采用纵向锤砧锻造大型筒圈类锻件工艺研究
2017-06-01张晓旭郭海萍肜鹏杨兵沈阳铸锻工业有限公司锻造分公司
文/张晓旭,郭海萍,肜鹏,杨兵·沈阳铸锻工业有限公司锻造分公司
采用纵向锤砧锻造大型筒圈类锻件工艺研究
文/张晓旭,郭海萍,肜鹏,杨兵·沈阳铸锻工业有限公司锻造分公司
本文主要阐述采用纵向锤砧进行马杠扩孔,锻造大型筒圈类锻件,解决了设备锻造空间不足及窄砧扩孔变形不均匀、扩孔效率低的问题。采用的新工艺方案有效地保证了锻件的内部质量,提高生产效率,实现小设备干大活极限锻造目的。
大型水电机组上关键构件衬套锻件的零件轮廓尺寸为外径2190mm、内径1940mm、高1330mm,锻件尺寸为外径2240mm、内径1880mm、高1390mm,锻件重量12700kg,材料为20SiMn,锻件图见图1。
该锻件形状虽然简单,按最终成形工序,看作是圈类锻件,但由于锻件高度尺寸达到1390mm,也可看作大型筒体锻件,这里为便于叙述,根据其锻造成形特点称作筒圈类锻件。其锻造成形工序囊括自由锻造的下料、镦粗、冲孔、芯轴拔长、马杠扩孔,工序繁多。该件若在3150t以上标准系列水压机上生产难度并不大,但我公司设备虽然具有3200t压力,锻造空间却仅相当于2000t水压机,因此,生产该件具有很大难度。必须对该件自由锻造工艺深入研究,采取特殊工艺措施,确定好合理的工艺参数,才能达到利用小设备干大件目的,全面提升工艺水平。

图1 锻件图
锻造工艺方案难点分析
如按筒类锻件芯轴拔长出成品,芯轴重量加上锻件重量超重,40t操作机无法夹持,同时起始拔长时水压机高度净空距也不够,所以该件最终锻造成形,只能采取马杠扩孔。但由于锻件长度达到1390 mm,因此需要解决如下技术难题:⑴设计纵向长砧及马杠尺寸,保证工艺顺利实施;⑵确定各工序合理工艺参数,控制好扩孔后锻件大小口程度,保证锻件工艺尺寸达到图纸要求。
