自动化开卷落料线浅析及码垛方式对比
2017-06-05徐济声章海滨
张 凯,李 娜,徐济声,马 冰,章海滨
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
自动化开卷落料线浅析及码垛方式对比
张 凯,李 娜,徐济声,马 冰,章海滨
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
介绍了自动化开卷落料线的基本组成及特点,并从可加工材料、下料方式、材料在磁性皮带上的释放方式等方面对几种常见码垛方式进行了比较。通过对比分析,采用步进式堆垛技术的自动化开卷落料线更适合现有技术进步的要求,市场潜力巨大。
冲压工艺;自动化开卷落料线;码垛方式;步进式
汽车生产过程中,约60%~70%的金属零部件需经过塑性加工来成形,而冲压工序作为金属塑性成形加工的重要工序,在汽车工业快速发展的背景下,对高强度板材冲压成形的质量和效率的要求也不断提高。自动化开卷落料线就是随汽车工业的发展而不断完善,从提高效率、降低成本和提高质量等方面为车企带来直接的经济效益。
如图1所示,自动化开卷落料线适用于汽车、钢板配送等行业,是一种用于表面覆盖件卷板的开卷、清洗涂油、校平、落料和码垛的板材加工设备,在发达国家的汽车制造厂中已普遍采用。随着国内汽车工业的发展进步,采用自动化开卷落料线的厂家越来越多。目前国内汽车厂使用的落料线主要为德国SCHULER、西班牙FAGOR、日本AIDA等进口品牌。近年来,以济南铸锻所为代表的国内大型装备生产厂在开卷落料线的研发与生产上取得跨越式进步,生产线的使用效果和部分参数接近甚至超过了进口设备。
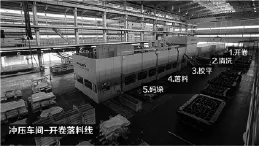
图1 自动化开卷落料线
1 开卷落料线的基本组成
如图2所示,常规的开卷落料线主要由开卷机、清洗机、矫平机、伺服送料装置、压力机及码垛部分组成,其简要工艺流程为:备料台→上料小车→开卷机→引料机→切头剪→清洗机→矫平机→活套桥→立导辊→伺服夹送→检测轮→压力机→码垛部分→废料筐。
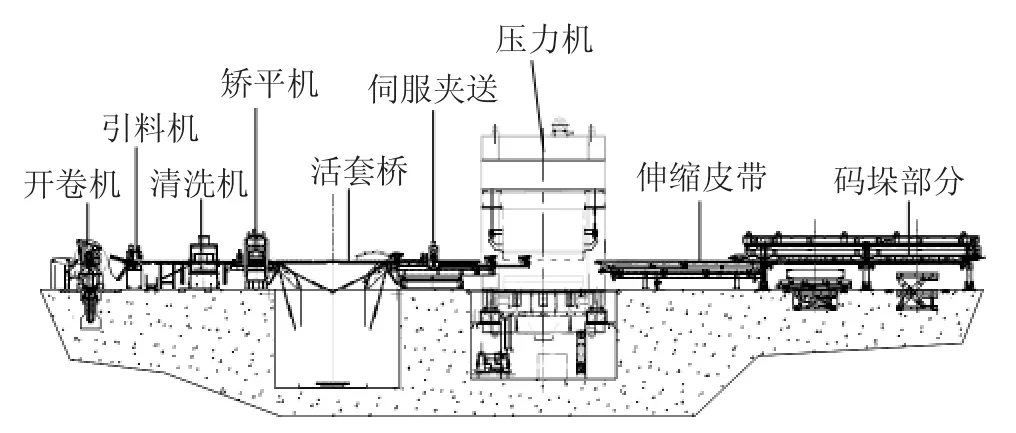
图2 常规开卷落料线工艺流程图
其中,矫平机、压力机及码垛部分是本套设备最关键的部分,其工作状况的好坏直接影响所加工成品的质量。
矫平机通过对带材的多次正反弯曲矫正,不断改变带材的弯曲方向来卸载板材的内应力,达到对板材矫直、矫平的目的,为后续的冲压环节提供优质的平板。
模具是整套生产线的心脏,其各方面因素直接决定成品质量的好坏。压力机在生产过程中为模具的冲切运动提供动力,其参数决定了加工速度和模具的成形剪切能力。
码垛部分是整套生产线的收尾工序,负责对产出板材进行整齐堆垛处理,使产品码垛整齐有序。其中,各拍打器的拍打力度和位置及拍打频率对成品板材的质量有很大影响。
2 自动化开卷落料线的优点
结合以上工艺流程与关键部件的分析,简单阐述自动化开卷落料线在实际生产中应用的几点优势。
2.1 提高材料利用率
(1)摆剪的应用。通过摆剪,材料利用率可以提高7%~8%,降低了采购成本。另外,其他的梯形(直角、斜边等)、三角形和平行四边形等均可考虑采用摆剪进行生产。
