氯气压缩机工艺技术剖析和故障诊断
2017-06-19黄小龙
黄小龙
(柳化氯碱有限公司烧碱分厂,广西 柳州 545600)
【氯氢处理】
氯气压缩机工艺技术剖析和故障诊断
黄小龙
(柳化氯碱有限公司烧碱分厂,广西 柳州 545600)
氯气压缩机;工艺技术;故障诊断
介绍氯气压缩机系统原理、流程和特点。解析氯气压缩机的相关技术知识,进行故障诊断,加深对氯压机系统的了解,以便更好操作和维护大型机组,保证其稳定运行。
氯气压缩机是氯碱企业中最重要的设备之一,是氯碱企业的心脏。氯压机和电解槽连锁,如果氯压机出现故障停机,电解槽会连锁停槽,将造成烧碱分厂全线停车。氯气压缩机能否正常运行直接关系到氯碱企业稳定生产和经济效益。本文中通过解析氯压机的相关技术知识,加深对氯压机系统的认识,当氯压机出现故障时能及时进行处理,保证氯压机实现长周期稳定运行。
1 氯气压缩机系统原理、流程和特点
1.1 氯压机系统原理
氯气压缩机是一种具有涡轮的离心式压缩机,借叶轮高速旋转产生的离心力使气体压缩,其作用与液体输送所用的离心泵或离心式风机相似,因为气体的压缩消耗机械能并转化为热能,所以压缩机每一段的压缩比不能过大,并须在级间设置中间冷却器以移去热量,使气体体积减小以利于压缩过程的逐级进行[1]。
氯气压缩机是大型氯碱厂最为适宜的氯气输送设备,其能耗低,按10万t/a烧碱生产规模,每年氯气压缩机比系统纳氏泵(液环压缩机)节电400万kW·h以上。它的检修周期长,一般在1年以上,运行费用也低。因其在压缩过程中氯气温度较高,机械精度也比较高,所以对氯气含水及其他杂质的要求相应提高,一般要求氯气含水质量分数在0.01%以下。
广西柳化氯碱有限公司(以下简称“广西柳化氯碱”)20万t/a烧碱工程项目的氯气压缩机采用德国西门子(原德国KKK公司)3(2)VRZ250/430G型透平机,项目于2010年1月建成投产至今,氯压机没有出现过大的机械故障,是因为氯气压缩机采用一套完整保护措施。
该氯气压缩机为分为两级压缩,机组主要由腔体、两级叶轮、变速箱、电动机、润滑油站以及中后冷却器构成。因压缩机输送的介质是剧毒物质氯气,空气中允许的氯气含量低于1 mg/m3,因此机封采用有3个气室的双迷宫密封,用干燥氮气或仪表气作为缓冲气,中间的气室将缓冲气与泄漏氯气的混合物排到废气处理系统,有效避免氯气泄漏到空气中。整个主机系统有63个连锁保护参数,包括机组轴位移、轴振动、机组轴承温度、电动机轴承和定子温度、润滑油温度和压力、吸气排气压力、排气流量、排气温度等监测点;进口导叶阀、机组自身回流阀由西门子PLC喘振控制器控制,真正做到了机组运行稳定、压力控制稳定、操作简单,同时有效保证了机组在使用中不会受到损坏。
氯压机剖面图见图1。
西门子3(2)VRZ250/430G氯压机报警连锁保护参数见表1。
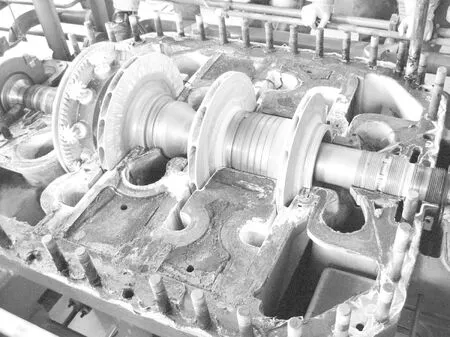
