聚合物气体辅助挤出中气体流动对熔体截面的影响
2017-06-15黄益宾熊爱华
黄益宾 余 忠 熊爱华 章 凯
1.上饶师范学院江西省塑料制备成型重点实验室,上饶,3340012.南密西西比大学聚合物与高性能材料系,哈蒂斯堡,394013.江西农业大学工学院,南昌,330031
聚合物气体辅助挤出中气体流动对熔体截面的影响
黄益宾1,2余 忠1熊爱华3章 凯1
1.上饶师范学院江西省塑料制备成型重点实验室,上饶,3340012.南密西西比大学聚合物与高性能材料系,哈蒂斯堡,394013.江西农业大学工学院,南昌,330031
将聚合物熔体和低速热空气均视作不可压流体,针对一聚苯乙烯(PS)片材的全气体辅助挤出,建立了描述其气体-熔体两相分层流动的三维有限元模型,采用黏弹应力分离法(EVSS)和非协调流线迎风法(SU)等有限元方法,利用PolyFlow求解器对气体辅助流道中气体和熔体流动进行了计算,分析了熔体截面变化的规律及原因。研究结果表明:气体辅助流道内,气体对熔体有拖曳作用;沿挤出方向,熔体速度逐渐增大,而截面积逐渐减小,都在口模出口面上达到极值,同时截面形状有微小改变;口模出口面上熔体沿挤出方向的速度随入口气体体积流率的增大而近似线性增大,熔体截面积则近似线性减小。
气体辅助挤出;不可压缩流体;入口体积流率;有限元方法
0 引言
气体辅助(简称“气辅”)挤出是一种新型挤出成形技术,基于完全滑移无黏着的挤出机理,气体辅助挤出能极大地改善传统挤出中存在的挤出胀大等问题。近年来,国内学者对气辅挤出中聚合物熔体的流动开展了较多研究[1-3],但这些研究大都侧重熔体流动,而较少考虑气体层对熔体的影响,在数值研究中更是用完全滑移的边界条件代替气体层的作用,这使得研究结果并不能真实地反映流道内熔体的流动及截面变化情况。黄兴元等[4]在塑料棒材的气辅挤出实验中发现在气体流率较小情况下,棒材直径会随气体流率增大而减小。本文第一作者[5]在矩形截面塑料型材的气辅共挤实验中也发现熔体截面积减小的现象。由于上述实验中气辅口模开口均垂直地面朝下,且熔体受重力拉伸作用亦会导致截面积减小,因而相关实验结果无法准确反映气体层对挤出熔体截面的影响规律。