(2)开卷落料模具的应用,如图3所示。通过开发开卷落料模具,合理排样也可以提高材料利用率。如某车型前翼手工落料材料利用率为31.38%,通过开卷落料模具材料利用率达到39.17%,提高了7.79%。
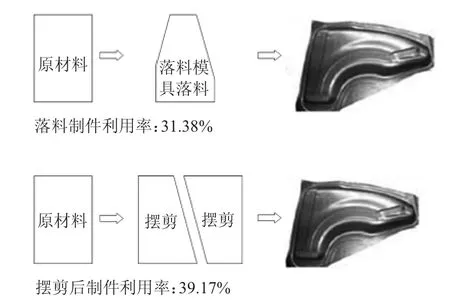
图3 开卷落料模对材料利用率的提高
2.2 提高产品质量,减少磕碰与划伤
手工落料操作会对成品造成一定的划伤,而采取自动化开卷落料线,可以减少约30%的由手工落料导致的磕碰与划伤。手工落料造成板料表面划伤的主要原因是操作者在取料过程中落料片容易与模具定位装置发生磕碰,而采取自动化落料模具后模具应用滚轮+送料托架组件送料,避免了在落料过程造成落料片磕碰与划伤。
2.3 减轻劳动强度,提高生产效率
汽车覆盖件大都采取落料工序进行生产,如某车型侧围生产在未采用开卷落料线时采取人工落料,上下件由人工操作,劳动强度非常大且生产效率低下,表面质量也无法保证。现采取开卷+落料一体,大幅提高了产品质量及生产效率。
2.4 减少操作者划伤事故
由于汽车覆盖件尺寸较大,如某车型侧围达到1700mm×3210mm,采取人工落料时,操作者在上件与下件过程中易划破手腕(劳保穿戴齐全的情况下)。据统计某工厂在没有投产自动化开卷线前,每年特别在夏季,几乎每批次生产侧围等大型覆盖件落料工序时,都有不同程度的手腕划伤事故。而采取自动化开卷线后,落料工序导致的安全事故为零。
3 开卷落料线码垛方式分类及特点
3.1 按照可加工材料分类
按照可加工材料,落料线可分为钢板落料线和钢铝复合落料线两种。其中,碳钢板板厚0.5~3.5mm,涵盖乘用车车身所有覆盖件及结构件;铝板板厚0.5~3.5mm,主要用于高端车型,替代碳钢板用于车身。
由于铝材的力学性能和磁吸附性不同于钢板,钢铝复合落料线的矫平机部分及码垛部分要求更高。在生产线大部分设备共用的基础上,矫平机辊系能够做到快速互换,码垛部分的吸附形式也能随着加工材料的不同而改变。因此钢铝复合落料线的设计难度、生产成本和维护保养难度也更高,现在投入使用的还比较少。但是乘用车轻量化发展的趋势要求,将有更多铝材应用于车身结构件及覆盖件,钢铝复合落料线的需求量也会更多,市场占有率将越来越高。
3.2 按照下料方式分类
按照下料方式,落料线可分为以下三种:
(1)料框接料或人工下料。这种方式比较原始,压力机模具后接出料皮带,在皮带末端摆放料框。待压力机冲压好的成品由皮带输出,直接落入料框或者由站在皮带两侧的人工拾取。
其优点是投资较小,但缺点更为明显:可加工的成品范围较窄,效率低,劳动强度大,容易对产品造成二次损伤,也增加了操作人员受伤的危险。因此只适用于小型企业,小批量简易零件的加工。
(2)机械手下料。这种方式是在压力机的两侧或后端,安装带有端拾器的机械手,如图4所示,可以在冲压间隙,压力机抬起的时间伸入模具内部,拾取冲压好的成品零件并码垛整齐。

图4 机械手配合端拾器下料
