5A90铝锂合金的超塑性变形行为
2017-06-15王国玮叶凌英孙大翔杨涛陈敏张新明
王国玮,叶凌英,孙大翔,杨涛,陈敏,张新明
5A90铝锂合金的超塑性变形行为
王国玮1, 2,叶凌英1, 2,孙大翔1, 2,杨涛1, 2,陈敏1, 2,张新明1, 2
(1. 中南大学轻合金研究院,湖南长沙,410083;2. 中南大学有色金属材料科学与工程教育部重点实验室,湖南长沙,410083)
采用光学显微镜、电子背散射衍射、电导率测试以及超塑性高温拉伸实验研究5A90铝锂合金超塑性变形行为和变形机理。研究结果表明:经450 ℃/30 min再结晶退火后,在变形温度为500 ℃、应变速率为8×10−4s−1的超塑性变形条件下,可使伸长率由未退火状态的630%提升至1 120%;在超塑性变形过程中,晶粒由长条状逐渐变为等轴状,而退火后的晶粒更加细小且等轴化程度更高,再结晶退火还可以提高材料内部的空位浓度并增加大角度晶界所占的比例,这都有利于伸长率提高;在最适宜超塑性变形条件下,该材料的应变速率敏感性指数为0.63,因此,其主要变形机制为晶界滑移,但在变形后期扩散机制成为一种协调机制。
5A90铝锂合金;再结晶退火;超塑性;空位浓度;晶粒组织
5A90铝锂合金是一种新型国产化合金材料,其密度低、比强度和比刚度高,并具有良好的焊接性能和卓越的超塑性成形性能, 是一种理想的轻质高强结构材料[1]。该合金广泛应用于航天航空领域,成为减轻飞行器质量、降低制造成本、节省燃料以及提高安全性能和承载能力的重要途径[2]。但由于5A90铝锂合金在室温环境中塑性较差,缺口敏感性大,回弹大,在加工过程中易开裂,难以采用传统的冷成形工艺生产复杂零部件,给其应用带来一定的困难[3]。超塑性成形作为一种新的材料成形技术,具有成形压力小、成形零件尺寸稳定、可以一次精密成形等优点[4]。该技术已经成为解决铝锂合金成形问题的有效方法,并成为航空航天领域中不可或缺的加工手段[5]。超塑性材料的变形机制是研究重点,目前传统公认的变形机制是晶界滑移,也有一些学者提出其他机制如扩散蠕变机制、位错蠕变机制、亚晶粗化机制、亚晶晶界滑移机制以及复合协调机制[6−9]。5A90铝锂合金在超塑拉伸前进行450 ℃/30 min的再结晶退火+水淬,其伸长率显著提高[10],但目前对提升原因不清楚,而且人们对该合金的超塑性变形行为和机理研究较少。为此,本文作者以450 ℃/30 min的再结晶退火+水淬处理后的5A90铝锂合金超塑性板材为实验对象,探究该合金最适宜超塑性变形条件,并研究其在最适宜超塑性变形条件下的超塑性变形行为和组织演变,分析其变形机理和超塑性提升的原因。
