JTL-1铜带自动冲槽生产线效率提升改造
2017-06-01王伟强
王伟强
(焦作铁路电缆有限责任公司,河南焦作454001)
JTL-1铜带自动冲槽生产线效率提升改造
王伟强
(焦作铁路电缆有限责任公司,河南焦作454001)
采用双层铜带同时冲压方法,提高生产效率,对设备的布局进行重新设计,线路部分改造,变频器重新设置、调试,以期达到生产效率大幅提升的效果。
铜带冲槽;生产线改造;效率提升
0 引言
泄漏同轴电缆的生产任务增多,冲带生产线以现有的进度计算,根本无法确保如期交货,这样公司既蒙受一定经济损失,也会丢掉客户信誉。为此,确保如期、保质保量完成公司交给的生产任务显得十分重要和必要。
1 现有设备状况
现有的JTL-1铜带自动冲槽生产线,所用冲床冲压力为63 t,而所冲压的铜带厚度只有0.1 mm,冲压力显然远远超出冲压单层铜带所需的冲压力。是否可以通过冲压双层铜带,达到大幅提升劳动生产效率的目的,经过试验,双层铜带完全可以冲透,而且槽孔边缘未出现明显毛刺,与单层冲带效果并明显无差异。同时冲透双层带冲压力的试验完成,剩下就是考虑怎样让两层铜带冲槽的位置一致,也就是节距和冲槽中心线位置保持一致或者说是同步。现有设备是单收带、单放带,根据现有的设备和布局只改变工艺流程无法实现上述目的。原JTL-1铜带自动冲槽生产线传动系统图见图1。

图1 原JTL-1铜带自动冲槽生产线传动系统图
2 JTL-1铜带自动冲槽生产线改造
2.1 设备重新布局
首先要考虑双层冲带,每层铜带都应该有自己的收带和放带装置,现有的单收、单放都是利用变频器的力矩模式来实现收、放带的。根据经验,实际生产中一般对放带的要求较低,完全可以依靠力矩电机来驱动。接下来就是要把原有的收、放带装置都改为收带装置,并且要实现同步,添加2台力矩电机驱动的放带架。
冲带的节距是由变频器通过牵引电机来控制的,牵引电机不需要做相应的调整,只需要试验一下牵引双层铜带与牵引单层铜带节距是否有变化,实验结果完全可以实现。节距可以保证,剩下的就是中心线的问题,铜带因其具有良好的延展特性,在生产过程中很容易跑偏,就偏装置必不可少,而且每层铜带都要经过纠偏才能保证在冲压时冲在中心线上,收带时不卷边。
根据实际需要设计选取了相应的力矩电机,合适的传动比,设计加工了相应的链轮,选取了相应的力矩电机控制器,根据收放带的情况,确定了双收带、双放带装置的位置,又设计加工了1#纠偏装置,让2层铜带在收带与放带过程中不会相互影响,实现相对的独立。改造后的JTL-1铜带自动冲槽生产线传动系统图见图2。
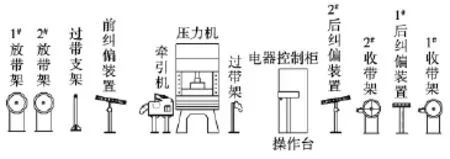
图2 改造后的JTL-1铜带自动冲槽生产线传动系统图
2.2 线路部分改造
空间布局作了调整,那么控制部分也应做出相应调整,为了最大限度整合利用现有硬件资源,将原来的放带变频电机改为收带变频电机的设置(变频器接线和内部设置都要做相应调整),并对外部布线做出了的相应调整,实现在控制台集中控制。将原来的放线功能位置,有一定间距的放置2台由可调节张力的磁粉制动器构成的放带机构,至此,改单收单放结构为双收双放结构。铜带在生产工程中的张力可单独调节大小,以保证铜带所冲出的槽型完好,间距一致符合工艺要求。
此外,由于要采用集中控制,还需对集中控制的逻辑控制电路加以改造,使得单、双层(单层是对于试验或极小量要求的)铜带均能按工艺要求生产。
3 结语
JTL-1铜带自动冲槽生产线效率提升改造后,通过实际生产检验,达到预期目标。整个改造升级过程绝大部分利用了现有
设备资源,经济投入较少,且整个改造过程历时较短,见效快,劳动生产效率在现有的基础上提高了70%,减少了能源消耗,运行费用降低。特别是对纵包护套工序的生产进度实现无缝对接,突破了原有的瓶颈,护套工序能连续生产,运行费用,起车损耗浪费均大幅降低。
〔编辑 凌瑞〕
TM246
B
10.16621/j.cnki.issn1001-0599.2017.01.29