当前水平放置的气辅挤出系统尚不成熟,要对口模出口处熔体截面进行准确测量非常困难,因而数值模拟仍是对熔体截面变化进行研究的最好方法。在空气流速较慢的情况下(马赫数Ma<0.3),因气体密度变化微小,在流体力学中通常可视作不可压缩流体[6-7],对用于定性分析的计算结果影响很小。
本文采用有限元方法,将气体视作不可压缩广义牛顿流体,作为单独一相,以入口气体体积流率为主要参考变量,利用PolyFlow求解器计算气体和塑料熔体分层流动过程,并分析熔体截面的变化及其原因。
1 研究方法
1.1 几何模型和网格划分
为截面尺寸为15 mm×4 mm的片材气辅挤出口模建立简化几何模型,如图1 所示,设定气垫层厚1.5 mm,流道长15 mm。因矩形截面关于YZ平面对称,故只建立1/2的流道模型。模型中,ABCOGFEDA面为气体入口,DEFGD面为熔体入口,DJKED面、EKLFE面和GMLFG面为气体和熔体间界面,JKLMJ面为熔体出口,HINPMLKJH面为气体出口,AHPOA面为对称面,其他面为壁面,流道为全气辅流道。采用八节点全六面体单元将求解区域离散,靠近入口、出口、壁面及气体-熔体界面处网格适当加密,网格总数为165 00,熔体层网格数为7200,气体层网格数为9300。

(a)三维几何模型
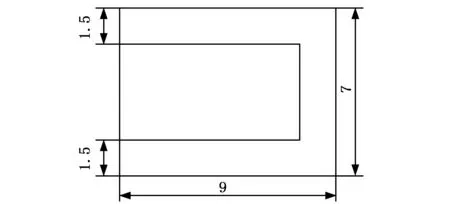
(b)截面尺寸图1 几何模型和截面尺寸Fig.1 Geometry model and size
1.2 基本假设和控制方程
气辅挤出过程为气体-熔体两相分层稳态流动过程,气体通常为热空气。假设聚合物熔体不可压缩,忽略气体在流道内的微小密度变化,认为气体层不可压缩,气体与熔体间互不相溶,忽略气体-熔体间的黏滑效应及表面力,由于聚合物的高黏性,忽略惯性力和质量力对流动的影响,采用能较好反映流体黏弹特性的PhanThien-Tanner本构方程(PPT本构方程)[8-10]来描述聚合物熔体的流动特性。将气体视为广义牛顿流体,其黏度为恒定值,由于气体密度很小,故可忽略其惯性力。忽略流体流动过程产生的热效应,假设流动为等温流动。在上述条件下,简化的流场控制方程如下:
连续性方程为
·vk=0k=Ⅰ,Ⅱ
(1)
动量方程为
-pk+·τk=0k=Ⅰ,Ⅱ
(2)
PTT本构方程为
τ=2η0sD+E
(3)
(4)
式中,v为速度矢量;p为流体静压力;τ为总偏应力张量;Ⅰ、Ⅱ分别表示气体和聚合物熔体;为哈密顿算子;η0为零切黏度;D为形变速率张量;λ为松弛时间;ξ为和第二法向应力差性能相关的参数;ε为和拉伸黏度性能有关的参数;s为零切黏度中纯黏性分量的占比;E为τ的黏弹分量;表示下随体时间导数表示上随体时间导数;trE为方阵E的迹。
1.3 边界条件
边界条件设定可参见图1,用fn、fs、vn和vs分别表示边界面熔体的法向应力、切向应力、法向速度和切向速度,Fslip为滑移系数,vwall为壁面切向速度。设定入口处熔体和气体均为全展流,根据给定的流率可以计算出全展流的速度场作为入口速度边界条件。AHPOA为对称面,对称面上需满足边界条件fs=0,vn=0。在无外力牵引的情况下,口模出口面上气体和熔体的法向力fn=0,切向速度vs=0。在忽略表面张力和滑移的情况下,气体-熔体间界面应满足运动学条件:vsⅠ=vsⅡ,vn=0和动力学条件fsⅠ=fsⅡ。
1.4 参数设定和主要算法
本文模拟所用塑料熔体为聚苯乙烯(PS),其PTT本构参数如表1所示,通常实验所用气体均为经加热的干燥空气,假设其温度恒定为190 ℃,黏度值为2.638×10-5Pa·s[11]。设定入口熔体体积流量qV,m为1.8×10-7m3/s,入口气体体积流量qV,g分别为3.3×10-4m3/s、6.6×10-4m3/s、1.65×10-3m3/s、3.3×10-3m3/s、4.95×10-3m3/s和6.6×10-3m3/s。对应的入口气体平均流速分别为5 m/s、10 m/s、25 m/s、50 m/s、75 m/s和100 m/s。使用黏弹应力分离法(EVSS)、流线迎风法(SU)以及Mini-element法求解应力场和速度场,采用Newton-Raphson法进行迭代。采用三维优化网格法进行全局网格重置,对松弛时间λ采用参数渐变法,使计算更易于收敛。