1 实验
1.1 实验材料
实验用材为2 mm厚的5A90铝锂合金热轧板材,其化学成分如表1所示。沿轧制方向将板料制成图1所示的标准试样[11]。
1.2 实验方法
超塑拉伸在RWS50拉伸试验机上进行。采用对开式三段电阻丝炉加热,试验机恒温区长度为300 mm,动态温度波动范围为±3 ℃。样品升至测试温度后,保温15 min开始拉伸,拉伸过程中夹头的速度保持恒定不变。实验变形温度范围为450~540 ℃,初始应变速率为5×10−4~3×10−3s−1。取拉伸后的样品纵截面进行分析,用于金相观察的样品先用水磨和金相砂纸打磨,然后经机械抛光后,用稀硝酸擦拭样品表面,再用混合酸(1HF+4HCl+4HNO3+15H2O,体积比)腐蚀15~20 s,腐蚀后立刻用清水清洗并用吹风机吹干后,在MX−3000型光学显微镜下进行观察分析;用于EBSD分析的样品经机械抛光后,用(10% HClO4+ 90% C2H5OH,体积分数)进行电解抛光;用于电导率测试的样品为20 mm×20 mm的正方形试样,经轻微打磨试样表面后在D60K数字金属电导率测量仪上进行实验,选取试样上不同的5个点进行测量,取其平均值。
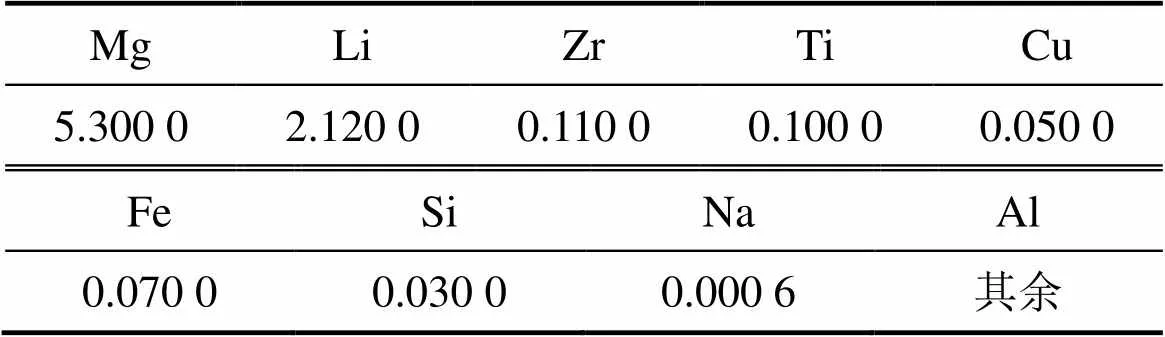
表1 5A90铝锂合金板材实测化学成分(质量分数)

数据单位:mm;d为直径,R为半径
2 实验结果
2.1 再结晶退火对晶粒组织的影响
5A90铝锂合金板材纵截面EBSD照片及其取向分析结果分别见图2和图3。
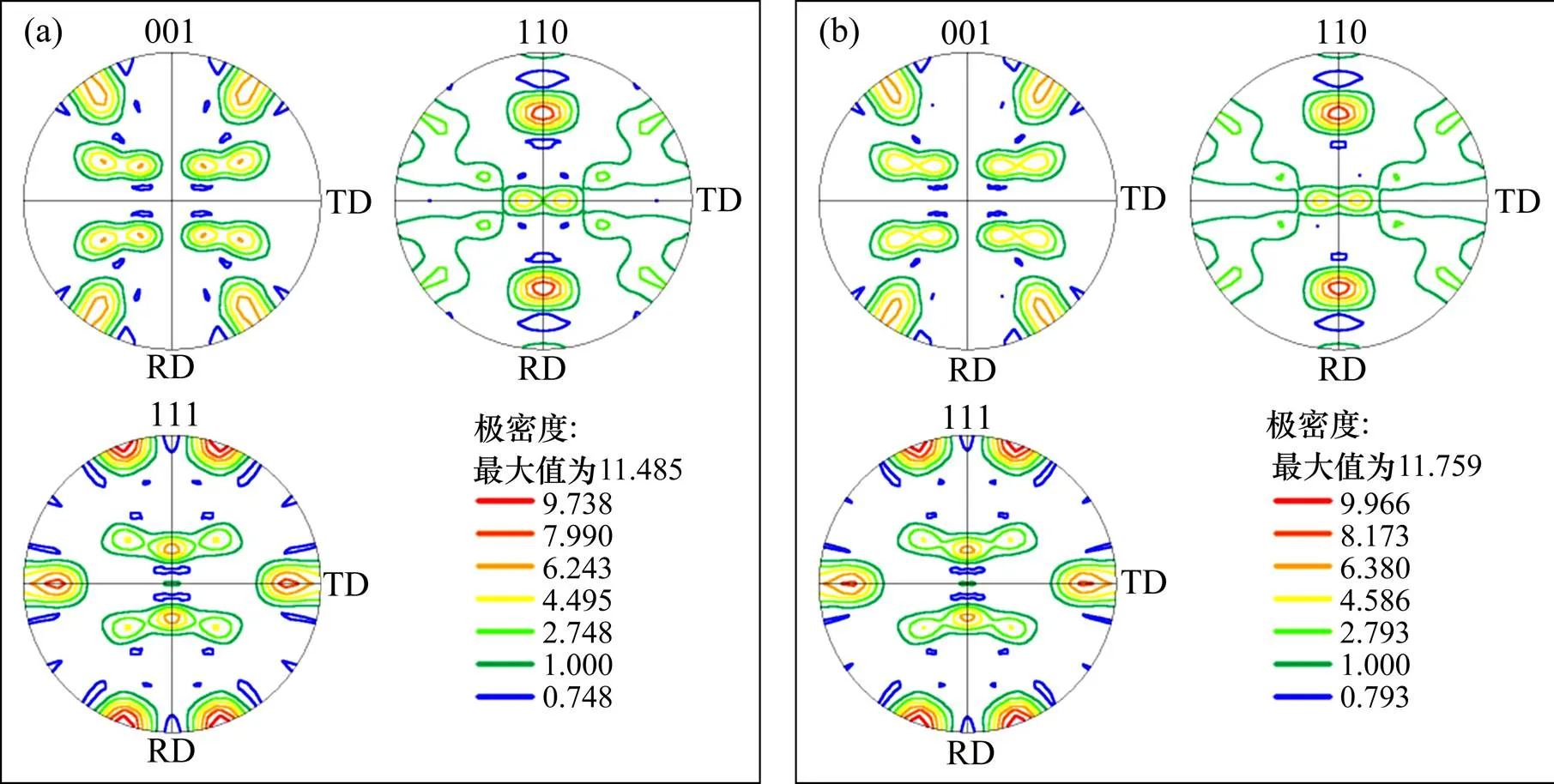
从图2和图3可以看出:与原始板材相比,经过450 ℃/30 min再结晶退火后的板材,其晶粒的形状和大小变化不大,但取向差发生了显著变化,退火后的板材其大角度晶界(>10°)增大了18%;而大角度晶界增大有利于晶界滑移和晶粒旋转,从而提高材料的伸长率。图4所示为原始板材及450 ℃/30 min再结晶退火后板材的EBSD数据导出的{100},{110}和{111}极图。从图4可见:原始板材中以{111}<112>织构为主,还有少量Brass织构;而在经再结晶退火后的板材中,晶粒发生连续再结晶,存在主要的织构类型是{112}<110>和Brass织构。
