大径内断螺栓气割工艺的探究
2017-06-03侯怀宇陈晓琳
侯怀宇+陈晓琳


( 辽阳市宏伟区南环路1号辽阳石化分公司机械检修部 111003 )
摘要:手工气割作为大直径内断螺栓无害取出的最有效方法,常因没有明确的操作规范,而出现伤损螺纹等失误。若针对该类型作业的不同特点,有区别的拟订出明确的工艺参数和规范,配合相应的操作方法和专用工具。将使得该作业简化易操作。
关键词:铁合金螺栓;内断;气割工艺
设备检修常有因废旧螺栓因扭断或抱死而取不出的难题。尤以拆卸裂解机组、汽轮机组等设备的耐热高强主承载螺栓时最为常见。这类螺栓直径>Φ30mm、强度高、硬度较高,因而无法使用用钻床、螺栓取出器等冷加工方法。只能采用气割取出法,俗称“气割掏螺栓”。可由于螺栓与螺孔的螺纹是重叠紧实联接,割孔视野窄,操作有相当难度。如能制定有区别、有针对、明确的工艺参数和规范和措施,将有效提高作业成功率。
1失效内断螺栓与气割作业相关的特点
内断螺栓栽丝在设备本体中,联结紧密,导热快,不利于该项作业。
内断螺栓合金成分多,因而硬度值、强度值相对较高(如耐热钢螺栓材质为25Cr2MoVA或25Cr2MoVA),见表1-1。【1】钻削困难。
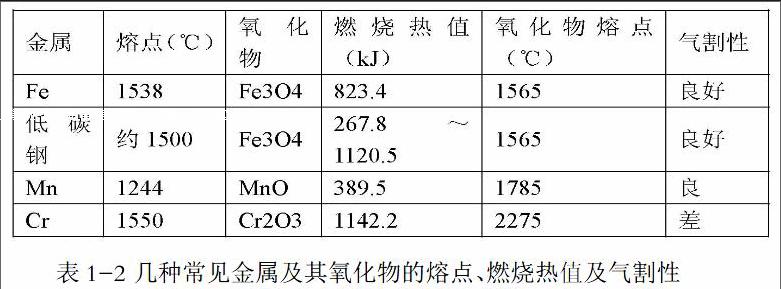
内断螺栓与被联接设备本体间存有间隙,且大都为不燃烧的氧化物(如Fe2O3)填实。这是对气割不伤损螺孔螺纹有利的因素。(见表1-2)【2】
2内断螺栓的气割
2.1内断螺栓气割方法的可行性及优点
由1.2特点(3)可知螺栓与螺孔间存有熔点与Fe熔点相近、燃值极底的Fe2O3薄膜層,可作为保护层使得气割火焰不伤损螺孔。
割炬尺寸小(GO1-100型,长度550mm;GO1-300型,长度650mm)【3】;操作灵活;为操作者手持无需固定安装,切割角度变化灵活。
切割氧气流明亮透明,氧流直径小,观察范围远优于切削钻头。切割厚度大于钻削
2.2内断螺栓取出的气割操作
2.2.1操作前准备
安全措施:安全防护增加着装防烫服及套帽;作业点抵进做好防火花飞溅遮挡。
气割设备及工具:气割设备一套、割炬、气瓶减压器、手锤、长杆细径合金扁铲、面团若干等
2.2.2工艺参数的选择
根据内断螺栓遗留长度选择割炬型号以及割嘴号。(见表2-2)【4】
根据切割厚度选择切割氧压力值。(见表2-3)【5】
2.2.3内断螺栓气割取出的操作
(1)螺孔底部留有透孔(如:测温孔)内断螺栓气割取出的操作
先将火焰调成轻微碳化焰,用焰间加热断栓表面(如断螺栓外部残留部分较长可割短至剩余2~5mm)。操作时不要用內焰加热设备本体。待螺栓断面局部被加热到亮红色,即达到铁的燃点时,开启切割氧割出切割槽,并移动割炬。不断加大切割氧流,让割槽加深直至有熔渣从螺孔根部的透孔喷出,说明已割透。割透后,将割嘴调整与螺栓轴向平行,并向螺孔边缘移动。期间,切割不顺利可微调转割嘴,幅度≤5°。气割至底部,可明显观察到流动的明亮橙红色铁液体流。当切割槽抵至螺孔边时,会出现几点亮白色杂质。这是螺纹间不燃烧的氧化杂质。这表明切割氧流已到螺纹位置,要立即停止前行并反转向对面,或者停止切割,关闭火焰,清渣并降温后再气割。待内断螺栓已被延轴向切成2~4瓣后,用长杆细径合金扁铲剔离螺孔螺纹,取出。对于残留于螺孔螺纹中的小、薄铁渣可用小火焰或直接用切割氧流吹出。
