新型双溶剂抽提废润滑油再生工艺研究
2017-06-21程百惠子颜晓潮刘盼盼杨艳萍
程百惠子,颜晓潮,王 云,唐 然,胡 海,曾 胜,刘盼盼,杨艳萍
(1.武汉市第四十九中学,湖北 武汉 430080;2.武汉科技大学化学与化工学院,湖北 武汉 430081;3.湖北省煤转化与新型炭材料重点实验室,湖北 武汉 430081)
研究与开发
新型双溶剂抽提废润滑油再生工艺研究
程百惠子1,颜晓潮2,3,王 云2,唐 然2,胡 海2,曾 胜2,刘盼盼2,杨艳萍2
(1.武汉市第四十九中学,湖北 武汉 430080;2.武汉科技大学化学与化工学院,湖北 武汉 430081;3.湖北省煤转化与新型炭材料重点实验室,湖北 武汉 430081)
以乙酰呋喃与糠醛构成双溶剂,对废润滑油进行抽提回收处理。根据萃取缔合原理,经过理论分析和实验探究,选取不同复配参数的双溶剂作为抽提溶剂,通过单因素实验分析,确定最佳的双溶剂抽提润滑油再生工艺方法和条件。实验结果表明,复配溶剂比V(乙酰呋喃)∶ V(糠醛)=1∶1、精制温度80℃、剂油比1.5∶1时精制效果最佳。废润滑油和精制再生油样的红外谱图比较表明,废润滑油样品经过溶剂精制后,非理想组分被分离,达到润滑油再生的目的。回收油关键质量指标经测定,能达到再生润滑油基础油标准,添加恰当的添加剂后可达到润滑油的再使用要 求。
废润滑油;溶剂精制;双溶剂;糠醛;乙酰呋喃
润滑油是用在各种类型机械上以减少摩擦、保护机械及加工件的液体润滑剂,主要起润滑、冷却、防锈、清洁、密封和缓冲等作用[1]。润滑油一般由基础油和添加剂两部分组成。基础油是润滑油的主要成分,决定着润滑油的基本性质;添加剂则可弥补和改善基础油性能方面的不足,赋予某些新的性能,是润滑油的重要组成部分。润滑油在使用一段时间后发生某些物理和化学变化,油中生成了酮、醛、碳黑、沥青胶态物质、树脂及有机酸、盐、水、金属屑等杂质[2-3]。变质后的润滑油因其润滑性能大大降低、不能继续使用而成为废润滑油。废润滑油中主要的有害物有重金属、多氯苯化合物和多环芳烃,这些有毒物释放到环境中,危害很大[4]。我国传统的废油回收法是硫酸 /白土法,该方法设备投资较少,技术要求较低,生产能力可大可小,是我国较为普遍采用的一种方法。但该方法存在着酸渣难以治理、再生油质量低、白土消耗量大和环境污染严重等问 题[5]。 相 比 硫 酸 /白土法,溶剂抽提精制的方法处理废润滑油有许多优点,不但消除了传统工艺带来的环境污染问题,而且工艺简单、操作简便灵活、效率高,再生油质量好,能接近润滑油基础油质量标准[6]。