2.2 适宜超塑性变形条件的确定
选取450 ℃/30 min退火后的拉伸试样进行高温拉伸实验,其初始应变速率为3×10−3,1×10−3,8×10−4和5×10−4s−1,变形温度为450,475,500,525和540 ℃,得出试样在不同变形条件下的伸长率如表2所示,最大伸长率的宏观照片如图5所示。
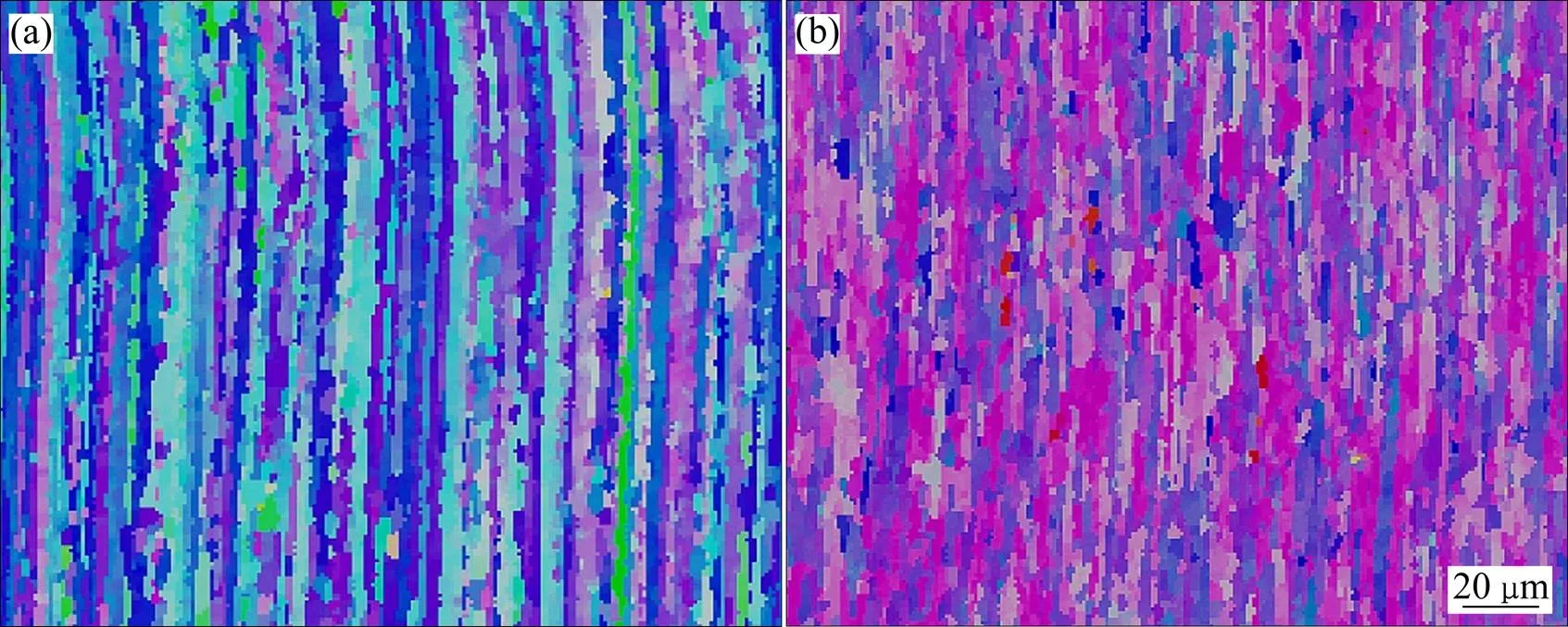
(a) 原始板材;(b) 450 ℃/30 min再结晶退火
Fig 2 EBSD photos of 5A90 A1-Li alloy sheet

(a) 原始板材;(b) 450 ℃/30 min再结晶退火
(a) 原始板材;(b) 450 ℃/30 min再结晶退火

表2 不同变形条件下的伸长率
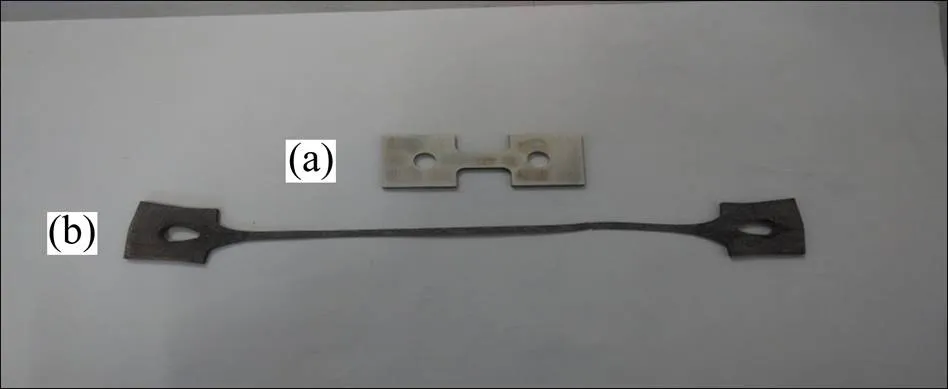
(a) 未拉伸试样;(b) 500 ℃和8×10−4 s−1拉伸后的试样
实验结果表明:在自身组织一定的前提下,在不同的变形温度和应变速率下,其伸长率存在差异。5A90铝锂合金的最适宜超塑性变形条件如下:温度为500 ℃,初始应变速率为8×10−4s−1。在该条件下获得最大的伸长率1 120%,而未退火材料的最大伸长率为630%。
2.3 5A90铝锂合金的应力-应变曲线
当变形温度为500 ℃时,不同应变速率的5A90铝锂合金应力−应变曲线和8×10−4s−1应变速率下不同变形温度的应力−应变曲线图6和图7所示。从图6和图7可看出应力−应变曲线的主要特征是:在变形初期,由于加工硬化率很高,流动应力随应变的增加快速达到峰值,该时期硬化作用占主导地位,接着进入短暂的稳定流动时期,该时期流动应力基本保持不变,最后应力又开始不断下降,直到断裂,该时期软化作用占主导地位[12];在不同变形条件下,真应力迅速达到峰值后下降速度不同,这也反映了材料在不同变形条件下的伸长率;在500 ℃和8×10−4s−1变形条件下,稳定变形持续时间最长,材料获得最大伸长率,这是由于此时材料内部硬化与软化作用达到了动态平衡[13]。
2.4 应变速率敏感性指数
