图像法在管道焊接裂缝检测中的应用
2017-06-01陈莉赵海丽张瑜王书朋
陈莉,赵海丽,张瑜,王书朋
(长春理工大学 电子信息工程学院,长春 130022)
图像法在管道焊接裂缝检测中的应用
陈莉,赵海丽,张瑜,王书朋
(长春理工大学 电子信息工程学院,长春 130022)
在管道焊接过程中,利用图像处理法可得到大量的焊接裂缝图像信息与特征信息。可通过对焊接裂缝信息的检测,从而实现在焊接过程中对焊接裂缝质量的实时控制。针对在管道焊接过程中容易造成焊接微小裂缝这一问题,提出了一种基于图像处理法的管道焊接裂缝检测系统。系统主要包括激光器、CCD摄像机、图像采集卡、计算机图像处理软件等。通过实验研究表明,该系统有协调能力好、抗干扰能力强、控制精度高,性价比高等优点。
焊接裂缝;图像处理法;CCD摄像机
管道作为液体和气体的传输载体,像液化气传输管道、石油传输管道和化学品传输管道等,已广泛应用于生产生活中。管道的铺设需要将多条短管道焊接在一起,焊接过程中可能存在人为失误或自然环境以及材料的影响造成焊接处出现极小的缝隙,而这些缝隙是人眼不易识别的,如不能及时检测到并加以修缮将会造成极大的安全隐患。人工检测准确度低,可靠性差,因此考虑运用光谱成像技术的设备对管道焊接裂缝进行检测,由于机器视觉技术和光谱技术具有快速、可靠、无损的特点。因此该检测技术具有广阔的应用前景。
1 管道焊接裂缝产生原因及焊接接头特征
1.1 管道焊接缝隙产生的原因
众所周知管道的焊接就是小型的局部冶金过程,就是在管道的切口面上使填充材料在高温热源的作用下熔化结晶而将两根金属管道连接在一起。但焊接的过程是局部、快速的加热,因此这种连接方式也存在不均匀性和缝隙的可能性[1]。由焊接裂缝产生的原因不同,焊接裂缝有多种分类:按裂缝的产生的温度区间,可以分为热裂缝、温裂缝和冷裂缝。按裂缝产生的机理,可以分为重结晶裂缝、析集裂缝及热应力裂缝[2]。综上,造成管道焊接接头形成裂缝的原因大致可以归结为两类,即金属融化因素和力学因素。这两个因素会对管道的焊接产生三种不均匀性:物理不均匀性、化学不均匀性和力学不均匀性。因而管道焊接裂缝的种类、形成条件、形态和分布特征都必然与这三个不均匀性相关。
1.2 管道焊接接头的特征区域
焊接时,因为加热时金属受热是不稳定的,不同的受热时间和温度影响下,使焊接的接口处出现不同的结构形态和受力区间,这对焊接出现裂缝具有直接的影响。因而,了解焊接接口的特征区域是进行焊缝检测的基础。一般两个管道进行焊接时,在对接处会有一定角度的焊接坡口,如图1中标注2所示。在焊接热源作用下,焊接材料(填充金属)熔化成熔滴、母材也熔化掉一部分、两部分金属组成熔池,凝固结晶后称作焊缝金属[3]。焊接材料的含碳量及合金的成分都小于母材,纯净度较高,因而焊接材料的混合比直接影响焊接裂缝。液态焊缝金属与固态的母材金属的交界面是空间曲面,从管道焊接接头横截面处观察是一条曲线,称为熔合线。熔合线上的液态焊缝金属同熔合线下处于液固相间状态和部分熔化的金属通过凝固连接在一起,形成焊接接头[4]。
由于焊接过程是多种混合金属的热熔和冷却结晶的过程,因此冷却后的接头与母体材料存在差异:
(1)焊接接头金属与母材金属具有不同的组织性能;
(2)焊接接头区域的化学成分不均匀;
(3)局部的加热造成焊缝材料随温度变化出现组织梯度。
根据焊接接头的特征区域可知,焊缝的几何尺寸主要包括焊接坡口深度、宽度等。焊缝的深度即母材的熔化深度,它影响着焊缝的承载能力[5]。焊缝宽度是焊缝表面两焊趾直接距离,焊缝的成形系数是熔宽与熔深之比,它的大小会影响到熔池中的气体逸出、熔池的结晶方向、焊缝中成分的偏析等,从而影响到焊缝产生缺陷或缺欠的敏感性。
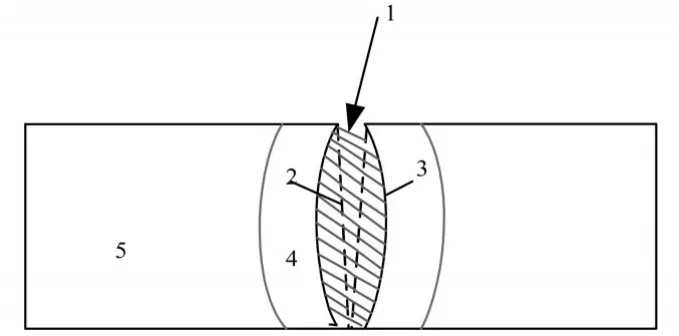
图1 管道焊接接头的特征区1—焊缝2—焊接坡口面3—熔合线4—热影响区5—母材
2 总体方案
以上对管道焊接过程中容易造成裂缝的因素和焊接接头特征区进行了分析,下面将讨论对于出现的微小裂缝如何运用光学系统结合成像技术加以检测。
系统结构图如图2所示。
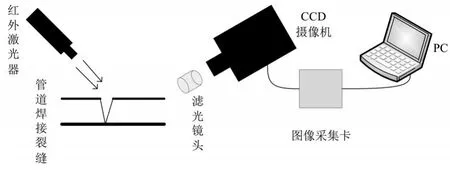
图2 系统结构图
