浅谈在废水处理中电解催化氧化法技术的应用
2017-06-03邓伟兴
邓伟兴
(惠州市昌融环境科技有限公司 广东 惠州 516000)
摘 要:随着工业废水回用率的提高,工业废水的杀菌消毒是急需解决的问题,作为一种环保型水处理技术,电解法广泛应用于各种水处理中,电解法在杀菌消毒方面相关研究将逐渐成为热点。本文结合笔者多年的工作经验,将对相关问题进行探讨。
关键词:废水处理;电解催化氧化法;技术应用;资源回收
近年来,在我国社会经济的推动下,工业领域进入了一个全新的发展空间,与此同时,随着合成化学工业的发展,高浓度有机废水处理问题凸显,在当今环保形势日趋紧张的情况下,针对高浓度有机废水的有效处理技术发展迅速。电解催化氧化法是一种高级氧化技术,通常是指在常温常压下有催化活性的电极通过电极反应直接或间接产生氧化中间物,去除污染物的一类方法。
一、电催化氧化法原理
电催化氧化法是指有机污染物在电极上发生直接电化学反应或利用电极表面产生强氧化活性物质使污染物产生氧化还原转化。它包括直接氧化法和间接氧化法。直接氧化是由于水分子在阳极表面放电产生HO?自由基,HO?自由基对被吸附在阳极上的有机物的亲电离子进攻而发生氧化反应。阳极氧化生成的铝离子或铁离子,再经水解反应形成的氢氧化铝或氢氧化铁、氢氧化亚铁微絮凝体可起凝聚作用以吸附水中的污染物。
典型电极反应:
阳极氧化Al→Al3++3e或Fe→Fe2++2e
(Fe→Fe3++3e)
阴极还原2H2O+2e-→H2↑+2OH-间接氧化是在电解过程中通过电化学反应产生强氧化剂,如次氯酸盐、芬顿试剂氧化态金属离子等,这些氧化剂具有极强的氧化性,污染物在溶液中被这些氧化剂氧化为水和二氧化碳。
典型的电极反应:
阳极Cl-+2OH-→OCl-+H2O+2e-
4OH-→2H2O+O2↑+4e-阴极2H2O+2e-→H2↑+2OH-电解氧化废水处理技术适应能力强、处理效果好、操作简便。随着不溶性电极的出现,更为电解氧化技术处理含难降解物质的废水提供了新的可能性。
二、电催氧化法在废水处理中的应用
2.1电解法处理含铬废水
铬是一种用途很广的重金属,在工业废水中主要以Cr(Ⅵ)和Cr(Ⅲ)的形式存在,具有较强的毒性,尤其是Cr(Ⅵ),其毒性为Cr(Ⅲ)的100倍,含铬废水主要来源于金属矿山、有色冶金、制革、印染和電镀等行业。
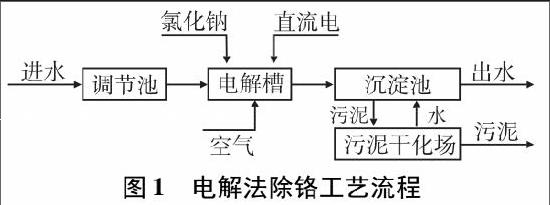
某公司电镀废水处理装置由电解槽、斜板沉淀槽、过滤器和电控箱等组成,去除Cr(Ⅵ)采用可溶性铁作为阳极,在直流电作用下,阳极析出亚铁离子,在酸性条件下,将Cr(Ⅵ)还原成Cr(Ⅲ),当极板之间达到一定电压时,阳极析出氧气,阴极附近形成氢氧化铁,在弱酸和中性介质中继续还原Cr(Ⅵ),生成氢氧化合物而沉淀,然后经过滤后排放,达到治理之目的,确保稳定达标。某厂含铬废水主要来自酸洗及电镀车间,其最高ρ[Cr(Ⅵ)]为60mg/L。采用间歇式处理方法,对该厂含铬废水进行了电解法模拟试验,工艺流程见图1。