表1 PTT本构方程参数[12]Tab.1 Material parameters for PTT constitutive equation[12]
2 结果与讨论
2.1 熔体截面变化分析
传统挤出中聚合物熔体挤出口模后会有挤出胀大,而对于完全气辅挤出(采用全气辅流道的气辅口模),理论上不会发生挤出胀大,口模内外的熔体截面也不会有形状和尺寸的变化,这也是几乎所有采用壁面滑移条件代替真实气体相的数值研究得到的结论。流道内真实气体层对熔体截面的影响是本文关注的重点,故所有熔体截面及其分析均限于气辅流道内。
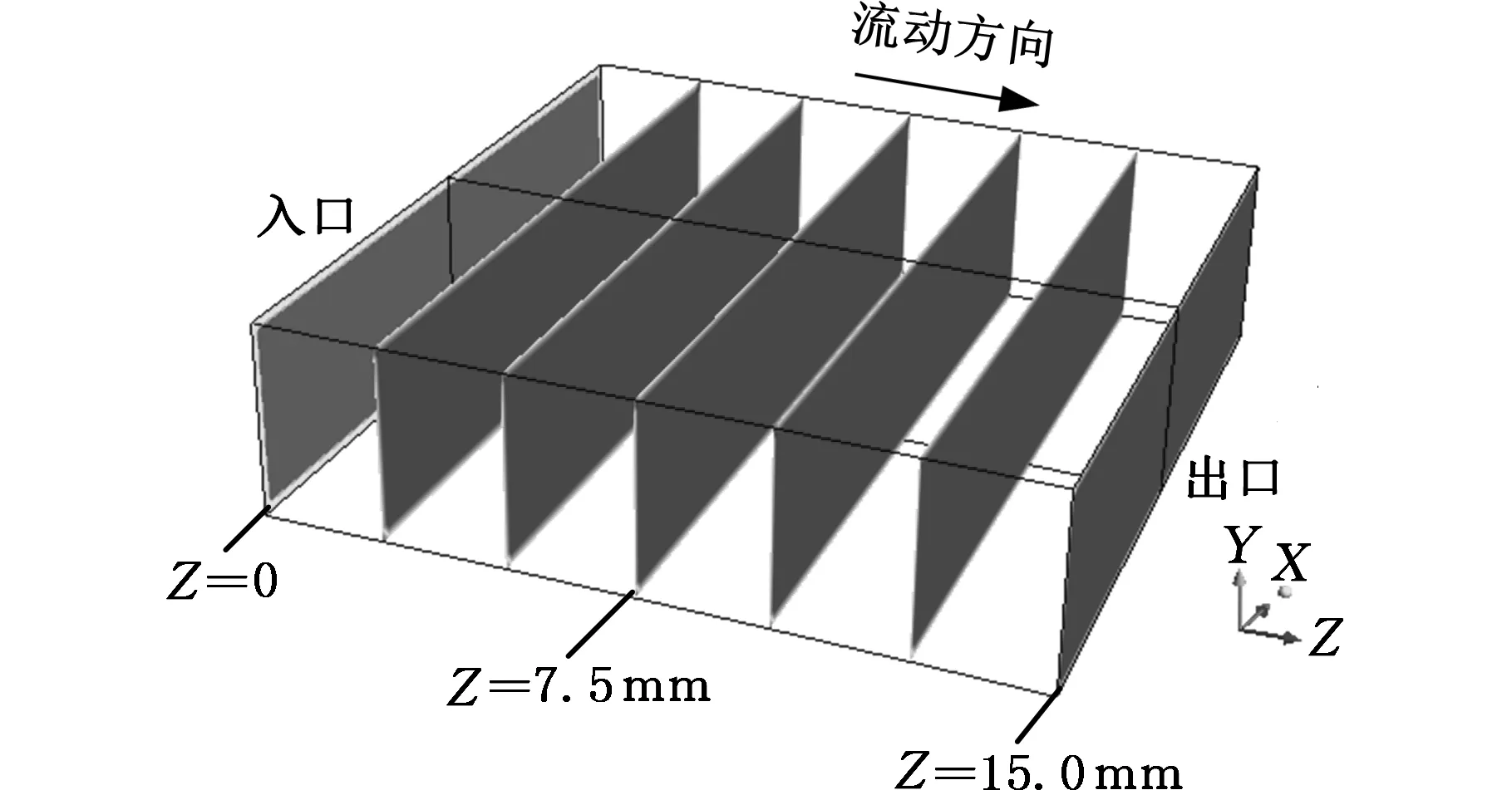
图2 熔体各截面示意图Fig.2 Cross sections of polymer melt
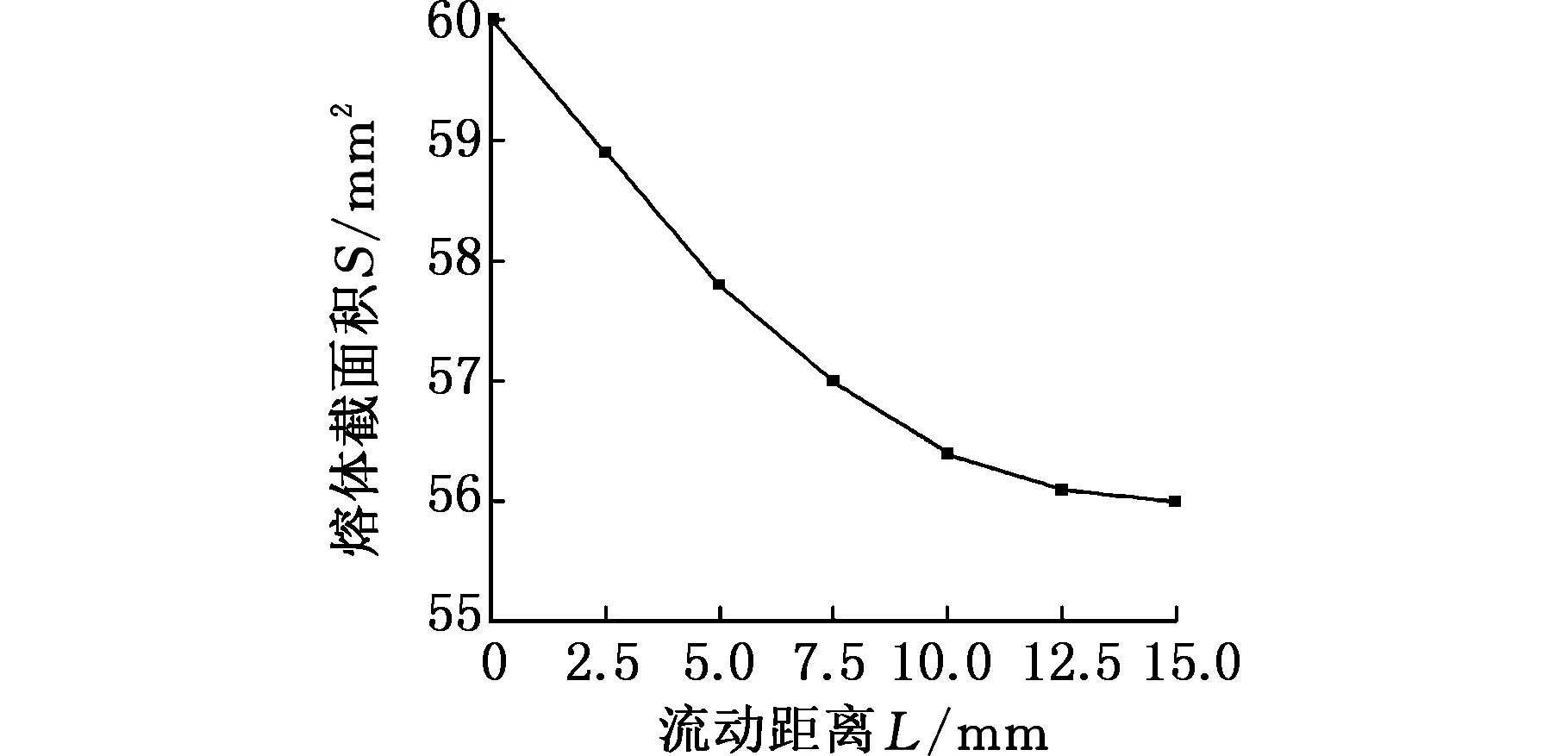
图3 熔体截面积随流动距离变化曲线Fig.3 Melt section area vs flow distance
取qV,m=1.8×10-7m3/s、qV,g=6.6×10-3m3/s时模拟所得数据进行分析。由入口面至出口面,每隔2.5 mm取一截面,如图2所示。计算各截面面积,可得到沿流动方向的熔体截面积变化曲线,如图3所示。由图3可知,在入口处至Z=7.5 mm截面处,熔体截面积减小较快,之后变化减缓,由Z=12.5 mm截面至出口面,截面积仅减小0.1 mm2,逐渐趋于稳定。在口模出口处,熔体截面积达到最小值。图4为口模出口面上熔体截面(白色背景)和入口面上熔体截面(灰色背景)的Z向投影图。由图4可看出,相较入口面,熔体截面尺寸有较明显变化,测得X向尺寸减小2.8%(0.42 mm),最终尺寸为14.58 mm,Y向尺寸为减小3%(0.12 mm),最终尺寸为3.88 mm,其截面积为56 mm2,若用挤出胀大率的计算公式[13]计算,可得挤出胀大率为-6.67%。挤出胀大率的计算公式为
(5)
式中,B为挤出胀大率;S2为挤出胀大后型材截面的面积;S1为共挤口模截面积。