超塑性变形的应力−应变曲线与初始应变速率有很大关系。取合金的应力−应变曲线上某一应变下的流动应力与对应的初始应变速率按与关系绘图[14],便可以得到图8所示曲线,流动应力取自真应变为0.5时所对应的值。曲线上每点的斜率即为应变速率敏感性指数。是超塑性本质的反映,通常将大于0.3的材料认定为具有超塑性。据图8,在不同变形温度和应变速率条件下,计算得的范围为0.26~0.65,最大的超塑性伸长率条件下对应的约为0.63。
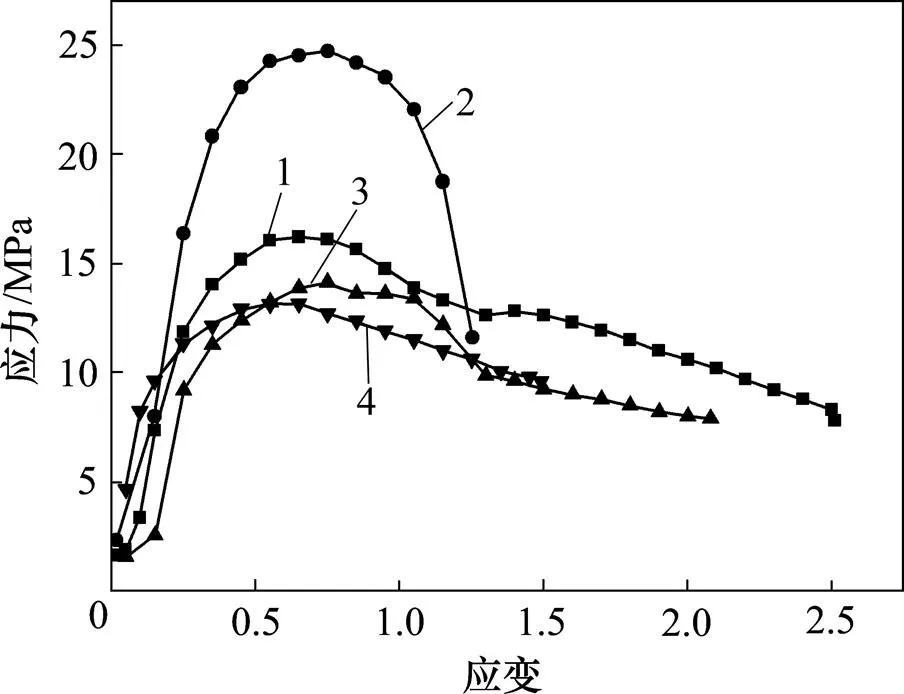
初始应变速率/s−1:1—8×10−4;2—3×10−3;3—5×10−4;4—1×10−3。
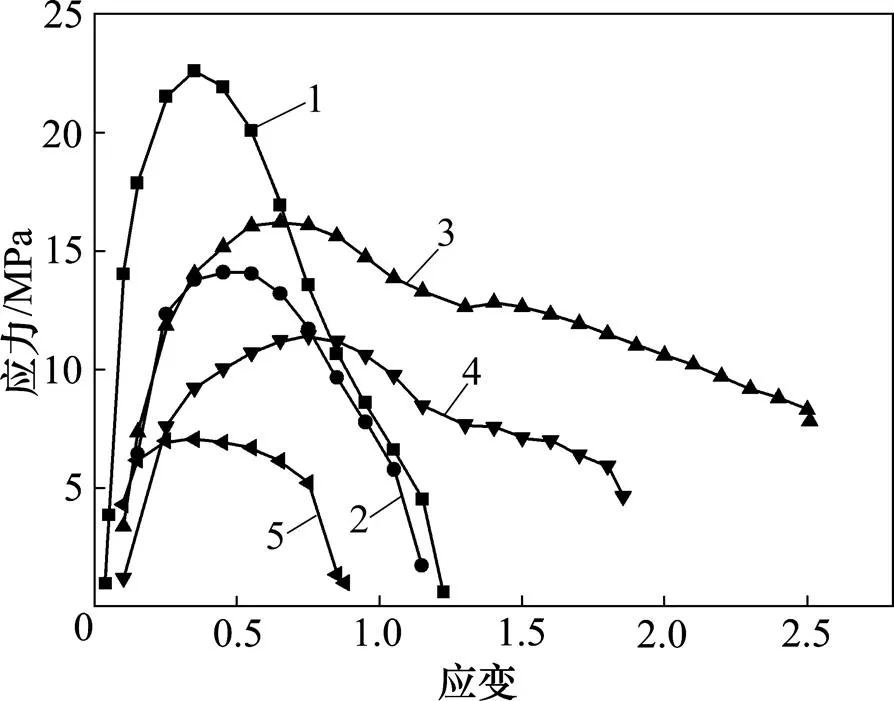
温度/℃:1—450;2—475;3—500;4—525;5—540。
2.5 再结晶退火对电导率的影响
在未经退火和5种不同退火温度+水淬下的各试样上随机选取5个点测试电导率,取平均值后所得结果如下:退火前的试样的电导率为8.23 MS/m;450,475,500,525和540 ℃退火下的试样的电导率分别为7.95,7.90,7.82,7.78和7.81 MS/m,如图9所示。由图9可知:未退火的5A90铝锂合金板材的电导率比退火后板材的电导率大,即退火前板材的空位浓度比退火后的低,虽然退火也会影响晶粒粒度和析出相的特征,进而影响电导率。但由于退火温度较高,晶粒粒度和析出相已变化不大[15],所以,退火最主要的作用是增大了板材的空位浓度,且随着温度上升,板材的空位浓度先上升后下降。
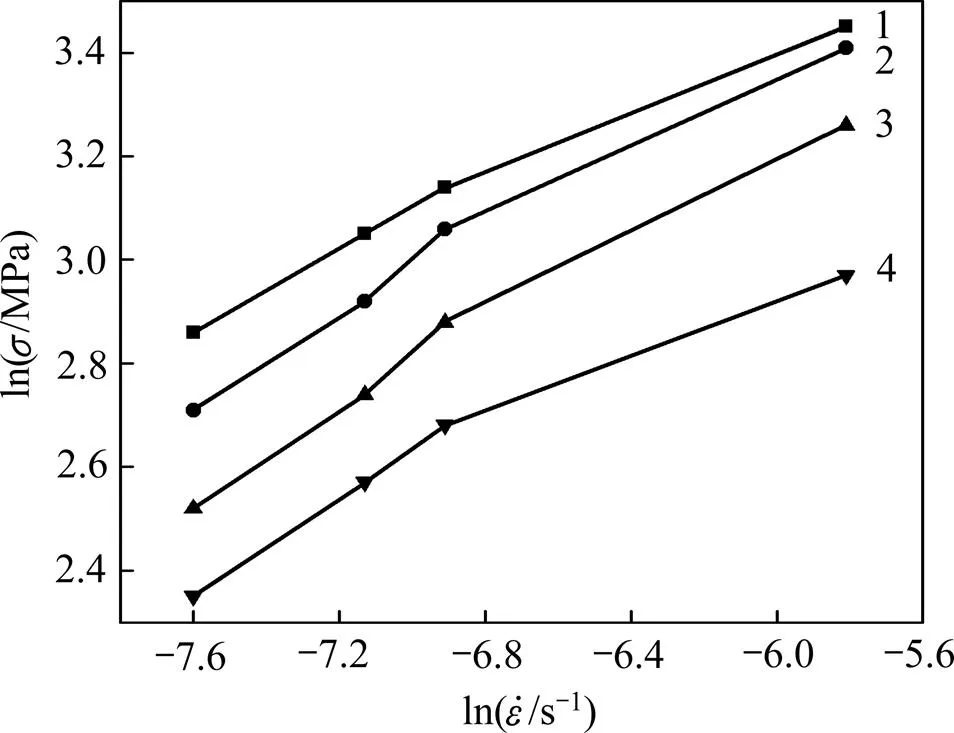
温度/℃:1—450;2—475;3—500;4—525。
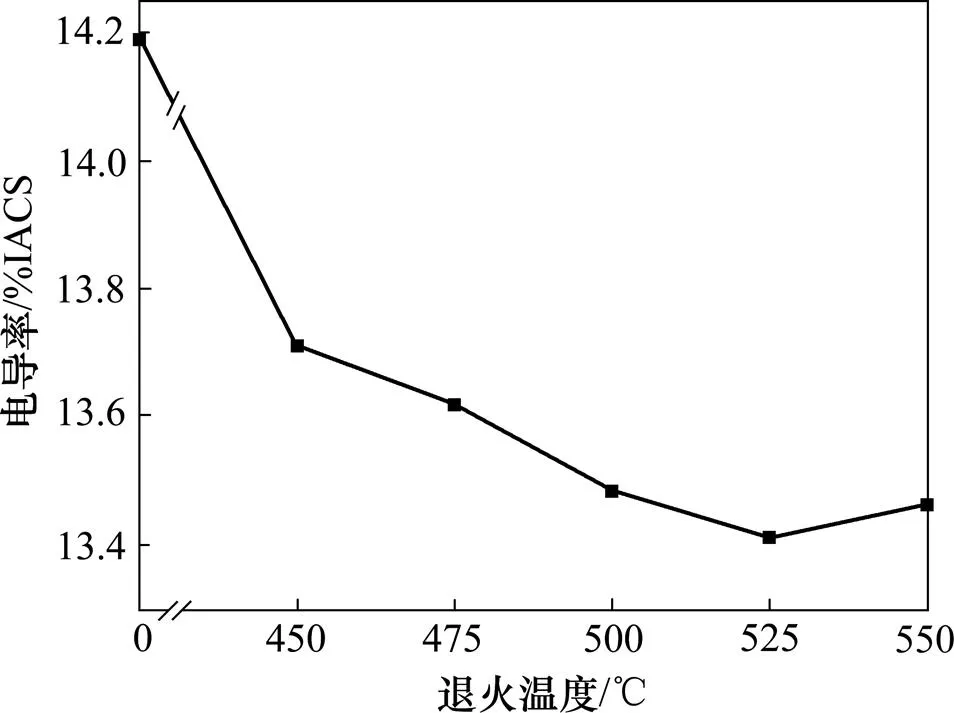
图9 不同退火温度下5A90铝锂合金的电导率变化图
2.6 晶粒组织演变
在变形温度为500 ℃、初始应变速率为8×10−4s−1的最适宜超塑性变形条件下,将样品拉伸至真应变为0.17,0.25,0.32,0.58,0.78,0.98,1.29,1.56和1.78及断裂(真应变为2.38)时终止实验. 取样进行组织观察,研究超塑性变形过程中显微组织的演变规律。