本文在前人溶剂抽提法再生废润滑油工艺研究的基础上,根据缔合理论分析和实验探索,选取出糠醛和乙酰呋喃构成双溶剂,进行废润滑油抽提实验,取得了比较理想的结果。
1 实验部分
1.1 试剂及仪器
试剂:废润滑油(武汉汽车修理厂),乙酰呋喃(分析纯),糠醛(分析纯)。
仪器:调温恒温电热套,电子分析天平,阿贝折光仪,NDJ-31 型旋转黏度仪,磁力加热搅拌器,SHZ-D(Ⅲ)型循环水真空泵,VERTEX 70 型傅立叶变换红外光谱仪。
1.2 实验流程
废润滑油经自然沉降去除机械杂质后,在266~530Pa 压力下进行减压蒸馏,取 250~330℃之间的润滑油馏分进行实验研究。在润滑油馏分中加入不同剂油比(体积比)的双溶剂,在不同温度下加热搅拌一定时间。将加热后的混合液倒入分液漏斗进行分层,并取上层精制油进行减压蒸馏,蒸出油中的溶剂,得到回收油。其再生工艺流程见图 1。
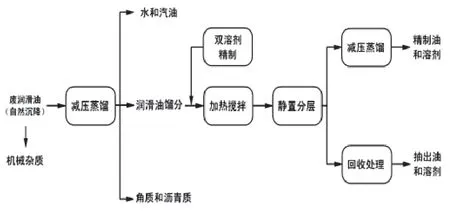
图1 废润滑油抽提再生工艺流程
1.3 实验内容
1.3.1 样品预处理与减压蒸馏
将废润滑油用滤网过滤除去其中的机械杂质后置于容器中加热到 60℃,自然沉降一段时间后脱去明水。预处理后的废润滑油置于减压蒸馏容器中进行减压蒸馏,进一步脱除水分并蒸出轻质组分(汽油、柴油馏分),釜底留下结焦缩合物,得到润滑油馏分。减压蒸馏装置见图2。

图2 减压蒸馏装置
1.3.2 溶剂抽提精制
As mentioned,two design optimizations are done in this study.The first optimization is a deterministic optimization,and the second is a robust optimization.The considered objective functions and constraints are the same for both design optimizations.
先以不同比例的糠醛和乙酰呋喃配制成双溶剂,选取双溶剂的配比分别为:双溶剂配比Ⅰ的配比比例为 V(乙酰呋喃 )∶V(糠醛 )=1∶1;双溶剂Ⅱ的配比为 V(乙酰呋喃 )∶V(糠醛 )=1.5∶1,双溶剂Ⅲ的配比为 V(乙酰呋喃 )∶V(糠醛 )=1∶1.5。然后分别将上述3种溶剂与润滑油馏分按不同的比例,在一定的精制温度下进行加热搅拌。加热搅拌一段时间后,再将得到的混合液体置于分液漏斗中静置分层[7-9],分离出上层淡黄色透明液体即得抽余油(含少量抽提溶剂),抽提物和大部分溶剂进入下层。在160~170℃下蒸去溶于其中的溶剂成分,分别得到再生润滑油和残渣[10]。
