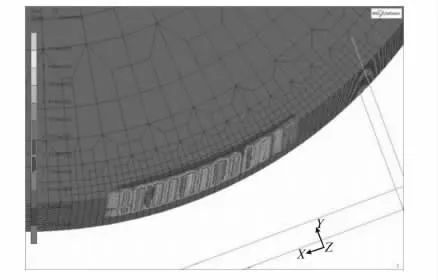
图14 轧制第55步温度分布云图Fig.14Temperature cloud diagram of the 55 step rolling
(2)轧辊的变形模拟分析。为更好的观察模型,取稳定轧制时的模型为研究对象。图15是第60步的轧制模型,此时轧件已经完全咬入,进入稳定轧制区。
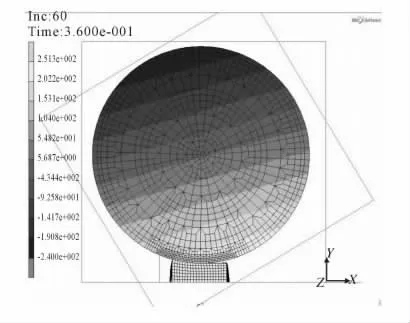
图15 轧制过程第60步的模拟图Fig.15Simulation diagram of 60 step rolling
以图中轧辊最下边缘的轴向路径为研究对象,来研究轧辊的变形状况。经过数据整理后如图16所示,图中分别列出第10步至第90步的所取路径的变形曲线。从分析结果结合模型数据得出,在第10步的时候,选取的节点路径并没有与轧件接触,但是轧件已经开始进入轧制区,此时的变形是轧辊刚度挠曲线的变形,不存在弹性变形。随着轧制的进行,所选取曲线从开始与轧件接触直到与轧件分离,此时轧辊的变形既有挠度变形又有材料的弹性变形,变形量最大,达0.086mm。随后选取曲线开始与轧件分离,弹性变形逐渐恢复,变形量逐渐较小,直至轧制结束。轧件离开轧制区,弹性变形完全恢复,轧辊无变形。
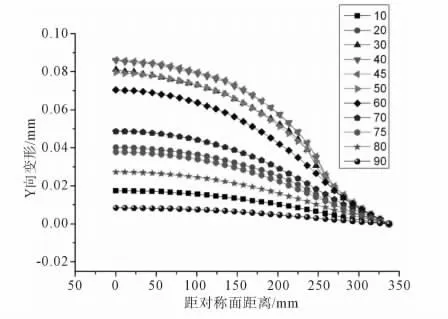
图16 轧辊的变形曲线图Fig.16Deformation curve of roll
6 结论
通过对铜板带可逆热轧过程有限元模型的建立和分析,在理论研究和仿真分析的基础上,完成了样机制造,提高了设备应用的可靠性。目前样机已在用户现场正式投入生产,并赢得了用户的好评。此设计过程对今后设计同类型产品具有一定的参考价值。
[1]邹家祥.轧钢机械[M].北京:冶金工业出版社,1988.
[2]王廷溥.轧钢工艺学[M].北京:冶金工业出版社,1981.
[3]钟卫佳.铜加工技术实用手册[M].北京:北京冶金工业出版社,2007.
[4]冶金工业部有色金属加工设计研究院.板带车间机械设备设计[M].北京:冶金工业出版社,1981.
[5]黄庆学.轧钢机械设计[M].北京;冶金工业出版社,2007.
[6]刘培兴.铜与铜合金加工手册[M].北京:化学工业出版社,2008.
[7]成大先.机械设计手册(4版)[M].北京:化学工业出版社,1990.
[8]徐芝纶.弹性力学[M].北京:人民教育出版社,2004.
[9]郭任生.机械工程设计分析和MATLAB应用[M].北京:机械工业出版社,2011.
[10]李兵,何正嘉,陈雪峰.ANSYS WORKBENCH设计、仿真与优化[M].北京:清华大学出版社,2008.
[11]单岩,周文学,罗晓晔,等.UG NX6.0立体词典:产品建模[M].杭州:浙江大学出版社,2011.
[12]苏荣华.工程结构分析-ANSYS应用[M].沈阳:东北大学出版社,2012.
Establishment and analysis of the reversible hot rolling process FEM of copper plate
SU Zhe
(Guangdong G.B Technology Co.,Ltd.,Shunde 528312,China)
This paper introduces the establishment and analysis of finite element model in the reversible hot rolling process of copper plate,the actual production process is simulated by the method of simulation analysis.It simulates and analyzes the influence to the rolling force with different press down quantity,rolling temperature,rolling speed,friction coefficient and other different factor,which supplies a theoretical support to the design of high precision and efficient copper plate hot rolling mill.It offers a reference to the design of copper plate reversible hot rolling mill.
copper plate;hot rolling;finite element;
TG333
A
1001-196X(2017)01-0051-07
2016-11-06;
2016-12-11
苏哲(1982-),男,广东冠邦科技有限公司机械工程师。