(2)螺孔底部无透孔的内断螺栓气割取出的操作
前期工作与螺孔底部留有透孔内断螺栓气割取出的操作相同。在扩大切割槽过程中要控制切割氧流下的切口,要保持其连续存在。切口形状通常为U型见图2-1。当熔渣上翻挡住切割氧流时要暂停切割作业。用长杆细径合金扁铲等清理螺孔内熔渣,待露出螺栓铁合金截面时再次依照(1)的方法操作。直到完全取出内断螺栓。
(3)割后处理
使用长杆细径合金扁铲在不损伤螺纹的情况下,轻击分离孔壁杂物并取出。
使用面团沾渣清理后再使用空气风吹除清理
清净杂物后用配套丝锥重行攻丝。
3操作中典型的难点的解决方法
3.1被气割断螺栓内部切割点视野狭小,影响作业
解决方法:
气割前调整切割氧流,目测其长度。修正切割氧流与割炬混合气体管呈垂直状。据此,切割时观察并控制氧流与螺栓轴线的偏离角度以限定割炬运动范围;观察控制风线长度以限定割槽向下拓展的速度和深度。
采用断续切割。在缺乏经验时,可每拓深1~3mm即停割清渣;观察后调整割炬位置,再逐步切割,直到贯穿螺栓,继而向边缘切割。
3.2焰流折返易造成割炬回火
解决方法:
准备器皿盛冷水。在断续切割间隙用以浸冷割炬。
用浸湿的石棉绳缠绕割炬混合气管隔热。
4典型实例
某热电厂CC50(5万千瓦)机组,高压缸3个M72栽丝双头25Cr2MoVA耐热钢螺栓因损伤需更换,但因长期高温咬住汽缸,采用气割取出方案。操作如下:
(1)割前准备:参见本文2.2.1;割炬型号GO1-100;工艺参数选择见表(2-2)、(2-3)
(2)螺栓气割取出的操作
该种情况可视为内断螺栓。因有热紧加热孔,所以依照本文2.2.3中(1)所述步骤进行操作。期间,由于需控制汽缸温度不大于200℃,进行了必要的停割冷却。
(3)割后处理参见本文2.2.3(3)
5结论
以往气割取大径断螺栓对操作者的经验依赖性很大,且时有损伤螺纹现象。这是因为没有明确的规范和有区别的操作方法。因而针对作业的不同特点,区别拟订工艺参数和规范,以相应的割炬操作方法和专用工具。使得该作业较以往显现出作业步骤清晰、参数规范选择明确、操作简易的特点。依据本文的制定的参数、规范和操作方法进行的数十次作业都能做到安全高效,无损伤,可为检修生产管理者和气割作业人借鉴使用。
參考文献:
【1】李智诚,朱中平等编.世界金属材料实用手册[M]中国物质出版社,1997年. 29,45
【2】中国机械工程学会焊接学会等. 焊工手册(手工焊接与切割)[M]. 北京:机械工业出版社,2006年.209
【3】刘云龙主编;杜则裕,刘余然等参编.焊工技师手册.北京:机械工业出版社,2006年. 798
【4】中国机械工程学会焊接学会等.焊接手册(焊接方法与设备)[M].北京:机械工业出版社,2012年 .735
【5】中国机械工程学会焊接学会等.焊工手册(手工焊接与切割)[M].北京:机械工业出版社,2006年 .212
作者简介:侯怀宇,男,1972年8月出生;籍贯江西赣州;2011年7月年辽宁石油化工大学毕业 中油集团技能专家;气焊高级技师,中石油集团气焊技术能手;中国石油集团公司机电仪研发中心在聘教师;中国石油集团公司辽化焊工实训基地在聘教师;辽宁省辽阳石化特种设备焊接操作人员培训考试机构教师,辽宁省安全生产资格培训考试机构教师