图10所示为经450 ℃/30 min退火后超塑性拉伸至不同阶段的金相组织演变结果。从图10可以看出:当真应变小于0.58时(见图4(a)和(b)),绝大部分晶粒仍然保持长条状;当真应变大于0.58时(见图4(c)和(d)),长条状的晶粒开始逐步减少,沿板材法向的晶粒尺寸明显增大,等轴状晶粒开始出现,且随着变形量增加,等轴晶所占比例越来越大;随着变形进一步进行,晶粒进一步等轴化,当真应变达到1.56后(见图4(e)和(f)),晶粒基本上全部变为等轴晶,晶粒在保持等轴状的同时,晶粒也开始长大,同时出现了尺寸由小到大的空洞;在合金断裂时,合金内部几乎全部是尺寸较大的空洞。
图11所示为未退火后超塑性拉伸至不同阶段的金相组织演变结果。其演变过程与经退火的板材演变过程大体一致,但晶粒粒度及晶粒纵横比有所不同。由图10和图11可知:在相同变形量下(如=1.56),退火后材料的空洞体积分数比未退火的大,但退火后板材的伸长率要比未退火的高。这主要是空位发挥了显著作用,在达到一定变形量并产生部分空洞时,空位开始发挥作用,它能够在变形过程中弥合部分空洞并抑制晶粒和空洞过快长大,从而促进材料伸长率 提高。
采用线截距法计算经450 ℃退火后超塑拉伸至不同应变量的晶粒粒度,如表3所示。表3中:ND为沿法向方向的晶粒粒度;RD为沿轧向方向的晶粒粒度。在超塑性变形的初始阶段(≤0.58),晶粒粗化,法向方向晶粒粒度由3.5 μm增大到5.5 μm,而沿轧向的晶粒粒度则有所减小,从21.4 μm减小到17.8 μm;当真应变为0.58~1.56时,沿法向的晶粒粒度继续增大,沿纵向的晶粒粒度继续减小,当真应变大于1.56时,晶粒稳定长大,形貌保持等轴,但长大幅度不大,同时开始出现一些直径不一的空洞;而晶粒粒度纵横比随真应变增加而逐渐降低,当真应变大于1.56时,晶粒尺寸纵横比稳定在1.38,即晶粒形貌保持等轴。未退火板材的晶粒尺寸如表4所示,晶粒粒度纵横比最后稳定在1.50,等轴化程度比退火态的低。
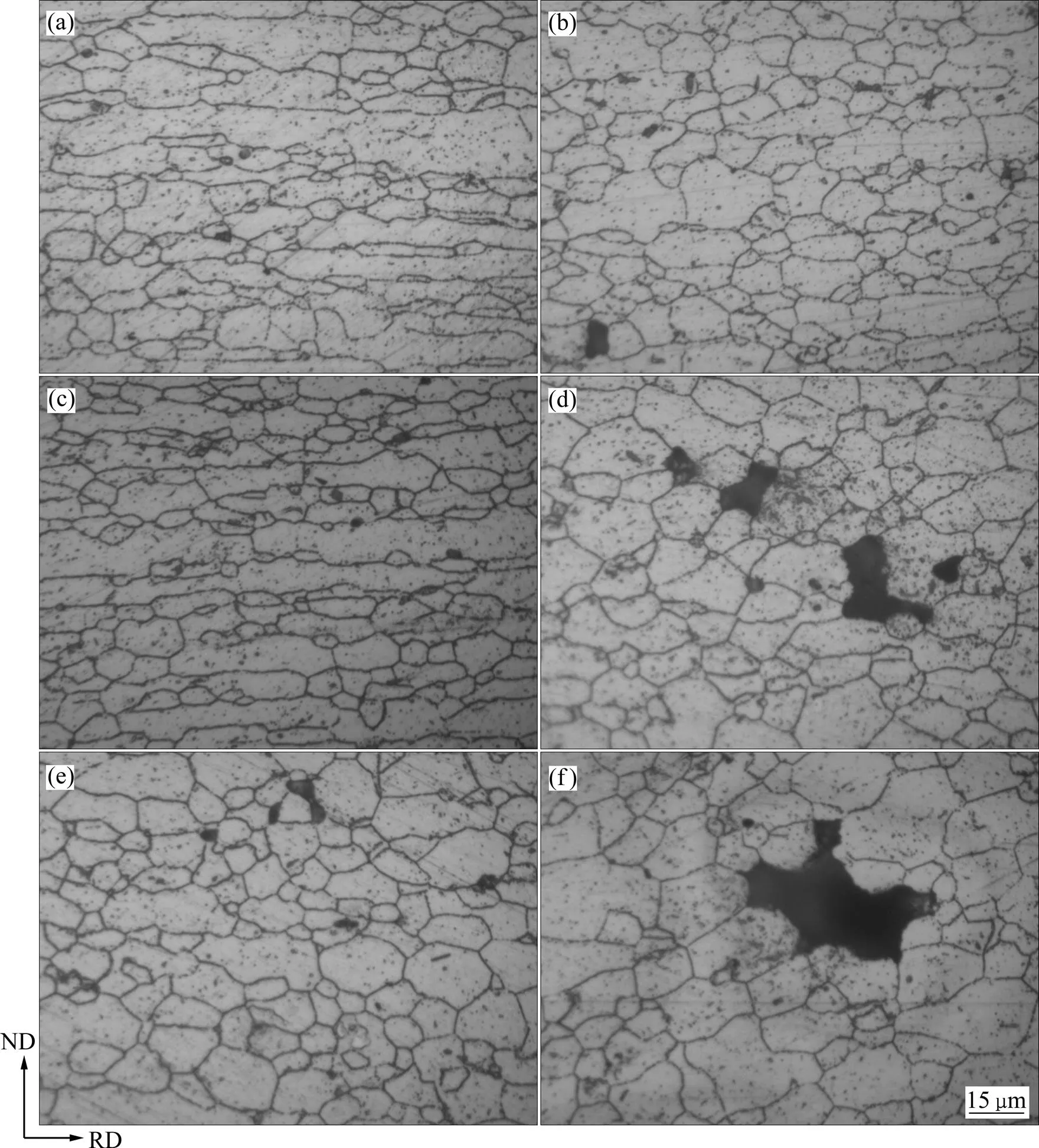
ε:(a) 0.17;(b) 0.58;(c) 0.78;(d) 0.98;(e) 1.56;(f) 1.78

ε:(a) 0.17;(b) 0.58;(c) 0.98;(d) 1.56
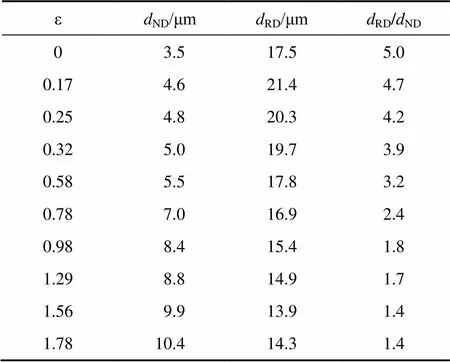
表3 经450 ℃退火后超塑拉伸至不同应变量的5A90铝锂合金晶粒粒度