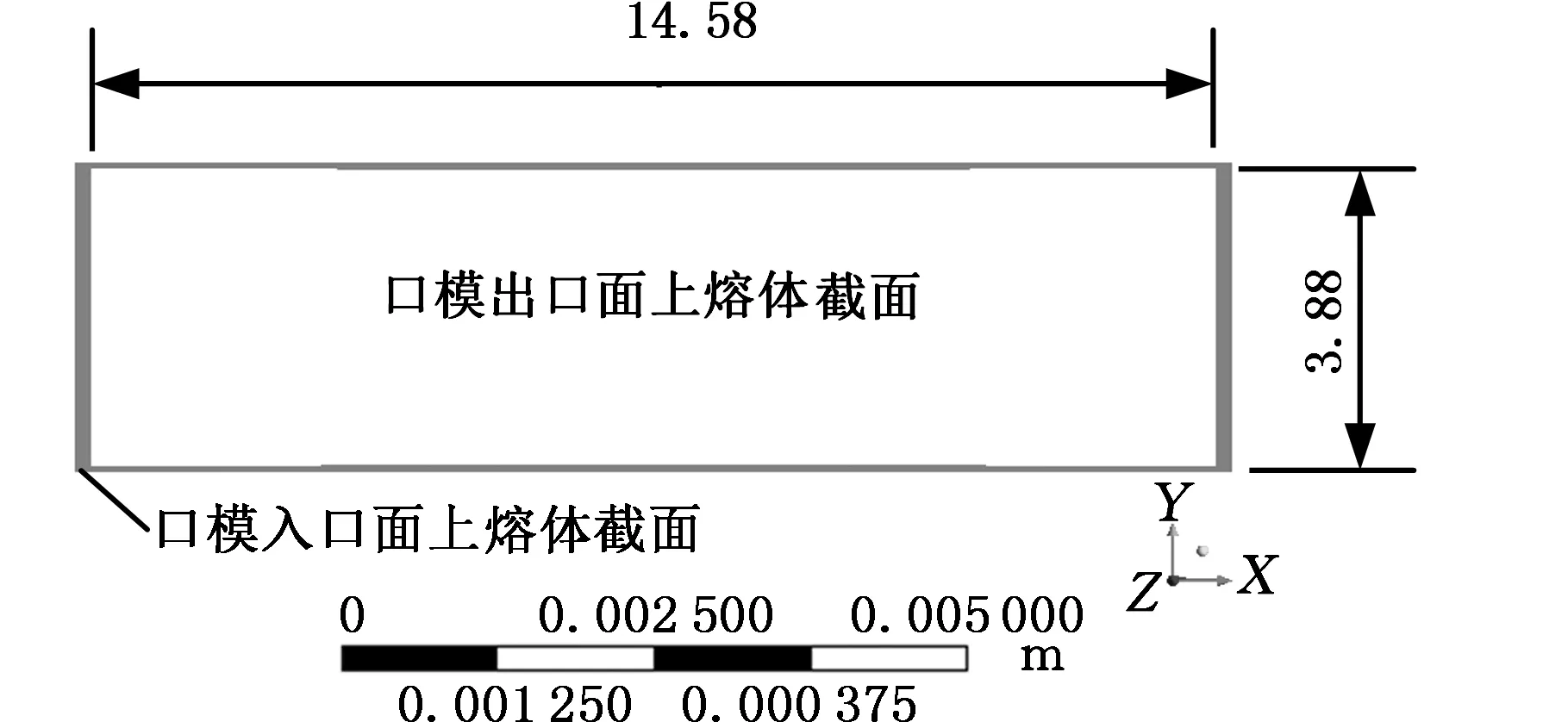
图4 出口面与入口面上熔体截面对比Fig.4 Comparison of melt section between inlet plane and outlet plane
挤出胀大率为负值表明挤出熔体在出口面上不仅没有胀大,反而出现收缩现象,这与笔者在气辅挤出相关实验中发现的挤出熔体截面积减小的现象一致,这说明在相关实验中,熔体自身重力并非是影响其截面积的唯一因素,气体流动是导致截面积减小的另一因素。此外,需要注意的是,出口处熔体截面积56 mm2是由后处理软件计算得到的准确值,若假设截面形状不变,仍然为矩形,根据所测得矩形长宽尺寸,手工计算得截面积为56.6 mm2,这与前者不相符,故可知出口面上熔体截面形状有微小变化,不再是规则的矩形。若设定qV,m为1.8×10-7m3/s不变,设定qV,g分别为3.3×10-4m3/s、6.6×10-4m3/s、1.65×10-3m3/s、3.3×10-3m3/s、4.95×10-3m3/s和6.6×10-3m3/s,观测其出口处截面积变化,可得其截面积随入口气体流率的变化曲线,如图5所示。由图5可知,出口处熔体截面积随入口气体流率增大而减小,这与黄兴元等[4]的实验结论一致,不仅如此,两变量间还呈现出近似线性的函数关系。
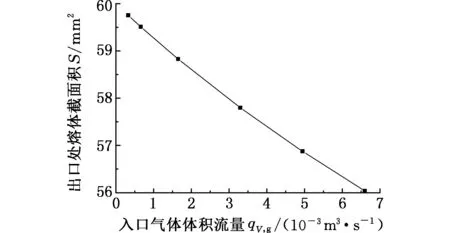
图5 出口处熔体截面积随入口气体体积流量变化曲线Fig.5 Melt section area on outlet plane vs gas inflow
2.2 熔体速度场分析

(a)对称面上vZ分布

(b)口模入口面上熔体的vZ分布(Z=0)

(c)Z=7.5 mm截面上熔体的vZ分布

(d)口模出口面上vZ分布(Z=15 mm)图6 熔体Z向速度分布云图Fig.6 vZ distribution of polymer melt

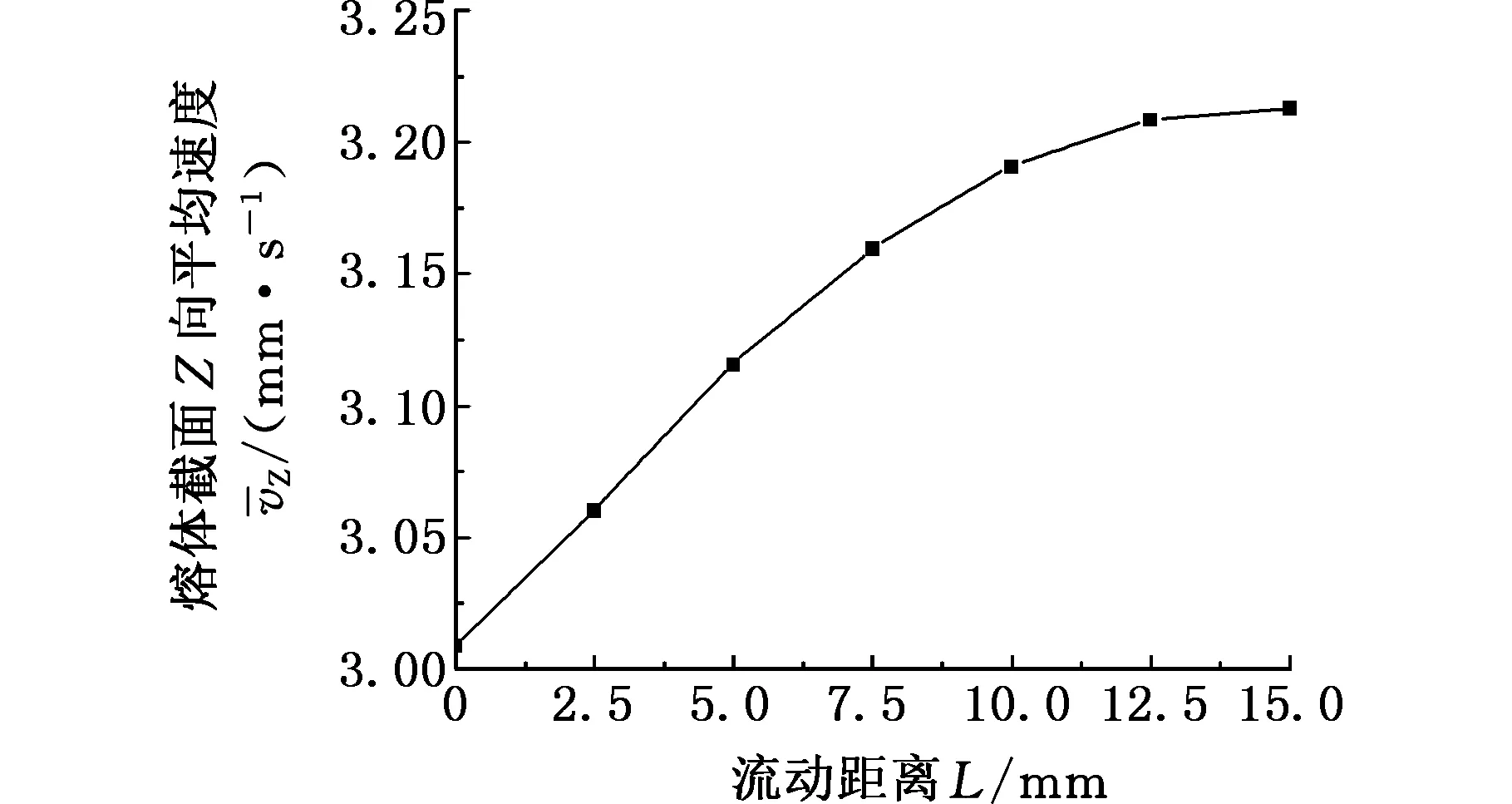
图7 熔体截面Z向平均速度随流动距离L变化曲线