2 结果与讨论
本文探讨不同的复配溶剂比、剂油比、溶剂精制温度对精制油黏度、折光率、回收率的影响,以确定最佳的溶剂抽提工艺条件。
2.1 剂油比对黏度的影响
剂油比对黏度的影响见图 3。由图 3 可知,进行溶剂精制后,随剂油体积比逐渐减小,回收油的黏度指数逐渐变大,说明随剂油体积比的增大,精制程度变深,去除了大部分多环短侧链芳香烃和胶质等非理想组分,同时也消耗了过多的天然抗氧剂和尚未变质失活的添加剂,使得精制油中的抗氧剂太少,于是精制油的黏度逐渐下降。由图3还可看到,溶剂配比Ⅰ[V(乙酰呋喃 )∶V(糠醛 )=1∶1]抽提后的再生油黏度比同条件下的配比Ⅱ、Ⅲ稍低。
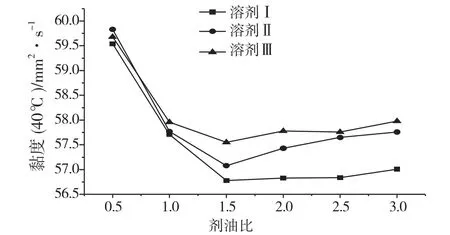
图3 剂油比对黏度的影响
2.2 剂油比对折光率的影响
剂油比对折光率的影响见图 4。由图 4的折光率数据可知,随着剂油体积比增大,折光率减小,说明精制程度随剂油体积比增大而逐渐变深,即对非理想组分的去除能力逐渐增强。双溶剂精制的折光率较低,处理油的质量较好。由图 4 还可看到,剂油比大于 1.5 后,双溶剂配比为 V(乙酰呋喃 )∶V(糠醛 )=1∶1 时,抽提后再生油的折光率比同条件下的配比Ⅱ、Ⅲ稍低。
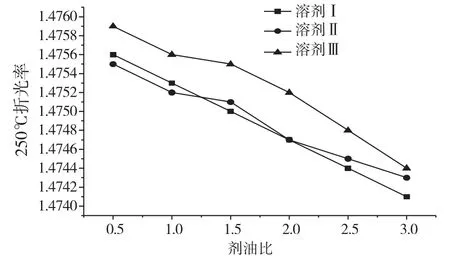
图4 剂油比对折光率的影响
2.3 剂油比对回收率的影响
实验中的回收率是指对废润滑油中的润滑油馏分进行精制的回收率。剂油比对回收率的影响见图 5。由图 5 的回收率数据可知,随剂油比增大,回收率是降低的,说明随剂油比增大,精制程度变深,去除的多环短侧链芳香烃和胶质的非理想组分也多。在剂油比达到 1.5 时,回收率已经达到较小的数值。综合考虑,可以确定糠醇精制的最佳剂油比均为 1.5。由图 5 还可看到,双溶剂配比Ⅰ [V(乙酰呋喃 )∶V(糠醛 )=1∶1]抽提后,再生油的回收率比同条件下的配比Ⅱ、Ⅲ稍低。
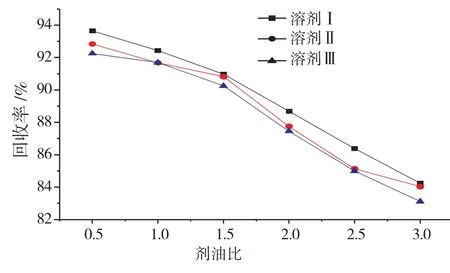
图5 剂油比对回收率的影响
由图 3~ 图 5 可知,适当增大剂油体积比有利于非理想组分的去除,但剂油体积比过大,不仅增大了溶剂的用量,而且过多地消耗回收油中的理想组分,降低了精制油品的回收率。对比溶剂Ⅰ、Ⅱ、Ⅲ的精制效果可知,溶剂Ⅰ的精制效果最佳。由此确定双溶剂精制的最佳溶剂体积比为 V(乙酰呋喃 )∶V(糠醛 )= 1∶1,最佳剂油比为 1.5∶1。
2.4 精制温度对黏度、折光率的影响
