机器视觉在钢琴制造企业中的应用研究
2017-06-07袁庆松
袁庆松
摘要: 针对钢琴企业钢琴面板人工装配和检测效率低、质量差等问题,开发了基于机器视觉的钢琴面板装配过程在线检测系统。利用Hough变换算法实现了对面板兴趣区域的精准识别,采用差异哈希算法提高匹配精度,实现钢琴面板生产的在线检测,保证生产效率和产品质量。
Abstract: Aiming at some problems such as low efficiency, poor quality existing in manual assembly and testing of piano panels in piano enterprises, the on-line piano panel assembly process detection system based on machine vision is developed. It is to achieve a precise identification of the panel's interest region by using the Hough transform algorithm, and Hash algorithm is used to improve the matching accuracy, realize on-line detection of piano panel production, and guarantee the production efficiency and product quality.
关键词: 钢琴制造;机器视觉;在线检测;哈希匹配
Key words: piano manufacturing;machine vision;on-line detection;Hash matches
中图分类号:TP391 文献标识码:A 文章编号:1006-4311(2017)16-0131-02
0 引言
近年我国钢琴消费需求逐年扩大,国内巨大的市场需求使得钢琴企业扩大生产规模。目前钢琴制造大多以人工为主,效率低、工作量大。钢琴面板装配使用到大量的螺钉,错装、漏装现象时有发生。工序完工后的螺钉检测也由人工进行,人眼在长时间工作后易产生疲劳,检测的准确性和效率大大降低,同时人工检测带有主观性,影响产品质量。为提高钢琴面板质量及生产效率,本文研制了钢琴面板装配过程在线检测系统,对钢琴面板的装配情况自动检测并标注出螺钉错装和漏装的具体位置,以便及时发现问题并进行补装及修正。
1 在线检测系统结构设计
在钢琴制造生产过程中,传统的人工检测稳定性、可靠性差,也没有统一标准,不利于产品的质量控制。探索客观有效、高速可靠的质量控制方案,寻求新的产品质量缺陷检测方法成为许多钢琴制造企业需要解决的问题。因此,引入機器视觉实现对钢琴面板装配过程的在线检测,提高产品质量及生产效率。结合工人现场作业环境,考虑光照、操作方法和生产流程等因素,对原有的生产设备进行优化;利用控制程序和Hough变换方法,实现对钢琴面板的检测;最后采用差异哈希算法匹配标准图像,判断钢琴面板是否装配合格,输出检测结果,实现对钢琴面板的生产在线检测。
本文开发的钢琴面板制造装配在线检测系统主要由两大部分组成:硬件系统与软件系统[1-2],实现钢琴面板装配情况的实时反馈。工人通过人机交互界面进行查看,不仅提高钢琴面板的生产效率,同时也保证了产品的质量。
1.1 硬件设计
硬件系统由照明设备、待检产品、感应设备、图像采集设备、PC设备、控制设备、显示设备等部分组成,如图1所示。
1.2 软件设计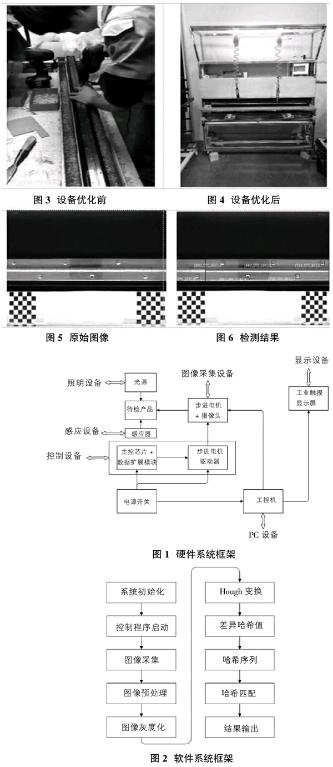
软件系统主要由图像预处理、Hough变换、差异哈希算法、哈希匹配等步骤组成,具体实现流程如图2所示。
2 机器视觉在线检测方法