3 分析与讨论
在相同变形条件下,未退火的5A90铝锂合金板材的伸长率为630%,而经450 ℃/30 min退火后的合金板材的伸长率为1 120%。伸长率提高可能有3个方面的原因:1) 退火后水淬会使合金内的空位浓度增加,空位浓度增大将导致物质迁移加剧,在超塑性变形过程中空位可以弥补变形过程中产生的细小空隙,抑制空洞的聚合和长大,从而提高其伸长率(见图9);2) 由表3和表4可知退火后每一种相同变形量下的晶粒粒度和晶粒纵横比都比未退火的小,也就是说,再结晶退火能够通过细化晶粒粒度和使晶粒更加等轴化的方式来提高伸长率;3) 由图3可知再结晶退火后,大角度晶界数量增加,这有利于晶界滑移和晶粒旋转,从而提高材料的伸长率。虽然这3个因素都有助于提高材料的伸长率,但通过分析实验结果可知退火后大角度晶界数量只增加18%,且在最后稳定阶段晶粒粒度纵横比相对于未退火只减小约9%,而图10和图11表明在相同变形量下,经退火材料的空洞体积分数明显比未退火的大,但退火后板材的伸长率显著比未退火的高。因此,在变形量大于0.98后,空位浓度的增大对于伸长率的提高起主要作用。
到目前为止,仍没有一种统一、完整的理论可以解释合金的超塑性变形行为,但从定性意义上说,对超塑性变形起主导作用的是一种晶界行为。此外,还伴随着多种协调机制[16−17]。
根据图8,在不同变形温度和应变速率下,得的变化范围为0.26~0.65。最大在变形温度为475 ℃、初始应变速率为8×10−4s−1的变形条件下获得。最大的超塑性伸长率条件下对应的约为0.63,即最大的并未对应最大的超塑性伸长率。是决定材料持续变形能力的主要参数,是超塑性本质的反映,一般将大于0.3的材料认定为具有超塑性,当大于0.50时,认为晶界滑移是超塑性变形的主要机制[18−19]。因此,5A90铝锂合金在变形温度为500 ℃、应变速率为8×10−4s−1的超塑性变形条件下,其主要变形机制为晶界滑移,而扩散机制在变形后期则作为主要的协调机制。
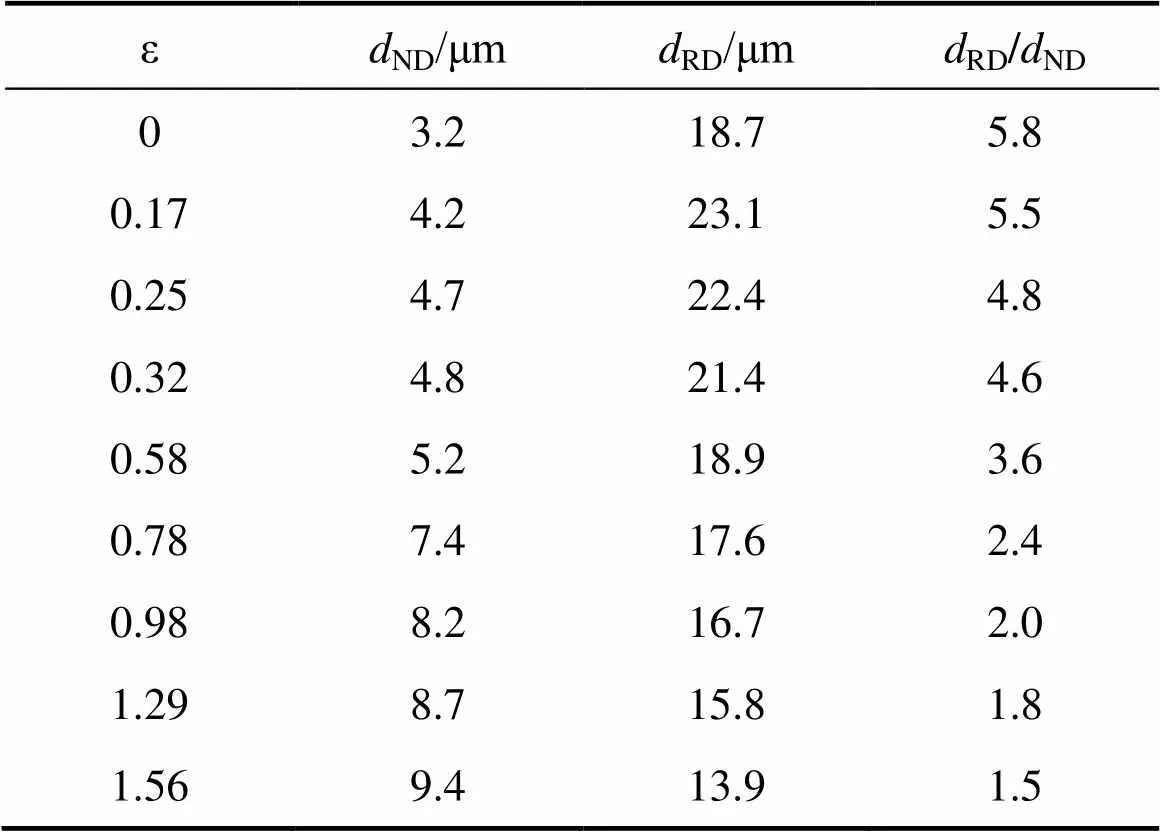
表4 未经退火超塑拉伸至不同应变量的5A90铝锂合金晶粒粒度
4 结论
1) 对5A90铝锂合金板材进行450 ℃/30 min再结晶退火+水淬处理,在变形温度为500℃、应变速率为8×10−4s−1的超塑性变形条件下获得最大伸长率,即最大伸长率为1 120%。且在此条件下,其约为0.63。当变形量大于0.58以后,晶粒开始发生动态再结晶,该阶段的变形机制主要为晶界滑移,而当变形量大于0.98之后,扩散机制成为一种协调机制。