双 溶 剂 采 用 配 比 Ⅰ [V(乙 酰 呋 喃 )∶V(糠醛 )=1∶1],混合溶剂、废润滑油体积比为 1.5∶1,不同抽提精制温度下萃取废油,所得油品的黏度与折光率变化见图 6和图 7。由图 6和图 7的实验数据可知,随温度增大,精制油品的黏度先减小后增大,80℃时的黏度和折光率较好,因此可确定其最佳精制温度为 80℃。
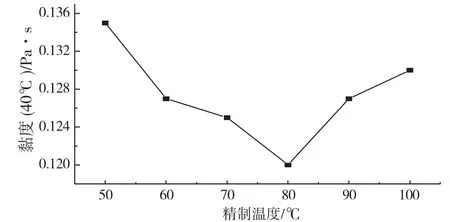
图6 精制温度与黏度(40℃)的关系
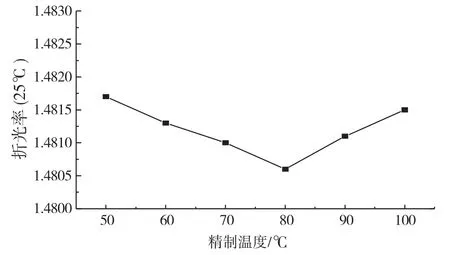
图7 精制温度与折光率(25℃)的关系
2.5 精制温度对色度的影响
色度是指示润滑油性质的重要指标。随精制温度升高,色度先增大后减小,说明升高温度有利于去除废润滑油中的非理想组分,从而改善回收油的质量。但是当温度达到一定程度后,非理想组分在溶剂中的传质将对温度不再敏感,继续升温,回收油的色度将不会再有明显改善。温度过高时色度变差,可见温度过高不仅浪费能耗还不利于非理想组分的去除。
2.7 红外谱图分析
采用溴化钾压片、液体样品涂抹法,分别对废润滑油和精制再生油进行红外光谱分析,结果见图 8。由图 8 可知,废润滑油的红外谱图中出现在1745cm-1处的吸收峰,表征脂肪族酯类含有的 C=O键,1160 cm-1处的吸收峰表征醇羟基的 C-OH 键,在精制后蒸出糠醇的油样的红外谱图中,这两个吸收峰均已消失,说明废润滑油样品经过溶剂精制后,其中的脂肪族酯类等非理想组分已经在溶剂的强极性缔合作用下,与润滑油中的理想组分分离进入溶剂层中,达到了润滑油再生的目的。
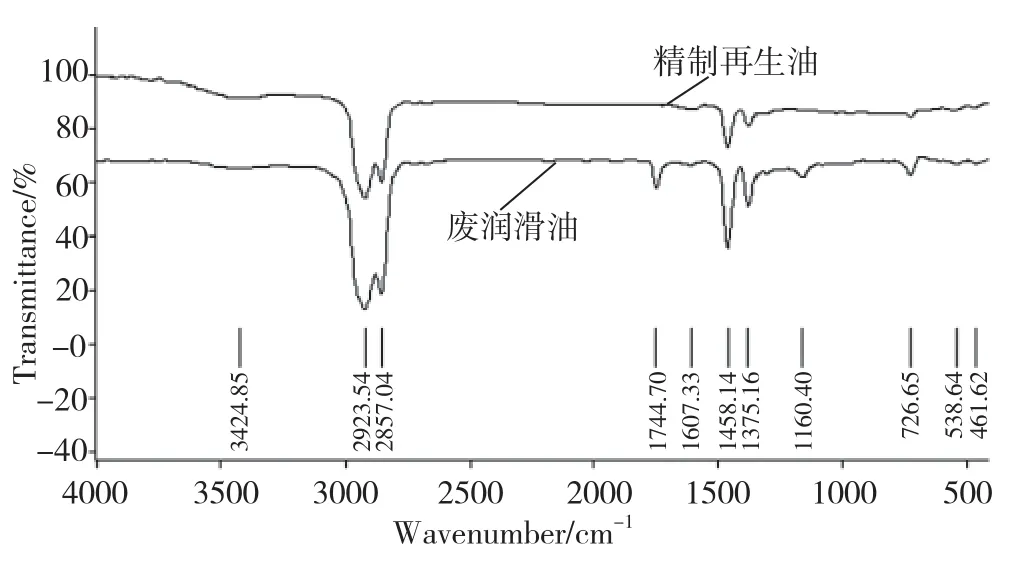
图8 废润滑油和精制再生油样的红外光谱比较
3 结论
1)本文探索以乙酰呋喃和糠醛构成双溶剂,对废润滑油进行溶剂精制,研究了剂油比、精制温度、反应时间等因素对精制油各性质 (黏度、折光率、回收率等)的影响。探讨并优化了乙酰呋喃和糠醛双溶剂对废润滑油进行精制的最佳反应条件。通过测定精制油的理化指标,探讨废润滑油溶剂精制再生工艺的可行性,为开发低污染低能耗废润滑油再生工艺提供科学依据和理论指导。
2)经过正交实验得出双溶剂精制的最佳工艺条件为:精制温度为 80℃,剂油比为 1.5,复配溶剂比为 V(乙酰呋喃 )∶V(糠醛 )=1∶1。在此工艺条件下,回收的油品质量较好,可以达到润滑油基础油的要求。
3)未来溶剂精制的发展方向是高效低污染,应致力于开发与其他先进工艺相结合的高效低能耗低污染的精制新工艺。
[1] 徐春明,杨朝合 .石油炼制工程 (第 4 版 )[M].北京:石油工业出版社,2009:138-139.
