宏程序在梯形螺纹车削中的应用
2017-06-05蓝韶辉
蓝韶辉
珠海市技师学院
【摘 要】本文简要举例说明宏程序在梯形螺纹车削中的应用,通过变量的重新赋值,控制了每层背吃刀量的变化,实现了分层切削螺纹,提高了工件的表面质量和减少刀具的磨损,适合在实际生产中推广,提高经济效益。
【关键词】数控车削;梯形螺纹;宏程序;分层法
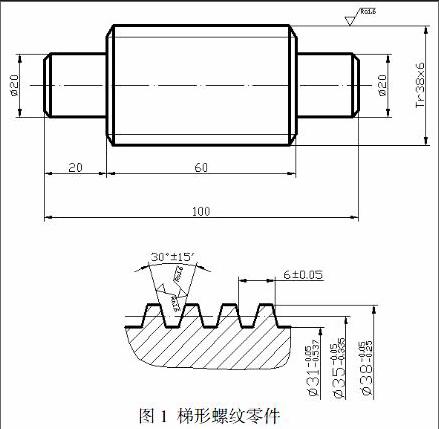
某 Tr38×6梯形螺纹的工件如图1所示,螺纹有效长度为60mm,材料为45#钢,用G76专用指令和宏程序编制车削外梯形螺纹的加工程序。
1.工艺分析和加工路线
1.1准备外圆和端面己完成加工的毛坯。
1.2装夹方式:普通自定心卡盘,采用一顶一夹的方式;
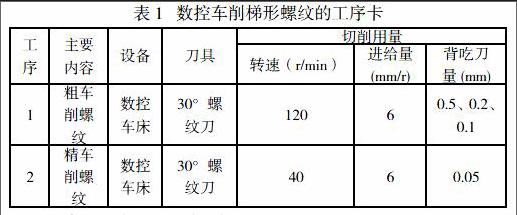
1.3采用分层切削的方法车削螺纹,其中精车螺纹余量要小,制订车削工序卡见表一所示,其中背吃刀量为双边径向值。
2.编程思路和刀具路径规划
2.1 车削外圆梯形螺纹的方式为:进刀→切入→径向退刀→轴向退刀。
2.2本实例给出采用G76指令和宏程序两种方法来编制梯形螺纹的加工程序。
2.3本实例编制宏程序中需要赋值的变量有精车次数、螺纹加T起点、最小切深限制、精加工余量、牙底直径、首次背吃刀量、螺距。
程序1:G76指令车削梯形螺纹
O1001; (程序名)
T0101; (调1号刀具以及1号刀补)
M03 S120 M08; (主轴正转,转速为120r/min,切削液打开)
G00 X42 Z1; (快速定位)
G0 Z-15; (到达螺纹切削的起点)
G76 P020530 Q50 R0.05; (螺纹切削循环指令)
G76 X28.75 Z-85 P3500 Q600 F6; (螺纹切削循环指令)
G00 X150 (径向退刀)
Z100; (轴向退刀)
M05; (关主轴)
M09; (关冷却液)
M30; (程序结束)
程序2:采用宏程序车削梯形螺纹
O1003; (程序名)
T0101; (调1号刀具以及1号刀补)
M03 S120 M08; (主轴正转,转速为120r/min,切削液打开)
G00 X38 Z1; (快速定位)
G00 Z-15; (到达螺纹切削的起点)
#101=0; (螺纹背吃刀量的初始值)
#102 = -15; (螺纹加工的Z向起点)
#104=0.5; (第1层螺纹背吃刀量)
#105=0.114; (进刀量)
N10#101 =#101 - #104; (螺纹深度每次减去背吃刀量)
#106 =#101 +38; (x向退刀位置)
G00 X[#106]; (径向进刀)
Z[ #102 - #105]; (轴向进刀)
G32 Z-85 F6; (车削螺纹)
G00 X[#106+10]; (径向退刀)
Z[#102+#105j; (轴向退刀)
X[#106]; (返回到上次螺纹加工进刀起点)
G32 Z-85 F6; (车削螺纹)
G00 X[ #106+10]; (径向退刀)
Z[ #102 -#105]; (轴向进刀)
IF[#101GT-3]GOTO10; (如果#101大于-3,则跳转到N10)
#104=0.3; (第2层螺纹背吃刀量)
IF[#101 GT-6]GOTO10; (如果#101大于-6,则跳转到N10)
#104=0.1; (第3层螺纹背吃刀量)
IF[#101GT-6.8]GOT010; (如果#101大于-6. 8 ,则跳转到N10)
G0X100; (徑向退刀)
Z100; (轴向退刀)
M05;
M09;
M00;
M03 S40 M08; (主轴正转,转速为40Mm;n,打开切削液)
G00 X42 Zl; (快速定位)
Z-15; (定位刀螺纹的轴向起点)
#104=0.05; (第4层螺纹背吃刀量)
IF[#101 GT-7]GOT010; (如果#101大于-7 ,则跳转到N10)
G00 X100; (径向退刀)
Z100; (轴向退刀)
M05; (关主轴)
M09; (关冷却液)
M30; (程序结束)
3.结论
采用G76指令车削螺纹,除了第1刀切人深度和精加工可以控制外,中间切削循环过程的背吃刀量,是由机床根据参数内部进行运算的,这样容易会增加扎刀的概率。
采用该宏程序车削螺纹实现了分层切削螺纹,是加工梯形螺纹较为典型的编程方法,其中通过#104 变量的重新赋值,可以控制每层背吃刀量的变化。这样有利于提高工件的表面质量和减少刀具的磨损,适合在实际生产中推广,提高经济效益。
参考文献:
[1]王新国主编.数控车加工与项目实践(数控车工一体化学材)[M].浙江大学出版社2013年8月