结果显示,随着电解过程的进行,电解槽的电压基本不变,而电流则有所减小(产生的氢氧化物增加了电阻值);pH由小到大(水溶液由酸性逐渐过渡到了碱性),铬含量降低较快,电解1h后即达到了废水排放标准,处理效果明显。采用电解还原方法进行模拟工业含铬废水的处理,以普通铁板作阴阳极,在实验最佳条件下,废水初始ρ[Cr(Ⅵ)]为0.6g/L,pH=3,加入1.2g硫酸亚铁,反应40min,换极周期10min,电流密度为8.5A/dm2,去除率为94%。采用铁屑内电解法处理Cr(Ⅵ),对去除率影响因素停留时间、pH、铁碳比和铁屑粒径等进行了动态实验。结果表明,用铁屑内电解+斜管沉淀池+微孔过滤机处理电镀含铬废水,Cr(Ⅵ)的去除率达到99.6%以上。
2.2电解法处理城市生活垃圾渗滤液
垃圾的卫生填埋是我国城市垃圾的主要处理方式之一,由此而产生的垃圾渗滤液的处理一直是国内外研究的热点。垃圾渗滤液具有不同于一般城市污水的特点,有机物含量高,氨氮含量高,成分复杂,水质水量变化大,微生物营养元素比例失调等,对填埋场周围的地表水、地下水构成了严重的威胁。
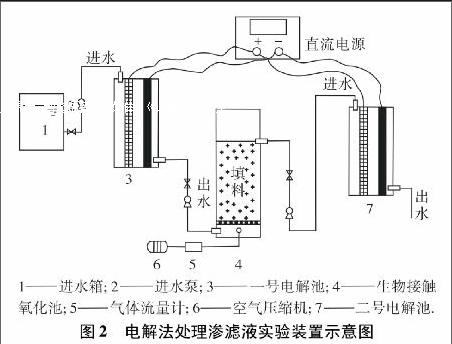
近年来,许多学者对电解法处理城市生活垃圾渗滤液进行了深入研究,研究结果证明在弱碱性条件下,化学需氧量(COD)和氨氮(NH3-N)的去除率分别达到88%和100%,色度去除率达到98%,电流效率达到84%以上,在强酸性和强碱性条件下的电解反应都不利于对COD和NH3-N的去除。研究发现,在电导率相同,时间相同的条件下,随着氯离子浓度的增加COD浓度减小,氯离子的存在强化了有机物的降解效果。用电解法对垃圾渗滤液进行预处理,结果表明,电流密度较大时,电解效果较好。电流密度为5.0A/dm2,电解5h为宜,此时COD去除50%,氨氮去除100%,实验装置示意图见图2。
2.3电解法处理化纤浆粕黑液
用活性炭纤维ACF电极法和酸析、凝聚处理加电极组合方法,对造纸黑液进行处理。结果表明,电极法处理造纸黑液,CODCr、色度
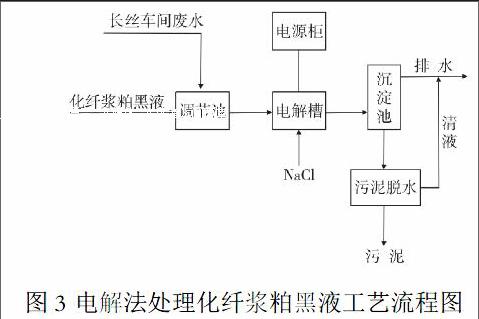
去除率分别达到64.25%和94.00%。采用电解法对化纤浆粕黑液进行处理,其工艺流程如图3所示。结果表明,电解法作为化纤浆粕黑液处理的前段工艺,可降低CODCr负荷,是化纤浆粕黑液脱色的有效方法,当进水化学需氧量ρ(CODCr)为2~4g/L时,CODCr去除率平均为45%,脱色率平均为68%。最佳参数是进水pH的范围为8~10,最佳电解t为10min,脉冲频率为7~9kHz,电流密度为4A/m2,极距为15mm,极板δ为3mm。
三、结束语
综上所述,合理开发利用水资源是我国国民经济可持续发展的一项重要工作。电解催化氧化技术在工业废水的推广使用,既能减少自来水的消耗,又能减少污水排放量,具有重要的经济价值及社会意义。
参考文献:
[1]含有机污染物废水电解及机理研究[J]. 储金宇,汪松美,吴春笃. 黄金. 2016(05)
[2]光电催化氧化法[J]. 叶早萍. 印染. 2015(06)
[3]水热电催化氧化法降解高浓度苯胺废水[J]. 富楠,涂学炎,潘媛,刘文武. 环境化学. 2015(05)
[4]电催化氧化法处理难降解有机废水[J]. 李志美,李霞,李风亭. 郑州大学学报(工学版). 2014(03)