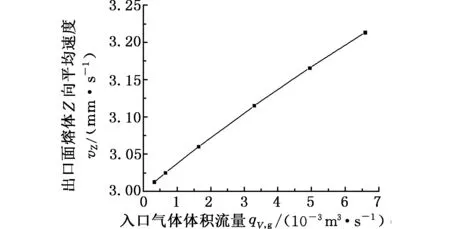
图8 出口面熔体Z向平均速度随入口气体体积流率变化曲线
上述分析表明,熔体在流道内受到高速气体层的拖曳作用,使熔体由表层到芯层间有较明显速度梯度,沿流体流动方向,熔体Z向速度逐渐增大,且截面上Z向速度最大值由角部区域逐渐移至中央靠近上下底面位置。通过图7和图3,图8和 图5之间的对比分析,发现熔体vZ越大,其截面积越小,这是因为在熔体入口流率保持不变的情况下,其Z向速度越大,其截面积必然越小。随气体入口流率增大,气体拖曳作用增强,口模出口处熔体截面上vZ越大,导致其截面积越小。
3 结论
气辅流道内聚合物熔体受到气体的拖曳作用,其Z向速度会逐渐增大,而截面积则逐渐减小,在口模出口面上其速度达到最大值,截面积达到最小值,截面形状有微小改变。口模出口面上熔体Z向速度随入口气体流率的增大近似线性增大,而熔体截面积则近似线性减小。本文研究结果明确了气辅挤出中气体流动对熔体截面产生影响的原因及规律,对气辅挤出制品截面尺寸的控制及气辅挤出口模的设计有重要参考价值。
[1] LIANG R F, MACKLEY M R. The Gas-assisted Extrusion of Molten Polyethylene [J]. Journal of Rheology,2001,45(1):211-226.
[2] 柳和生, 卢臣, 黄兴元. 塑料异型材气辅挤出成型实验[J]. 高分子材料科学与工程,2010,26(7):93-96. LIU Hesheng, LU Cheng, HUANG Xingyuan. Experiment of Gas-assisted Extrusion of the Plastic Profile with an Irregular Section[J]. Polymer Materials Science& Engineering,2010,26(7):93-96.