图1 氯压机剖面图Fig.1 Sectional view of chlorine compressor
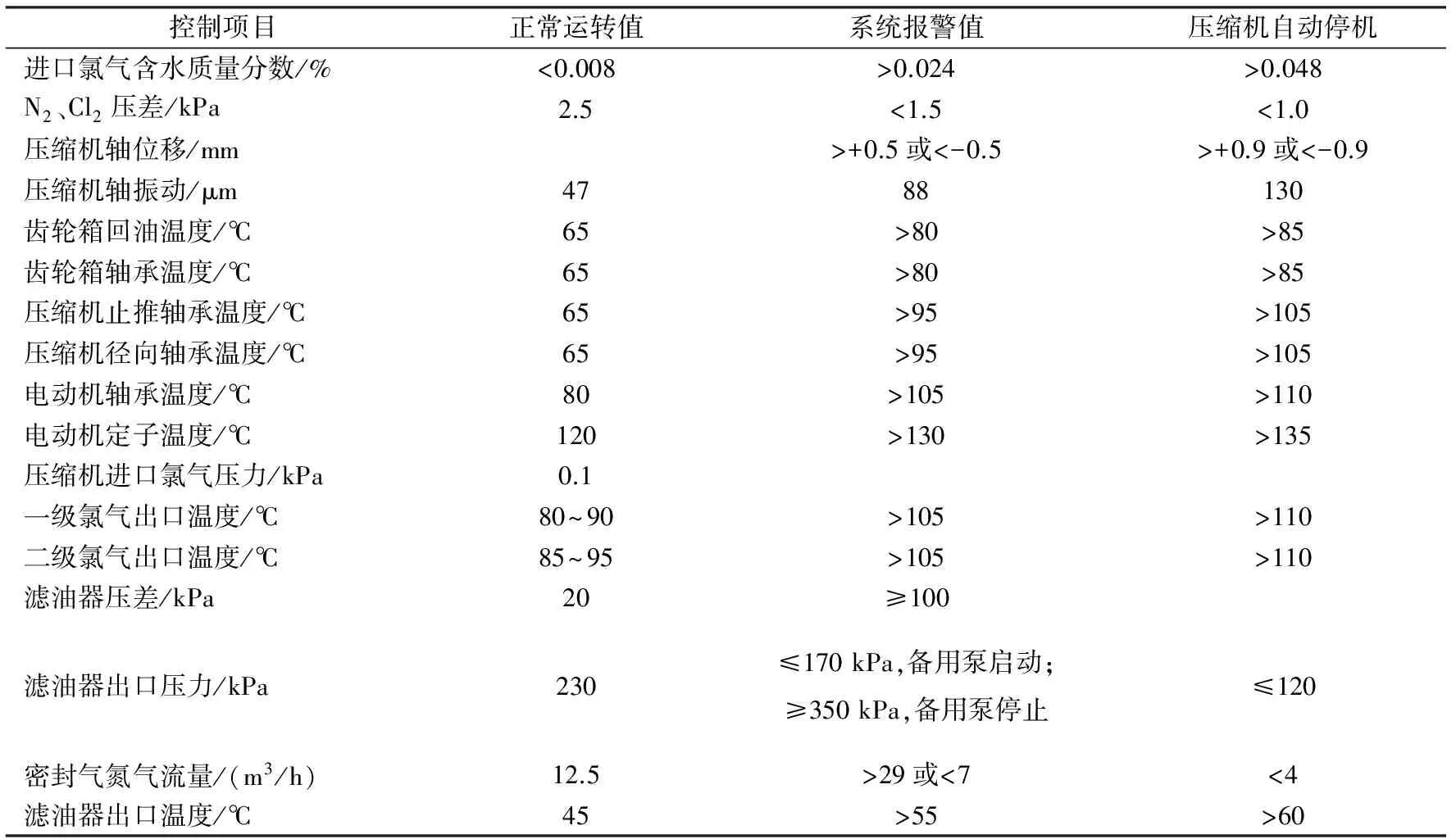
表1 氯压机连锁报警停机表Table 1 Interlock alarming shutdown of chlorine compressor
压缩机系统设置氯气回流调节的目的是防止压缩机发生喘振及倒吸现象,并稳定进口总管氯气压力以保证电解槽平稳运行。将压缩后的部分氯气回流到压缩机一级入口或干燥塔进口,以保证氯气连续压送。另外还配有润滑油、密封气、仪表、电气等系统。氯压机轴承和增速器采用透平机油无间断进行润滑,以保证机组安全正常运行。密封气(氮气)来自空压站,供氯气压缩机隔离室密封充气用。隔离气(仪表空气)也来自空压站,供油箱和轴套用,以防止氯气自缸内溢出污染润滑油和环境。仪表系统主要是全面监视压缩机进出口和各级之间氯气温度、压力值,掌握压缩机及中间冷却器运转情况,自动调节压缩机出口至进口回流量,以稳定氯气干燥系统的压力,避免压缩机发生喘振。提供压缩机运转所需压力的润滑油。提供密封所需压力平稳的密封气。用轴位移指示仪指出压缩机轴承纵向位移值,用振动指示仪指出压缩机的振动情况。这些任务是靠仪表自动调节连锁来实现的。
1.2 氯压机系统流程和机组特点
氯气压缩机流程如图2所示。

图2 氯气压缩机流程图Fig.2 Process flow diagram of chlorine compressor
由图2可知:含水质量分数低于0.01%,不含盐雾、硫酸液滴、有机杂质,含氯体积分数约98%的干燥氯气压力不低于0.01 MPa,进入氯气透平压缩机一级入口,经一级叶轮压缩后,氯气进入中间冷却器,冷却后氯气进入压缩机二级入口压缩,出来的氯气进入后冷却器,出后冷却器的氯气压力达到0.3 MPa,进入到氯气分配台至各用氯工序。
从离子膜电解槽到总管的氯气压力由氯压机控制。稳定氯压机进口的氯气压力主要通过控制氯压机自我保护装置中的防喘振控制阀即回流阀来实现。氯气流量低于设定值时,防喘振控制阀开启补充进口流量;流量大时,防喘振控制阀关小,减少补气量;氯气流量达到机组设计能力时,防喘振控制阀关闭。防喘振控制阀由防喘振控制器自动控制,用来保证机组的正常运行。
在压缩机一级叶轮前装有入口导叶阀,用于调节压缩机的工作能力,导叶阀由安装在机体上的气动调节机构控制,由PLC系统调节也可以远传到主控室DCS进行调节。在运行过程中采用氯气压缩机控制离子膜电解槽氢气和氯气总管压差在4 kPa左右。氯压机通过入口导叶阀来调节进气压力,进气压力的降低直接影响到压缩机排气压力,使压缩机性能曲线下移,调节进口实际上是改变了压缩机的性能曲线,达到调节流量的目的。
西门子VRZ250/430G压缩机在不同流量下的压力曲线如图3所示,西门子VRZ250/430G压缩机在不同流量下的功率曲线如图4所示。