2) 在变形初期绝大部分晶粒仍然保持长条状,随着变形量增大,长条状的晶粒减少而等轴状的晶粒粒度增大。当变形量达到一定程度时,晶粒基本上全部变为等轴晶,同时晶粒也开始长大,并出现了空洞。
3) 再结晶退火可以增加板材的空位浓度、降低晶粒粒度纵横比并且增加大角度晶界的比例,这3点共同作用使退火后材料的伸长率比未退火的大。
[1] 李保健, 钟利萍.铝锂合金研究历史和现状[J].科技资讯, 2012(33): 63. LI Baojian, ZHONG Liping. History and current situation of Al-Li alloys[J]. Technology Information, 2012(33): 63.
[2] MA Yang, ZHOU Xue, THOMPSON G E, et al. Distribution of intermetallics in an AA2099-T8 aluminium alloy extrusion[J]. Materials Chemistry and Physics, 2011, 126(1/2): 46−53.
[3] ZHANG Xinming, ZHENG Dawei, YE Lingying, et al. Superplastic deformation behavior and mechanism of 1420 A1-Li alloy sheets with elongated grains[J]. Journal of Central South University of Technology, 2010, 17(4): 659−665.
[4] 叶凌英. 1420铝锂合金的晶粒细化及超塑性行为[J].航空制造技术, 2009(10): 82−86. YE Lingying. Grain rennement and superplastic behavior of 1420 A1-Li alloy sheets[J]. Aeronautical Manufacturing Technology, 2009(10): 82−86.