[3] 柳和生,黄兴元,周国发,等.气体辅助聚合物挤出中的二维等温粘弹流动的数值模拟[J]. 应用基础与工程科学学报,2006,14(4):514-522. LIU Hesheng, HUANG Xingyuan, ZHOU Guofa, et al. Numerical Simulation of Two Dimensional Isothermal Viscoelastic Polymer Flow in Gas-assisted Extrusion[J]. Journal of Basic Science and Engineering,2006,14(4):514-522.
[4] 黄兴元,柳和生,周国发,等.气体辅助挤出中影响气垫形成及稳定性因素分析[J].塑性工程学报,2005,12(5):101-104. HUANG Xingyuan, LIU Hesheng, ZHOU Guofa, et al. The Influence Factors on the Set up and Stability of Gas Layer in Gas Assisted Polymer Extrusion [J]. Journal of Plasticity Engineering,2005,12(5):101-104.
[5] 黄益宾.聚合物气体辅助共挤成型的理论和实验研究[D].南昌:南昌大学,2011. HUANG Yibin. Theoretical and Experimental Study on Polymer Gas-assisted Co-extrusion[D]. Nanchang: Nanchang University,2011.
[6] 彭小勇,顾炜莉,柳建祥,等.低速气体流动不可压缩性理论解析[J].南华大学学报(自然科学版),2004,18(3):34-35. PENG Xiaoyong, GU Weili, LIU Jianxiang, et al. A Theoretical Analysis of Incompressibility of the Low Speed Gas Flow[J]. Journal of Nanhua University (Science and Technology),2004,18(3):34-35.