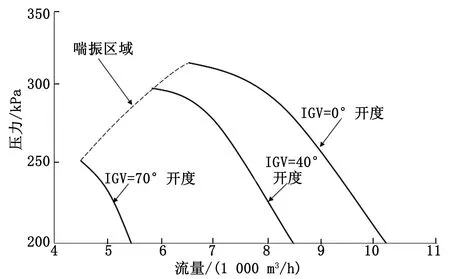
图3 西门子VRZ250/430G压缩机在不同流量下的压力曲线图Fig.3 Pressure-flow curve of Siemens compressor VRZ250/430G
和普通压缩机相比,进口导叶阀调节的经济性较好。对某压缩机进行的测试表明,在流量变化范围为60%~80%时,进口节流比出口节流节省4%~5%的功率[2]。进口导叶阀还有1个优点是导叶阀关小会使压缩机性能曲线向小流量区移动,因而可使压缩机在更小的流量工况下工作,不易造成喘振。在机组入口压力变化较小时,进口导叶阀可以进行微调,来保证机组入口压力,导叶阀可以设置为自动调节也可以设置为手动调节。从氯气出口管到进口管装有回流调节阀,当系统氯气压力波动大如电解槽升降负荷时,可通过回流调节阀来稳定进口压力。正常操作时,氯气压缩机入口压力可设定为0 kPa,此时进口导叶阀投入自动调节(进口导叶阀在关闭状态时,默认在5%的阀位开度)。

图4 西门子VRZ250/430G压缩机在不同流量下的功率曲线图Fig.4 Power-flow curve of Siemens compressor VRZ250/430G
2 氯气压缩机系统故障诊断
故障诊断是对机器进行在线的、动态的监测和诊断,使在运行中或基本不拆设备的情况下,根据机器在运行过程中产生的各种物理、化学信号进行采集、贮存、处理和分析,及时了解设备“健康”情况,对已形成或将要形成的故障进行诊断,判断故障的部位、性质和程度,及其产生的原因,预测机器未来的技术情况,从而采取消除故障的措施,这就是现代机器故障诊断技术要从事的工作。氯气压缩机现已采用在线监测诊断系统,进行现场的连续监测和计算机实时诊断和处理,遇到紧急情况能及时报警、监控和连锁停机[3]。
广西柳化氯碱的氯压机采用PLC系统进行实时诊断和处理各个监测点,能做到遇紧急情况及时报警、监控和连锁停机,有效保护大型机组实现长周期健康运行。
氯压机常见故障原因诊断及处理方法见表2。
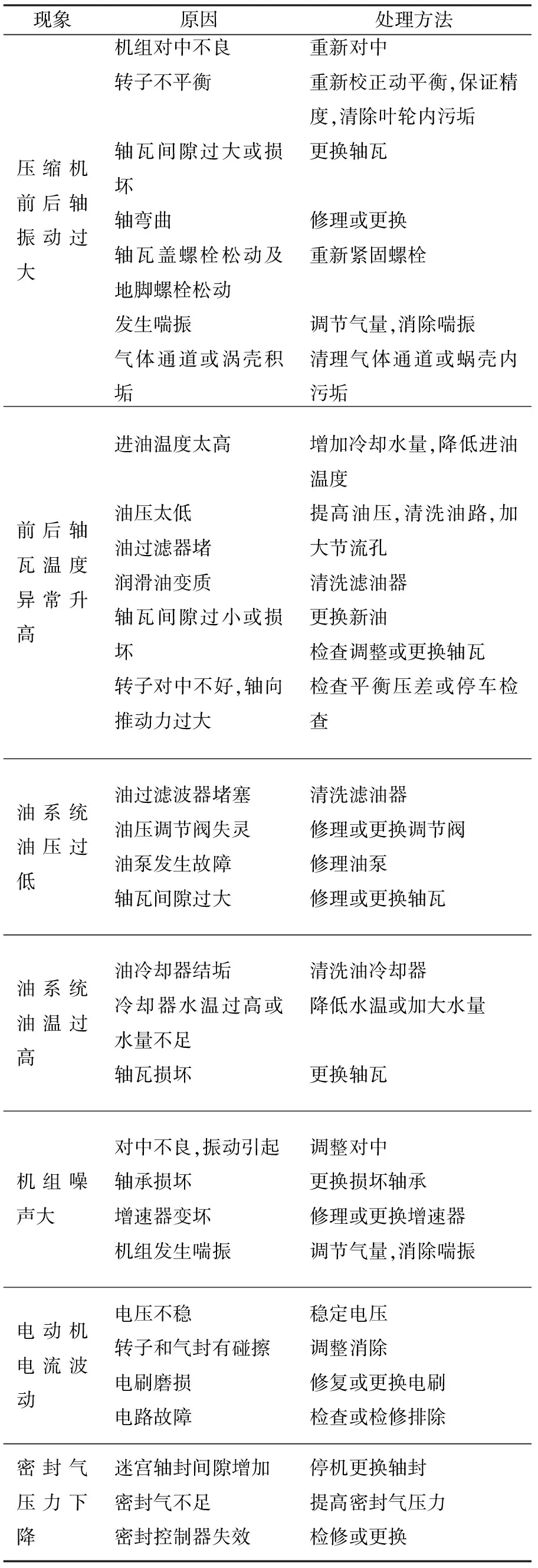
表2 氯压机常见故障原因诊断及处理方法Table 2 Causes, diagnosis and treatments of common fault of chlorine compressor
2014年7月,氯气压缩机运行过程中发生报警,发现密封气即氮气流量增加,并超过了29 m3/h,而且密封气压力降低,机组报警前密封气压力15 kPa,机组报警后密封气压力降至3 kPa。
分析原因是:机组自投产至今4年多时间,估计是因迷宫轴气封磨损层磨损大,迷宫轴封间隙增加,导致了密封气流量增加和密封气压力下降。由于生产需要和采购备件相关事宜,广西柳化氯碱决定于2014年12月停车维修,在维修氯压机时拆开机组检查,发现迷宫轴气封磨损层磨损严重,和新迷宫轴气封磨损层相比分别如图5、6所示。