系统工作原理是由激光器发射光源照射管道焊接接头处,然后由CCD摄像机摄取图像,CCD摄像机能够把摄取到的图像转化为可测的电信号,电信号被图像采集卡所接收,然后将模拟信号转换为数字信号传送给PC机,PC机通过图像处理技术将接收信号进行处理还原摄取到的图像[6]。再经过计算机图像处理软件进行图像预处理,得到管道焊接裂缝的位置和坡口几何参数信息,并显示最终图像处理结果。
2.1 光源的选择
系统一般可以采用自然光、电弧光、激光等作为光源,但是由于在焊接过程中有强烈的电弧辐射光干扰,在可见光范围内其强度都远远大于熔池的辐射光强,因此系统选用红外激光器作为光源。这是由于红外激光器的波长能够与电弧光波长区分开来,有助于在接收端获得清晰的图像。
2.2CCD摄像机
CCD即电容耦合器件,可直接将光信号转化为电信号。其有体积小、重量轻、稳定性好、抗冲击、灵敏度高、速度快、像素密度高、成本低等一系列优点。故系统采用CCD摄像机拍摄管道焊接接口图像。
在焊接过程中,红外激光器发射出红外激光以一已知角度照射焊接接口处,CCD摄像机摄取这一角度接口图像,经处理可得到焊接方向坡口以及间隙数值等参数。但是由于在焊接过程中,焊接区域极易受到弧光干扰。弧光干扰是因为为了避免熔池表面的金属辐射,在熔池表面上方会加层保护气体,从而造成了保护气体辐射。为了能够有效排除弧光干扰,所以在CCD摄像机前加了滤光镜头,能够有效的防止图像信息被弧光淹没。
2.3 图像采集卡
图像采集卡的主要功能是将CCD摄像机摄取到的模拟信号图像转变为数字信号图像。CCD摄像机将采集到的图像进行A/D转换,将模拟信号转换为数字信号后,将转换结果传送给计算机进行实时处理。原理框图如图3所示。
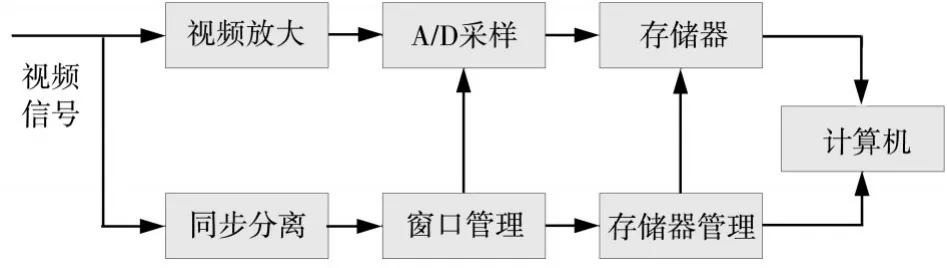
图3 图像采集卡原理框图
该图像采集卡的A/D采集是实时的,并且为了提高其实时采集能力,该图像采集卡采用了图像存储器来拓展计算机内存。所以该图像采集卡能够在焊接时,有较强的抗干扰能力。
2.4 计算机图像处理程序
在实际焊接过程中,因为各种因素干扰,会获得有缺陷的实际焊接图像,但通过计算机图像软件处理,对得到的焊接图像进行滤波、增强、锐化、二值化,便可以得到有用的焊接图像参数[7]。
2.4.1 坡口参数的提取
在焊接过程中,坡口参数对其质量影响非常大,所以提取坡口参数是计算机图像处理的重要内容,坡口参数主要包括坡口宽度、坡口深度、坡口角度等。所以设计了处理软件得到坡口参数。其程序框图如图4。
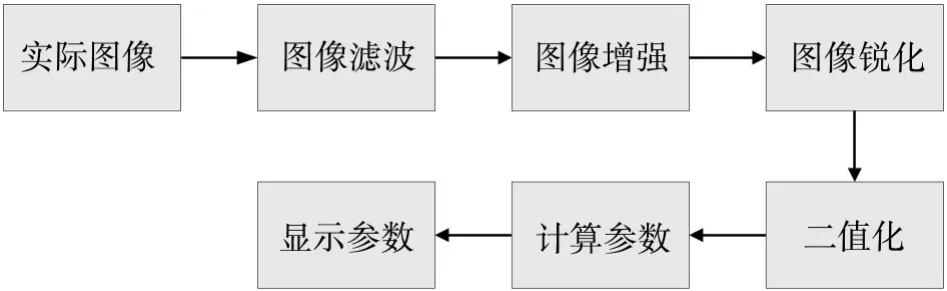
图4 计算机图像处理流程图
(1)图像滤波
由于在焊接过程中的各种干扰因素,得到的焊接图像有噪声污染,所以要通过图像滤波把噪声污染导致的干扰信号滤除掉[8]。
(2)图像增强
采集图像时,由于光照的影响,使得采集到的图像信号很弱,对比度小,图像特征不明显,所以系统采用增加对比度的方法来改善图像的视觉效果。
(3)图像锐化
在图像传输过程中,会使图像受到干扰而变得图像模糊,轮廓不明显。用锐化的方法处理图像后,使图像的边缘和轮廓变得清晰、清楚。
(4)二值化
把图像灰度信号转化为二值信号以便于软件提取坡口各种参数。
(5)计算参数
利用设计的处理软件计算坡口参数。(6)显示参数
在计算机上显示坡口参数,便于参考。
2.4.2 弧焊自动跟踪系统
弧焊自动跟踪系统主要是利用模拟积分把二维图像压缩,然后将压缩得到的信号进行处理,经过压缩得到的亮度信号在坡口处有强烈的变化,根据该变化找到坡口中心,从而进行对焊接的实时自动控制[9]。
3 实验结果与结论
在实验室中,该系统可以稳定工作。利用图像法对管道焊接裂缝进行检测和处理后,可以对管道焊缝进行实时的对中控制。而且当检测精度可达± 0.1mm时,计算机图像处理软件仍可以显示出管道焊接裂缝的准确位置和参数,并且与实际参数值相符合。并且符合在实际焊接中精度为±(0.5~0.7)mm的要求。
通过实验研究表明,利用图像法对管道焊接裂缝检测的系统,有协调能力好、抗干扰能力强、控制精度高、性价比高、适用面广等优点。
[1]吴林等.铝合金焊缝图像的焊接区域提取与缺陷尺寸形状保真[J].焊接学报,2001,22(4):1-8.
[2]刘贵民.无损检测技术[M].北京:北京国防工业出版社,2006.
