四点接触轴承沟道车削加工的研究
2017-06-26张本松
张本松


【摘 要】論文介绍利用Pro/E软件对四点接触轴承沟道进行自动编程,根据具体要求绘制出零件的三维实体,并对零件进行工艺分析,从而确定机床的类型、加工刀具、切削参数和刀路等,从而进行精细加工。提高轴承的制造精度和质量,降低产品的废品率[1],对同类产品的实际生产具有一定的指导意义。
【Abstract】This paper introduces using Pro/E software automatic programming for the four point contact bearing channel, draw the 3D solid drawing of parts according to the specific requirements, and make technological analysis of the parts, and process analysis of parts, to determine the type of machine, cutter, cutting parameters and tool path, so as to carry out fine processing. Improving the manufacturing accuracy and quality of the bearing, and reducing the reject rate of the product [1] have certain guiding significance for the actual production of similar products.
【关键词】自动编程;数控车;刀路;轴承
【Keywords】automatic programming; numerically controlled lathe; tool path; bearing
【中图分类号】TG519.1 【文献标志码】A 【文章编号】1673-1069(2017)06-0166-02
1 引言
数控车床编程分为手工编程和自动编程两种,手工编程主要针对结构简单的轴类零件或盘类零件,对于工艺分析、数值处理、程序的编制、程序的输入、对刀和程序的检验等都是通过人工进行的[1]。自动编程除工艺分析外,其他大部分都是通过计算机来完成零件的编程和程序的检验。Pro/E是目前使用最为广泛的CAD/CAM软件之一[2],通过软件对零件建立三维实体模型,选定机床类型,确定刀具和切削参数,利用计算机对刀具轨迹进行计算和处理,生成目前各类机床可以识别的程序,这样既可以提高编程效率又可以提高产品质量,特别是在非圆形零件加工编程中发挥着重要作用。
2 四点接触轴承套圈
2.1 四点接触轴承沟道的工艺分析
四点接触轴承有一个非圆形曲面沟道,如图1所示,沟道为中心对称结构,沟道与钢球接触角为450,其轮廓由样条曲线和圆弧构成,沟道的曲率变化很大,手工编程只有采用圆弧逼近方法来解决,其难度和零件加工误差都很大。传统四点接触轴承沟道的车加工都是采用成形刀进行加工[3],利用Pro/E进行数控编程可以使外沟道的曲率精度至少提高60%以上[4]。
2.2 生成三维模型
利用Pro/E进行四点接触轴承套圈的建模,如图2所示,利用创建“工件坐标系”命令,将该零件的轴线方向定义为Z轴,径向方向定义为X轴,根据数控机床的结构特点,刀架为前置刀架,所以X方向向外为正方向,X方向向右为正方向。
2.3 创建刀路
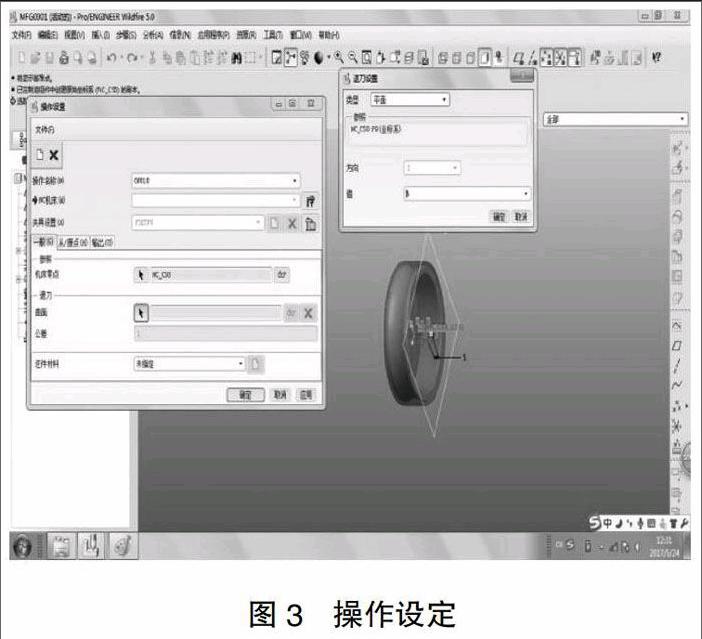
零件三维模型建立后,将其导入Pro/E[制造]→[NC组件]模块中,然后对其加工工艺进行分析,选择Pro/E里面的操作设置模块,如图3所示,设置机床零点、退刀曲面、机床类型和切削刀具等设定。机床零点选择创建实体模型时创建的坐标系原点,在机床设定画面中,选择[切削刀具]画面,设定刀具类型为车削,刀柄为左偏刀,刀片后角为00,刀片形状为菱形350,刀尖半径为R0.1mm。
根据实际生产中坯料的大小来设定毛坯参数,要求坯料要比零件实体大,然后创建车削轮廓,四点接触轴承沟道的车削轮廓包括非圆形曲面和两边圆柱面。设定切削参数,主要包括切削进给速度、退刀速度、切入深度、切削类型、粗加工选项、切割方向、主轴转速冷却选项和刀具定向等。参数设定完成后进行模拟仿真演示,确定刀具是否按照设定的路线进行加工且是否存在过切或欠切,检查无任何问题即可进行后置处理。
2.4 创建后置处理
设定零件需加工部分的参数,在[NC序列列表]菜单中选中[1:区域车削]命令,在[轨迹]菜单中选中[文件]命令,在[输出类型]菜单中选择“CL文件”、“MCD文件”和“交互”选项,完成加工程序的导出。
2.5 生成NC程序
完成刀路轨迹播放演示,检查刀具轨迹正确和过切检测后,就可以生成CL数据文件,利用Pro/E自带的后置处理程序,生成记事本格式(.tap)的程序文件,然后直接导入数控车床进行加工。
3 结语
利用Pro/E软件对四点接触轴承沟道进行三维实体设计和程序后置处理,大大缩短了手工编程中的复杂计算,缩短了产品的生产周期,提高了编程的正确性、效率和产品的质量,可以使非圆形曲面类零件的加工精度至少提高60%以上。
【参考文献】
【1】张旭,崔静伟,刘燕娜,等.带防尘盖微型轴承内圈加工工艺改进[J].轴承,2016(1):14-16.
【2】付建军.基于PROE的蜗杆减速器机盖仿真加工研究[J].世界有色金属,2016(17):55-56.
【3】牟冬芳.双向推力角接触球轴承套圈车加工的改进[J].轴承,2010(1):22-24.
【4】陈鹏飞.基于PROE的齿轮轴仿真加工研究[J].中国高新技术企业 ,2015(2):49.