[2] 张晞 .润滑油综合净化与废油再生技术的实验研究 [J].中国矿业大学学报,1997(5):24-26.
[3] 张贤明,焦昭杰,贾玉梅,等 .工业污染废润滑油再生技术 [J].环境科学与技术,2008,31(3):39-42.
[4] 莫娅南,郭大光,张延雪 .溶剂精制法回收废润滑油 [J].石油与天然气化工,2007,36(2):124-126.
[5] 任天辉,王大璞 .废润滑油冉生加工技术 [J].中国资源综合利用,2003(3):8-12.
[6] 丁福臣 .萃取 - 絮凝法再生废润滑油的研究 [J].北京石油化工学院学报,1995(2):44-48.
[7] 戴立信,席振峰,王梅祥,等 .有机化学——结构与功能 [M].北京:化学工业出版社,2006:11-18 .
[8] 党兰生,付兴国 .润滑油基础油发展趋势 [J].石油商技,2002,20(2):52-54.
[9] Wang P., Xun P., Shi J. A pilot study of the treatment of waste rolling emulsion using zirconia microfiltration membranes[J]. Journal of Membrane Science, 2000, 173(2): 159-165.
[10] 武丽荣 .油脂精炼废白土的利用 [J].中国油脂,2004,29(10):26-28.
A Novel Extraction Method for Regeneration Process of Lubricating Oil with Double Solvents
CHENG Baihuizi1, YAN Xiaochao2,3, WANG Yun2, TANG Ran2, ZENG Sheng2, HU hai2, LIU Panpan2, YANG Yanping2
(1.Wuhan No.49 High School, Wuhan 430080, China; 2. Institute of Chemistry & Chemical Engineering, Wuhan University of Science and Technology, Wuhan 430081, China; 3.Key Laboratory of Coal Conv ersion and Novel Carbon Materials of Hubei Province, Wuhan 430081, China)
Recovery and regeneration experiments of waste lubricating oil were completed with acetyl furan and furfural double solvent. According to the extraction and association principle, based on theoretical analysis and experimental research, the double solvent with different parameters was selected as the extraction solvent, and the optimum solvent extraction technology and conditions were determined by single factor experiment. The experimental results showed that the mixed solvent V(acetyl furan): V(furfural)=1:1, the ref i ning temperature 80℃ , and the ratio of solvent to waste lubricant oil was 1.5:1, were the best regeneration experiments conditions of waste lubricating oil. The comparison of infrared spectra of waste lubricating oil and ref i ned regenerated oil showed that the non ideal components of waste lubricating oil samples were separated by solvent ref i ning, and the purpose of lubricating oil regeneration was achieved. The key quality indexes of the recovered oil could reach the standard of the regenerated lube base oil, and the lubricating oil could be reused again after adding the appropriate additives.
waste lubricating oil; solvent ref i ning; double solvent; furfural; acetyl furan
TE 626.3
:A
:1671-9905(2017)06-0001-04
湖北省煤转化与新型炭材料重点实验室开放基金(WKDM201509);武汉科技大学校基金项目 (250089)
颜晓潮(1980-),男,硕士,工程师,主要从事精细石油化工方向的研究,发表专业论文 10 余篇,获得石油化工方面发明专利 2 项,E-mail: hbchengzz@163.com
2017-03-29