具体分析如下:我公司现用32MN水压机配备平砧为500mm、800mm宽,扩孔成形过程中,需要三砧或者两砧搭接扩孔。由于搭接部位变形比较小,造成锻件沿母线方向变形不均,影响锻件质量。即使采用800mm砧,搭接扩孔,不可避免造成扩孔时马架单边受力点部分移到我公司现有32MN水压机下横梁支撑底座外,给设备和安全生产带来危害。根据塑性变形最小阻力定律窄砧扩孔,金属沿周向流动的量大大减少,而沿轴向流动的量则增加,扩孔效率降低,导致锻造过程过长,烧损严重,存在料不够用不能满足工艺尺寸要求而报废的风险。
针对上述问题,必须考虑采用纵向锤头进行满砧马杠扩孔工艺。由于锻件长度达到1390mm,进行满砧扩孔,如果扩孔前通过芯棒拔长的预制坯料壁厚不均,导致锻件大小口,则无法满足锻件加工尺寸,因此加强中间制坯工序的质量非常关键。
确定锻造工艺方案
该锻件工艺过程为锯床下料→镦粗→冲孔→扩孔→芯棒拔长→纵向锤头扩孔。具体工艺过程参数如表1所示。
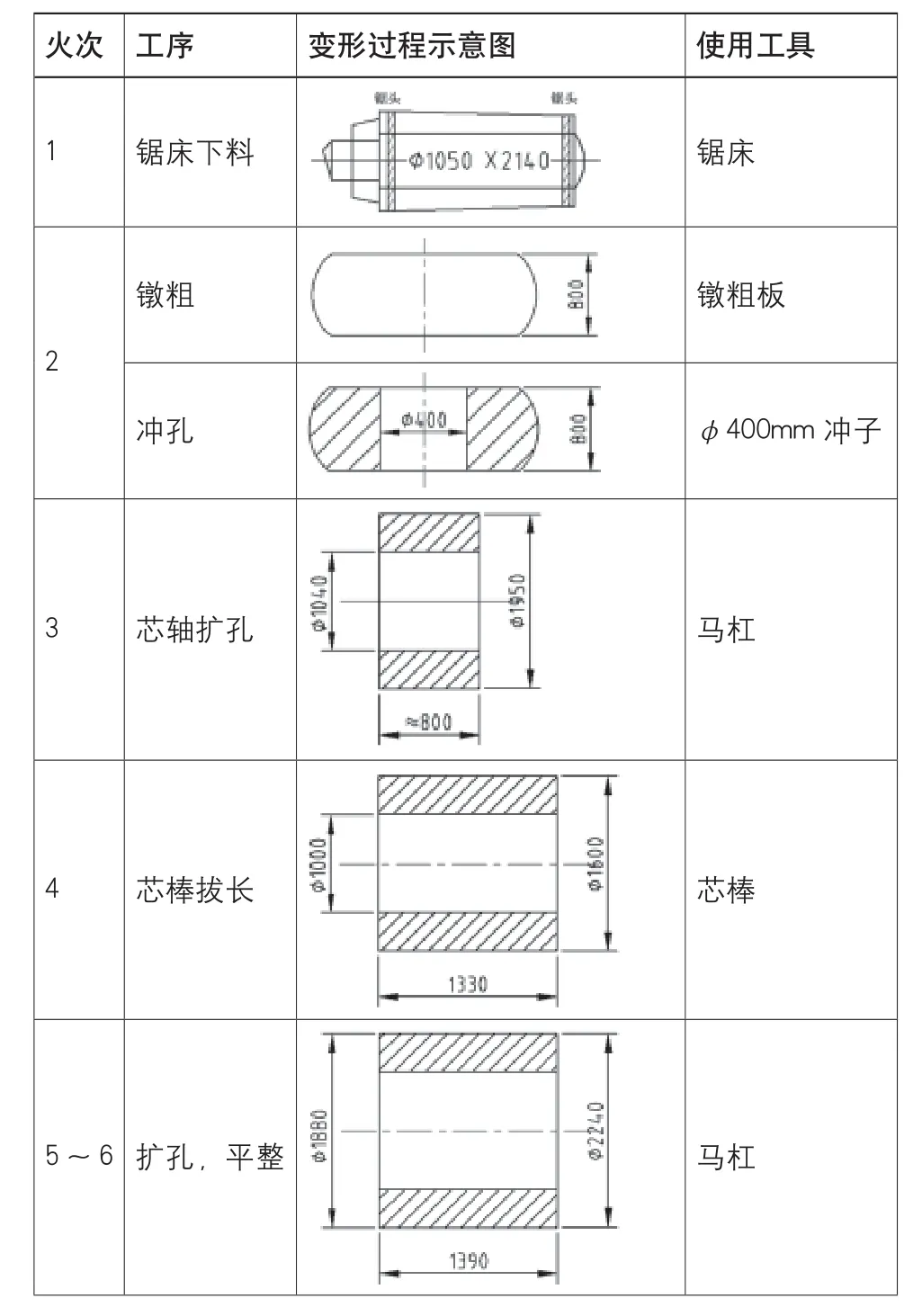
表1 大型筒圈类锻件锻造工艺流程
纵向锤砧在大型筒圈类锻件锻造工艺中的应用
以该件锻造为契机,为实现满砧扩孔,我们设计并制造了纵向锤砧,示意图如图2所示。图2a为常用的500mm宽平砧,图2b为纵向锤砧,长2600mm,主要考虑我公司3200t水压机锻造空间及今后具有更大的通用性,提高工具投资使用效率。对于长度为1390mm的锻件,可以实现满砧扩孔成形,解决了窄砧扩孔变形程度不均匀、扩孔效率低的问题,满足对设备锻造空间要求。
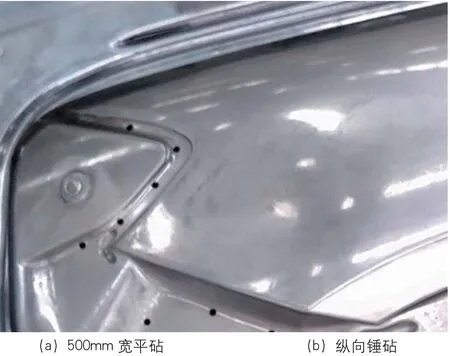
图2 500mm宽砧和纵向锤砧示意图
结论
⑴采用纵向锤砧进行马杠扩孔成形的大型筒圈类锻件,毛坯外观质量良好,生产操作方便,解决了扩孔变形程度不均匀、扩孔效率低的问题,实现小设备干大活目的。
⑵确定了锻造过程工艺参数及操作控制要点,避免了锻件出现大小口,坯料烧损量大问题,满足工艺尺寸要求。
⑶为大型冶金辅具设计及制造积累技术经验。