装配过程中,螺钉特征轮廓可能会受力产生变形,不利于检测,生产环境对系统的检测也会产生干扰,因此,特征提取方法需要很高的鲁棒性。考虑到检测的目标为螺钉,图像特征为圆形,对噪声不敏感的霍夫变换[3-4]可实现图像的特征提取,并保证一定的鲁棒性。
2.1 哈希算法
传统的模板特征匹配方法一般直接以标准图像的特征作为检测依据,变形及光线变化会对匹配的速率会产生很大的影响。光照变化会导致兴趣区域明暗变化,使兴趣区的像素值发生变化,从而对图像匹配产生影响。本文引入哈希序列作为兴趣区域样本的特征表示方式,利用兴趣区域图像像素间的差值相对固定的性质,降低光照变化导致匹配精确率低的影响。哈希序列就是将兴趣区域图像像素依次互相比较,得到一系列的哈希值[5-6]。
对像素矩阵的每一行进行如下操作:相邻的两个元素进行相减(左边元素减右边元素),得到差异值;对差异值进行处理,若为正数或0,则记得为1;若为负数,记为0。如下表达式:
2.2 哈希匹配
哈希匹配的主要内容是将待检测兴趣区的哈希序列与标准样本兴趣区对比,利用最小汉明距离进行结果输出,判断钢琴面板装配情况。其基本步骤如下:
①通过Hough变换圆形检测,得到图像兴趣区,计算该区域的灰度值;
②将兴趣区的图像相邻像素进行相互比较,依次得到各兴趣区的差异哈希值,最后得到相关的哈希序列;
③将哈希序列与标准工件对比,利用汉明距离实现图像特征匹配。
④通过比较,该兴趣区的装配情况与得到最小汉明距离的标准工件兴趣区装配情况相同。最终在显示屏中输出检测结果,实现钢琴面板装配过程的检测。
3 应用实例分析
Y钢琴制造公司是一家专业从事中高档钢琴的企业,产品品质得到同行业专业人士的好评,产品远销日本、香港、德国、奥地利等国,国内销售量还在不断增加。由于生产主要以人工为主,工人在进行钢琴面板装配的工序中,每天需进行大量次数的螺钉装配,在长时间的工作下,极易产生生理疲劳,导致漏装和错装,极大地影响了产品的生产效率和质量。
本文设计的钢琴面板装配过程自动检测系统所采集的图像分辨率为800*600,采集的所有图像在PC设备中进行处理,系统配置为Intel 酷睿I5 4200U @2.2GHz、4G运行内存、Win 10操作系统;相机分辨率在500万以上。在生产现场中进行生产检测实验,生产设备优化前后对比及检测结果如图3~图6所示。
对不同型号的钢琴面板进行实验检测,可得本系统的检测正确率高达97%,且将已装检测为漏装的出错率为0.3%,可得本系统满足钢琴面板实际装配生产的需求,具有很好的实用性。
4 结语
目前智能制造是制造业领域发展的趋势,传统的手工制造不仅在生产效率还是质量保证等方面,很难适应当今大量需求及多样化需求的环境。本文针对钢琴企业传统的制造工艺及生产环境,对其进行优化设计并改进,同时引入機器视觉来代替部分人工生产操作,实现对产品的在线生产检测。通过在Y公司的投入使用,在钢琴面板装配工序中,不仅解放部分人力,使工人轻松工作,而且提高了产品的生产效率和产品的质量。
参考文献:
[1]袁清珂,张振亚,吴晖辉,毕庆,陈圣明.基于机器视觉系统的自动检测系统设计与开发[J].组合机床与自动化加工技术,2014(11):119-121.
[2]穆向阳,张太镒.机器视觉系统的设计[J].西安石油大学学报(自然科学版),2007(22):104-109.
[3]周封,杨超,王晨光,王丙全,刘健.基于随机 Hough 变换的复杂条件下圆检测与数目辨识[J]. 仪器仪表学报,2013(34):622-628.
[4]段黎明,汪威,张霞.改进的Hough变换实现圆检测[J].计算机集成制造系统,2013(19):2148-2152.
[5]张宇,黄亚博,焦建彬.一种基于机器视觉的圆型零件检测技术[J].计算机工程,2008(34):185-186,202.
[6]李本红,张淼,欧幸福.基于机器视觉的SOP芯片引脚缺陷检测系统设计[J].电子器件,2017(40):171-178.