[3]王文明,王晓华.长输管道超声波内检测技术现状[J].油气储运,2014,33(1):5-8.
[4]Nagarajam S,Groom K N,Chin B A.Infrared sensors for seam tracking in gas tungsten are welding processes[C].In Proceedings of 2nd International Conf.on Trends in welding Research,Gatlinburg,USA,1989:951-955.
[5]Doumanidis C,Hale M,Hardt D E.Multivariable con⁃trol of arc.welding processe[J].In:David S A,eds.ad⁃vances in welding science and technology.Metals Park. Ohio:ASM International,1986:11(2)449-460.
[6]孙忠诚.焊缝X射线探伤数字图像处理方法研究[J].无损检测,1992,13(1):1-5.
[7]Lalisberto,V.Defect detection in-ray images using fuzzy resoning[J].Images and Vision Computing,2001,25(2):10-30
[8]藏明,吴林,李岩.基于势函法的铝合金焊缝缺陷识别[J].2000,22(12):45-55.
[9]孙怡,孙洪雨,白鹏,等.X射线焊缝图像中缺陷的实时监测方法[J].焊接学报,2004,25(2):102-115.
Application of Image Technique in The Detection of Pipeline Welding Cracks
CHEN Li,ZHAO Haili,ZHANG Yu,WANG Shupeng
(School of Electronics and Information Engineering,Changchun University of Science and Technology,Changchun 130022)
In the process of pipeline welding,a large number of image information and feature information can be obtained by im⁃age processing.Through the detection of welding crack information,so as to realize the real-time control for the quality of weld⁃ing cracks in the welding process.In this paper,a new method based on image processing is proposed to detect the cracks in the welding process.The system mainly includes laser,CCD camera,image acquisition card and computer image processing soft⁃ware.The experimental results show that the system has the advantages of good coordination ability,strong anti-interference ability,high control precision and high cost performance ratio.
welding cracks;image technique;CCD camera
TG409
A
1672-9870(2017)02-0115-03
2016-12-05
吉林省科技厅项目(20140204035G)
陈莉(1991-),女,硕士研究生,E-mail:447632379@qq.com
赵海丽(1977-),女,博士,副教授,E-mail:zhljlcc@126.com