维修更换迷宫轴气封后,氯压机再次运行,迷宫密封气流量降到了16 m3/h,密封气压力升到了15 kPa,报警消除,机组正常运行。

图5 旧迷宫轴气封Fig.5 Original labyrinth gas seal for shaft

图6 新迷宫轴气封Fig.6 New labyrinth gas seal for shaft
3 结语
氯气压缩机价格非常昂贵,然而,其使用价值远远高于其自身价值,氯压机的检修费用也是相当可观的。因此,在使用过程中要熟悉氯压机相关技术知识,并能正确操作和故障诊断,提高氯压机的检修质量,延长氯压机运行周期以降低维修成本,并保证企业生产稳定运行。
[1] 方度,蒋兰荪,吴正德.氯碱工艺学[M].北京:化学工业出版社,1990:358-360.
[2] 朱建兵,万燃.西门子3k氯气压缩机在化工行业的应用[J].中国化工贸易,2011(8):135-136.
[3] 詹宏智. LLY-3700氯气压缩机检修及故障诊断[C].第六届全国设备维修与改造学术会议,2006:168-173.
[编辑:蔡春艳]
Analysis of chlorine compressor technology and fault diagnosis
HUANGXiaolong
(Guangxi Liuhua Chlor-Alkali Co. Ltd., Liuzhou 545600, China)
chlorine compressor; process technology; fault diagnosis
The principle, process and characteristics of chlorine compressor system were introduced. In order to operate and maintain the large-scale compressor well to ensure its stable running, technical knowledge related to chlorine compressor was analyzed, fault was diagnosed, and the understanding of chlorine compressor system was deepened.
黄小龙(1977—),男,助理工程师,2001年毕业于广西大学化学化工学院化工机械专业,2001—2006年在南宁化工股份有限公司负责设备管理工作,2006年至今在广西柳化氯碱有限公司负责设备管理工作,现任广西柳化氯碱有限公司烧碱分厂副厂长。
2017-02-02
TQ028.2
B
1008-133X(2017)04-0018-05
