模具静态验收的方法与作用
2017-06-06魏国旗东风十堰商用车车身厂
文/魏国旗·东风(十堰)商用车车身厂
模具静态验收的方法与作用
文/魏国旗·东风(十堰)商用车车身厂

魏国旗,高级工程师,主要从事冲压工艺、焊接工艺技术指导及冲压、焊接技术方案评审、设计结构评审、模具、焊接夹具技术验收、产品调试工作。
本文主要介绍汽车冲压零部件模具的静态验收方法及其重要作用;为模具延长寿命创造条件,为模具工艺员和模具维修人员在模具管理与维修方面专业知识的提升和巩固打下基础。
模具静态验收就是按照模具制造厂家自验收合格报告,甲方对乙方进行的初验收。静态验收主要就是对模具制造的各个工序装配精度进行检测和验证,如拉延模的硬度点合格率、排气孔是否通畅、外观光洁度、修边冲孔的刃口镶块配合间隙、导板、导柱、导套、冲头、冲头座等标准件电脑字码等查对和验证等。
模具的静态验收
模具静态验收的拆检验证项目。由于模具制造厂家管理水平不一,模具的制造加工水平不同。好的模具制造厂家,模具从设计到制造加工都有一套工艺技术标准,自检和专检队伍齐全,模具制造的全过程都有技术质量在监控,对于这样的厂家的模具静态验收,根据技术协议进行静态抽检即可,也就是说对模具的拆检项目有代表性的进行抽检拆检,通过模具的附件以点带面的进行判定。比如模具打开后;对冲头、冲头座、导板螺钉深度、平衡弹簧高度等验证,有电脑字码、螺钉深度达到三分之一、平衡弹簧高度基本一致就代表所有辅件合格通过。
例如,模具静态验收中的模具拆检,通过拆检观察和发现模具安装中的问题,图1的模具拆检中发现2个M12螺钉没有紧固,我们就会把问题记录在验收表中,来让制造商进行定期整改。
在模具验收中,产品与模具的贴模率也是验证的一个环节,如图2的模具红丹粉覆盖率比较差,按照要求,红丹粉与模具覆盖率达到80%,达不到80%说明模具与产品贴模率达不到,会影响到产品外观质量,如零件表面出现波浪、凹陷、严重的折叠等缺陷。
螺钉在模具装配中使用也是比较多的,在模具静态拆检验收中,发现图3同一部位使用的装配螺钉出现3种规格,螺钉的长短不符合要求,会给模具造成安全隐患,尤其是损坏模具,这是绝对不允许的。

图1 模具静态拆检验收中发现2个M12螺钉未紧固

图2 模具研合率不达标(标准:80%以上)
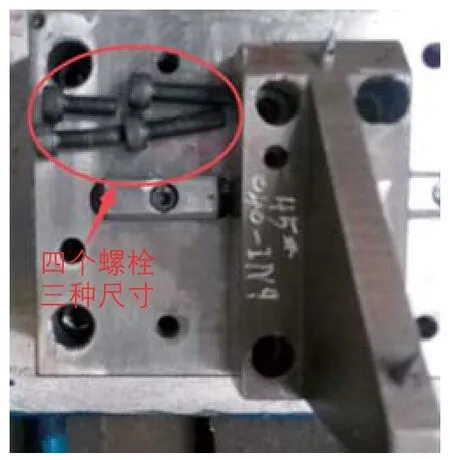
图3 静态验收时发现螺钉同一位置装配规格不统一
在模具静态验收中,有些厂家体制不健全、自检手段不完善、没有设计技术及加工工艺,他们只有部分或几个环节有加工条件,对于这种模具加工单位加工出的模具,就必须对每一道工序、每一个辅件进行全部拆检和验证。因为这些厂家条件差、加工手段不完整,接到用户模具制造项目后,能省就省、能减就减;为了降成本,不惜以次充好制作模具,对于这种类形的模具静态验收,必须全拆检验收,记录所有问题,以便整改。
2009年在武汉某模具制造公司,我们看到国内一家轿车制造公司模具验收小组,因缺少模具验收的专业知识,七八个刚毕业的大学生被派遣到模具制造公司,对上百套模具进行验收,仅仅一周时间就将全部模具验收合格完毕。验收方法十分惊人;就是把模具打开对照模具图纸看一下,不少件,就算合格。
模具静态验收的分工与结论
在模具的静态验收中,精度验收的重点是对修边冲孔的镶块搭接间隙(薄片塞尺)、拉延模的硬度值检测(硬度检测点与点的间隙距离)、刃口硬度值验证(检测点距)、镶块研合率(红丹粉验证)、导板间隙验证、废料刀硬度检测等。
甲、乙双方静态验收工作分工
对于模具的初验收工作,甲、乙双方最好是确定一个验收团队或验收小组,尤其是对车形车身模具的验收,几百套模具的初验收;没有一个专业化的分工验收团队,是很难完成模具初验收工作的。甲方模具验收人员的构成主要有:
⑴模具主管工艺员,主要负责对模具的工艺性、匹配设备、模具工装与冲压设备参数的匹配合理性进行验证,尤其是安全性、可靠性和操作适应性是否满足原工艺设计要求,能否生产出合格产品进行全面验证。
例如,新模具一定要有压板槽,如果没有模具固定就不安全,尤其是与冲压设备台面T形槽匹配的情况。图4为上下模具没有压板槽,这种模具固定方式很不安全。