[7] JONES S A. Advanced Methods for Practical Applications in Fluid Mechanics [M]. Rijeka:In Tech.,2012:71-72.
[8] 柳和生, 涂志刚, 熊洪槐. 聚合物熔体粘弹性本构方程[J]. 高分子材料科学与工程,2002,18(1):22-25. LIU Hesheng, TU Zhigang, XIONG Honghuai. Viscoelastic Constitutive Equation of Polymer Melts[J]. Polymer Materials Science& Engineering,2002,18(1):22-25.
[9] THIEN N P, TANNER R I. A New Constitutive Equation Derived from Network Theory[J]. Journal of Non-newton Fluid Mechanics,1977,2(4):353-365.
[10] FORTIN A, ZINE A. Computing Viscoelastic Fluid Flow Problems at Low Cost[J]. Journal of Non-newton Fluid Mechanics,1992,45(2):209-229.
[11] 邓小珍. 塑料异型材气体辅助共挤出成型的实验和理论研究[D]. 南昌:南昌大学,2014. DENG Xiaozhen. Experimental and Theoretical Study on Gas-assisted Co-extrusion of Plastic Profile with an Irregular Cross-section[D]. Nanchang: Nanchang University,2014.
[12] 邓小珍, 柳和生, 黄益宾, 等. 气辅共挤出界面位置对挤出胀大的影响[J]. 高分子材料科学与工程,2013,29(9):114-118. DENG Xiaozhen, LIU Hesheng, HUANG Yibin, et al. Influence of Interface Position on Die Swell in Gas-assisted Co-extrusion Molding Processes[J]. Polymer Materials Science& Engineering,2013,29(9):114-118.
[13] 黄益宾, 柳和生, 黄兴元. 聚合物双组分复合共挤成型的挤出胀大研究[J]. 应用基础与工程科学学报,2010,18(4):657-665. HUANG Yibin, LIU Hesheng, HUANG Xingyuan. Study on Extrudate Swell in Polymer Bicomponent Coextrusion Process[J]. Journal of Basic Science and Engineering,2010,18(4):657-665.
(编辑 袁兴玲)
Effects of Gas Flow on Melt Cross Sections in Polymer Gas-assisted Extrusion
HUANG Yibin1,2YU Zhong1XIONG Aihua3ZHANG Kai1
1.Jiangxi Key Laboratory of Polymer Preparation and Processing, Shangrao Normal University, Shangrao, Jiangxi,334001 2.School of Polymer and High Performance Materials, University of Southern Mississippi, Hattiesburg, MS,39401 3.School of Engineering, Jiangxi Agricultural University, Nanchang,330031
For the fully gas-assisted extrusion of a polystyrene sheet, a 3D finite element model which described the gas-melt stratified flow was established with the polymer melt and low speed heated air both being considered as incompressible fluid. Numerical computations of the flows in gas-assisted channel were performed by PolyFlow solver with some FEMs such as elastic-viscous-split-stress method (EVSS), streamline-upwind (SU) method etc. The effect laws of gas flow on melt cross sections were analyzed. The results show that in the gas-assisted channels the melt is towed by gas layer. Along the gas-assisted channels, the melt velocity in extrusion direction increases, and the melt sectional area decreases, both with flow distance and gradually reach an extreme value at die exit. On the outlet plane, the melt velocity in extrusion direction increases, and the melt sectional area decreases, both with gas volume inflow rate and in an approximately linear way.
gas-assisted extrusion; incompressible fluid; inflow volume rate; finite element method(FEM)
2016-05-20
江西省青年科学基金资助项目(20122BAB216012);国家留学基金资助项目(201308360171);江西省2015年度百人远航工程资助项目(2015141)
TQ320.66
10.3969/j.issn.1004-132X.2017.07.019
黄益宾,男,1978年生。上饶师范学院江西省塑料制备成型重点实验室副教授、副主任,美国南密西西比大学高分子及高性能材料系博士后研究人员。主要研究方向为高分子材料成型。发表论文21篇。E-mail:hyb126@126.com。余 忠,男,1984年生。上饶师范学院江西省塑料制备成型重点实验室讲师。熊爱华,男,1974年生。江西农业大学工学院讲师、博士。章 凯,男,1980年生。上饶师范学院江西省塑料制备成型重点实验室讲师、博士。