机器人拾取板材在自动化冲压线上已经得到广泛应用,但用在开卷落料线上有如下缺点:适应拾取的材料形状有限,柔性不高,如果更换产品,调整时间过长;拾取频率不高,往往成为落料线速度提高的瓶颈,只适用于批量不太大的零件加工。
(3)多工位电磁/真空皮带码垛下料。多工位电磁码垛机作为高档开卷落料线码垛部分的核心部件,位于整个落料线的末端。通过电磁铁产生磁力(或真空气体产生吸力)并透过同步带作用于需要输送的钢板(铝板)上,使钢板吸附在皮带下表面并跟随皮带一起运动。当钢板(铝板)运动到需要码垛的位置时,主传动伺服电机停止,电磁铁同时失磁(真空消失),钢板(铝板)下落到料仓,前、中、后三对挡料臂通过气缸打料,使钢板堆垛整齐。此方式的优点是效率高,适应性好,能够同时使用2~4个工位码垛两种不同形状的异型钢板,如图5所示,并且对板料无划伤,是高档开卷落料线的发展趋势。近年来,在汽车制造业、钢材加工配送企业等都有着广泛应用。
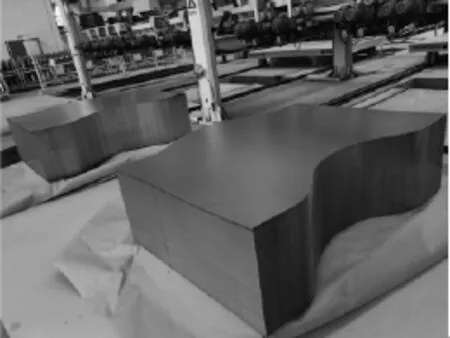
图5 同时码垛的两垛异形钢板
3.3 按照板料在磁性皮带上的释放方式分类
(1)早期的磁性码垛皮带,磁铁为永磁,不能自行消除磁性。皮带将板料运送到需要释放的位置时,由皮带两侧的气缸动作,将板料向下挤压,脱离磁性范围,自由落入料仓,如图6所示。该方式的码垛皮带结构复杂,成本偏高,控制及维护难度大而且适应的板料范围小,已经基本淘汰。

图6 早期的磁性码垛皮带
(2)常规连续堆垛技术。如图7所示,常规连续堆垛技术是工件在皮带机上以一定速度传递到磁性堆垛机上,在适当的位置以一定的速度抛入料仓,依靠缓冲装置减小工件撞伤,在较高的生产速度时工件撞伤较为明显。在对产品要求越来越高的今天,特别是车身外板的加工上,已经不能满足下游生产要求,逐步被下面的步进式堆垛技术取代。

图7 常规连续堆垛
(3)步进式堆垛技术。步进式堆垛技术是用频繁且小步距的启动、停止送进替代连续的高速工件传输,每个步距输送出一个工件,将工件送到指定位置。输送磁性皮带机与磁性堆垛机的工件交换、堆垛磁性皮带向料仓抛入板料都是在工件零速度情况下完成的,不会出现窝料、卡料和撞伤板料的现象。
如图8所示,步进式皮带机在伺服电机的控制下以S1步长逐级将工件从压力机送到皮带机工件交换位,换位到堆垛皮带上的工件以S2步长逐级送进到堆垛机的Ⅰ工位或Ⅱ工位料仓,在工件抛下瞬间,堆垛皮带与工件速度均为“0”,保证落入料仓的工件无任何撞伤,提高板材质量。
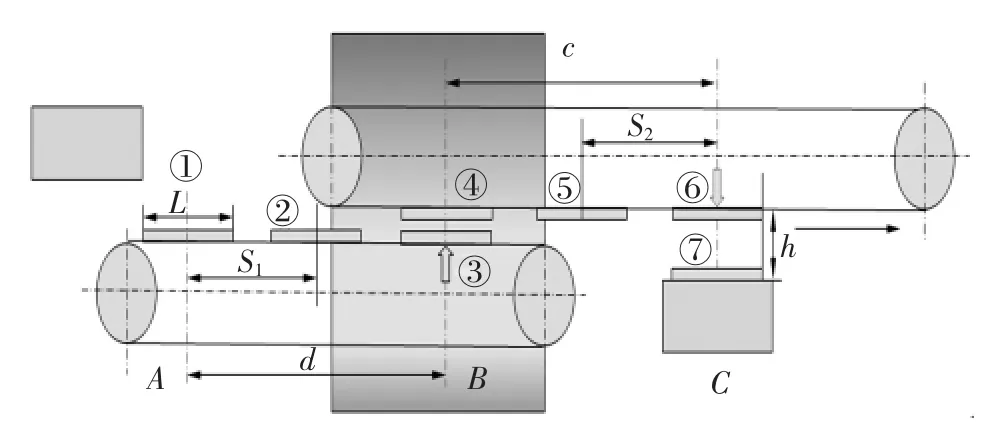
图8 步进式皮带机
步进式全自动开卷落料线广泛用于汽车、家电、铁运等领域的覆盖件加工。该技术具有加工板材质量高、生产节拍高、自动化程度高等特点。其最显著特点是板材无磕碰,边部直线度和平整度高,可以应用于更加环保且有效降低成本的激光拼焊领域。
在此对激光拼焊技术作一简要介绍。随着汽车工业的快速发展,在不降低汽车结构稳定性的同时,减轻车身重量成为汽车产业追求的目标。激光拼焊技术应用于轿车车身侧围制造,则不再需要任何加强杆、加强筋,汽车重量和部件数量都会得到减少。这样不仅提高了车门部件成品质量的稳定性,使车门部件的调校不再是个难题,同时可降低部件的重量,而且原有接缝处密封措施可以省略,也使其更具有环保性。因此,采用步进式堆垛技术的自动化开卷落料线更有利于当代汽车行业的节能环保要求。