图4 模板没有压板槽
⑵模具维护人员,主要任务就是对模具的工作辅件功能及精度进行检测和验证,如模具使用的标准件是否达标,模具主筋、副筋等是否满足技术要求,相关辅件维护是否方便,备件清单、模具二维蓝图是否齐全,导板、导柱、导套、镶块靠等是否对中贴合和符合规定要求,废料流出是否顺畅等提出改进方案和建议。
导板在模具上下运动时起到导向作用,导板的拉伤是不允许的,尤其是新模具,更不允许有拉伤问题出现。图5为导板静态验收时发现拉伤。

图5 导板静态验收时发现拉伤
⑶产品质检人员。主要任务就是对初验收的所有工序产品,进行检测判定。依据产品图纸及相关技术标准,对产品进行检测并做出判断,尤其是对产品基准选择、检测出的实物零件数据偏差方向,产生原因,提出改进建议。图6为检验产品外观缺陷。
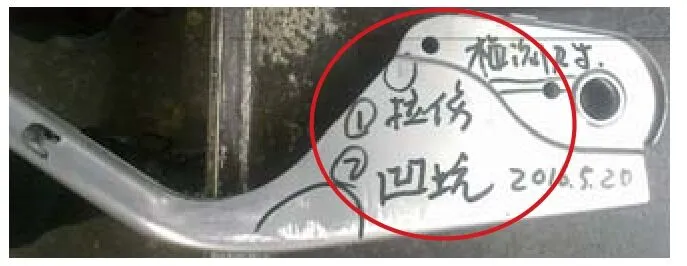
图6 检验产品外观缺陷
乙方模具验收人员主要由以下人员组成:
⑴静态模具验收时,需要乙方配备足够的辅助人员;如打开模具摆放人员,当模具验收工作数量大时,还需要分区域、分批次边验收、边合拢交替进行。
⑵各种验收工具的配备与使用;除常用量检具外,还要有专用检具及三坐标检测配合数据收集。
⑶静态验收时的模具拆检。由于拆检工作速度慢,需要乙方人员在拆检的同时对拆检模具辅件进行数据判定,一个项目组至少两人以上配合。
⑷动态的验收有时与静态验收交叉进行,主要就是为了减少验收时间,在动态验收时还要乙方指派有经验的师傅进行配合,这些其中包含设备的开动、设备参数调整、模具安装调整、闭合高度验证检测、导板导柱精度验证、动态验收贴模性验证、导板间隙检测、安全销、工作销工作状态验证、产品外观质量评定、印记深度确认、第一次模具下行微调等项目。
模具验收问题确认主要包含以下三个方面:
⑴通过模具验收首次的配合分工到模具每天验收问题确认,这是一个模具验收工作闭环管理过程,缺一不可。一般验收问题确认以甲方提出的问题为准,以表格手写记录为依据,甲乙双方在问题确认的同时,以双方签字为准。这样做的目的就是给模具制造厂家创造一个及时整改模具的时间(整改时间以满足甲方时间要求为准),同时为第二轮模具验收创造条件。
⑵一个车型的模具验收,或者零部件产品的模具验收工作,由于时间紧,许多验收工作为了缩短时间,静态验收往往采取抽样方式进行。
⑶由于验收模具的基础标准仍然是技术协议,所以技术协议是甲、乙双方验收的基本条件,在问题确认的同时必须按照技术协议相关条款对照问题点进行确认,提出改进方案和建议。
模具的合格结论
当甲、乙双方确认模具初验收合格以后,乙方应根据甲方协议要求,首先提供模具的三维设计光盘、二维模具部件图纸(附件全尺寸图纸)、模具辅件清单、模具检测报告、产品件全尺寸检测报告(试生产30~50件合格产品)、产品工序压模件、产品永久样件等。模具从乙方到达甲方后,由甲方组织乙方参与进行终验收工作,该项工作以甲方为主,对模具进行终验收调试。