[5] FRIDLYANDER I N. Russian aluminum alloys for aerospace and transport application[J]. Metal Science Forum, 2000, 35(8): 921−926
[6] WATTS B M, STOWELL M J, BAIKIE B L, et al. Superplasticity in Al-Cu-Zr alloys part Ⅱ: microstructural study[J]. Metal Science, 1976, 10(6): 198−206.
[7] BRICHNELL R H, EDINGTON J W. Deformation characteristics of an Al-6Cu-0.4Zr superplastic alloy[J]. Metallurgical and Materials Transactions A, 1979, 10(9): 1257−1263.
[8] HALES S J, MCNELLEY T R. Microstructural evolution by continuous recrystallization in a superplastic Al-Mg alloy[J]. Acta Metallurgica, 1988, 36(5): 1229−1239.
[9] LIU Fangchen, XUE Ping, MA Zhaoyang. Microstructural evolution in recrystallized and unrecrystallized Al-Mg-Sc alloys during superplastic deformation[J]. Materials Science and Engineering A, 2012, 547(6): 55−63.
[10] 张新明, 雷钊, 叶凌英. 提高 1420 铝锂合金板材超塑性的方法[J]. 热加工工艺, 2012, 28(9): 51−56. ZHANG Xinming, LEI Zhao, YE Lingying. Methods of improving superplasticity for 1420 A1-Li alloy sheets[J]. Hot Working Technology, 2012, 28(9): 51−56.
[11] 吴诗惇. 金属超塑性变形理论[M]. 北京: 国防工业出版社, 1997: 98−107. WU Shidun. The superplastic deformation theory of metal[M]. Beijing: National Defense Industry Press, 1977: 98−107.
[12] 张盼. 5A90铝锂合金超塑性变形微取向演变及变形机理[D]. 长沙: 中南大学材料科学与工程学院, 2014: 39−41. ZHANG Pan. Micro-orientation evolution and deformation mechanism of Al-Li alloy 5A90 during superplastic deformation[D]. Changsha: Central South University. School of Materials Science and Engineering, 2014: 39−41.
[13] 张盼, 叶凌英, 顾刚. 5A90铝锂合金超塑性变形的组织演变及变形机理[J].材料工程, 2014, 42(9): 9−12. ZHANG Pan, YE Lingying, GU Gang. Microstructural evolution and deformation mechanism of 5A90 A1-Li alloy during superplastic deformation[J]. Journal of Materials Engineering, 2014, 42(9): 9−12.
[14] YE Lingying, ZHANG Xingming, ZHENG Dawei. Superplastic behavior of an Al-Mg-Li alloy[J]. Journal of Alloys and Compounds, 2009, 487(1/2): 109−115.
[15] LI Hongping, YE Lingying, ZHANG Pan, et al. Microstructure and texture characterization of superplastic Al-Mg-Li alloy[J]. Trans Nonferrous Met Soc China, 2014, 24(7): 2079−2087.
[16] 叶凌英. 细晶铝锂合金板材的制备原理、技术及超塑性变形行为[D]. 长沙: 中南大学材料科学与工程学院, 2010: 97−99. YE Lingying. Fine grain aluminum alloy sheet preparation principle, technology and superplastic deformation behavior[D]. Changsha: Central South University. School of Materials Science and Engineering, 2010: 97−99.
[17] BATE P S, RIDLEY N, ZHANG B. Mechanical behavior and microstructural evolution in superplastic Al-Li-Mg-Cu-Zr AA8090[J]. Acta Materialia, 2007, 55(15): 4995−5006.
[18] ZHANG Pan, YE Lingying, ZHANG Xinming, et al. Grain structure and microtexture evolution during superplastic deformation of 5A90 A1-Li alloy[J]. Trans Nonferrous Met Soc, 2014, 24(7): 2088−2093.
[19] 张艳苓, 郭和平, 李志强. 细晶1420铝锂合金超塑性能试验研究[J]. 塑性工程学报, 2009, 16(4): 134−137. ZHANG Yanling, GUO Heping, LI Zhiqiang. The experimental research on superplastic performance of fine-grained 1420 Al-Li alloy[J]. Journal of Plasticity Engineering, 2009, 16(4): 134−137.
(编辑 陈灿华)
Superplastic deformation behavior of 5A90 aluminum-lithium alloy
WANG Guowei1, 2, YE Lingying1, 2, SUN Daxiang1, 2, YANG Tao1, 2, CHEN Min1, 2, ZHANG Xinming1, 2
(1. Light Alloy Research Institute, Central South University, Changsha 410083, China;2. Key Laboratory of Nonferrous Materials Science and Engineering, Ministry of Education, Central South University, Changsha 410083, China)
The superplastic deformation behavior and deformation mechanism of 5A90 Al-Li alloy during superplastic deformation were studied by optical microscopy, electron back scattering diffraction, electrical conductivity test and high temperature tensile test. The results show that the elongation of the specimen which is recrystallized at 450 ℃for 30 min before the tensile test can increase from 630% to 1 120% at an appropriate superplastic condition, which is obtained at temperature of 500 ℃ and an initial strain rate of 8×10−4s−1. During the process of superplastic deformation, elongated grains gradually change to be equiaxed, and after annealing grain size becomes smaller and axis degree is higher. In addition, recrystallization annealing can improve vacancy concentration and increase the proportion of large angle grain boundary, which is beneficial to the improvement of the elongation. In the appropriate condition, the strain rate sensitivity indexof thismaterial is 0.63, and the main deformation mechanism is GBS. But at the late stage of the deformation, diffusion is taken as a coordination mechanism.
5A90 Al-Li alloy; recrystallization annealing; super plasticity; vacancy concentration; grain structure
10.11817/j.issn.1672-7207.2017.05.003
TG146.2
A
1672−7207(2017)05−1141−08
2016−06−10;
2016−08−06
国家自然科学基金资助项目(51205419) (Project(51205419) supported by the National Natural Science Foundation of China)
叶凌英,副教授,从事高性能铝、镁合金组织与性能研究;E-mail: 30575421@qq.com