4 结语
介绍了自动化开卷落料线的基本组成及特点,并从可加工材料、下料方式、材料在磁性皮带上的释放方式等方面对几种常见码垛方式进行了比较。通过对比分析,采用步进式堆垛技术的自动化开卷落料线更适合现有技术进步的要求,市场潜力巨大。
[1] 汪文奇.开卷落料模在汽车冲压生产中的应用 [J].模具制造,2011,(2).
[2]济南二机床集团有限公司.BL-2.8X2000全自动数控落料线研发与应用[J].世界制造技术与装备市场,2015,(4).
[3]周大勇,李 伟,候 银.汽车零件高速落料冲压自动化生产线浅谈[J].锻压装备与制造技术,2012,47(2).
[4] 程国中.自动开卷落料线在汽车生产中的应用[J].汽车制造业,2009,(19).
Discussion about automatic blanking production line and comparison of stacking mode
ZHANG Kai,LI Na,XU Jisheng,MA Bing,ZHANG Haibin
(Jinan Foundry and Metalforming Machinery Research Institute Co.,Ltd.,Jinan 250306,Shandong China)
The basic composition and characteristics of automatic blanking production line have been introduced.Several common stacking modes have been compared from aspects of material to-be-processed,unloading mode,and releasing mode of material on magnetic belt,etc.By comparison and analysis,it is concluded that automatic blanking line with step-by-step stacking technology is more suitable for the requirement of the current technical progress,which has a large market potential.
Stamping process;Automatic blanking production line;Stacking mode;Step-by-step style
TG333.2;TG385.9
B
10.16316/j.issn.1672-0121.2017.01.002
1672-0121(2017)01-0011-04
2016-10-20;
2016-12-05
张 凯(1984-),男,工程师,从事开卷线等锻压设备研发设计。E-mail:zk990218@163.com