⑴甲方主管冲压工艺员要做的工作。按照《产品试制工艺标准》对产品进行调试验证和补充完善,如工时验证、工位器具的配备、物流方式、操作人数确定、标准作业书验证、安全性验证、产品质量保证性验证、产品结论表填写会签结论、永久性样件制定确认、发放产品工艺转产通知单、各种工艺文件下发,管理人员、操作人员、检具使用及模具维护人员培训(理论培训和实际操作培训)等。
⑵甲方模具维护人员要做的工作。依照冲压试制工艺验证模具使用参数的正确性,如模具装配后的闭合高度尺寸、台面对中尺寸确认、工装完整性确认、模具工作安全性确认、(拉延模)贴模性确认、相关辅件位置精度确认、制件合格水平确认、制件落料废料流动性确认,为保证产品合格、模具顺利生产,主动向主管工艺员提出改进建议。
⑶甲方检验部门要做的工作。专检人员依据产品图纸(检验规格书)等技术文件对调试出的产品进行全尺寸检测,逐项检测提供数据。有专用检具的冲压产品,可在专用检具上进行全尺寸检测,并将数据在检测记录表上注明。同一产品全尺寸检测数量控制在3~5件。
⑷产品结论。产品合格结论时,项目组成员或产品调试人员要在XXX产品结论表上签署意见,同时产品实物留取永久样件一式两件(车间一件、质量部门一件,贴上标识归所属部门保管)。所有产品调试资料由技术部归档保存备查。技术部依据调试结论情况,发布产品正式生产通知书,请公司各相关部门依据技术部工艺路线、工艺卡、工程作业表等技术文件要求组织生产。
⑸新产品培训。由于新产品、新工艺的诞生,技术部主管工艺员应及时编制新产品培训课件对公司所有管理人员、操作员工、职能部门人员从理论到实践进行新品工艺路线、新品工艺要求的培训,内容包括:年生产纲领、新产品的开发介绍、单件产品成本费、利润回报时间节点、市场占有率、新产品功能和作用、产品主要控制参数、单件生产节拍、工时、质量要求等。
结束语
“模具的静态验收”在我国汽车行业执行的还不够广泛,就目前模具验收来讲,静态模具验收还仅限于汽车制造行业中的大公司及一部分比较有规模的汽车零部件制造企业。究其原因有以下几个方面:
⑴不少汽车零部件制造企业,对冲压模具静态验收标准还不清楚,尤其是对静态验收的重要环节缺乏认识。
⑵由于中国的汽车行业近十年来发展速度过快,模具制造业随着汽车行业的快速发展,跟进速度十分惊人,导致模具制造人才及懂模具专业的人才出现断档,甚至不少从事模具制造行业多年的师傅都不懂模具静态验收。
⑶由于模具静态验收的许多实际操作知识需要大量的实践经验去支撑,而大学的教科书中又没有描述,再加上二十世纪八九十年代有经验的工程技术人员、模具维护人员相继退休,经验断档。
为此,我们今天重提模具的静态验收,这对提升汽车车身模具制造质量、延长模具使用寿命的意义是深远的,尤其是可以把汽车零部件产业产品质量带到一个新的高度。
