浅谈铸件ASTM E图谱评定分析与应用
2017-06-01保万红
保万红,侯 佼
(共享装备股份有限公司检测中心,宁夏银川 750021)
浅谈铸件ASTM E图谱评定分析与应用
保万红,侯 佼
(共享装备股份有限公司检测中心,宁夏银川 750021)
通过对标准评定图谱ASTM E446(ASTM E186、ASTM E280)的解读分析,结合实际RT探伤拍摄的底片对比,用量化的数据对缺陷进行分析。
评定;解读;量化;分析
0 前言
铸造是装备制造的基础。铸件品质的优劣,直接影响到装备的技术性能、服役寿命和使用安全。所以要想铸造高质量的产品首先分析研究、解决缺陷的问题。铸件里存在着很多类型的缺陷,如夹渣(夹砂)、气孔、疏松(缩松) 、冷隔等,以上缺陷在逐渐内部因受外界条件的不同其生成的形状各不相同,就是同种类型的缺陷也完全不尽相同,也有不同类型的缺陷相互掺杂在一起,这类缺陷用超声波检测(以下简称UT)探伤时缺陷反射波混杂,不易准确定出它的大小、面积、尺寸以及位置;同样用射线检测(以下简称R T)探伤发现缺陷(因参数不同在底片上反映的缺陷形状不同)在底片上的形状难于定量、定位。
基于上述问题,本文只讨论RT 探伤出的铸件缺陷在底片上的影像进行分析讨论。底片的评定使用的是ASTM E 446、ASTM E 189、ASTM E 280标准参考图谱,此类图像影像典型简洁明了,让评定人员很直观的看到缺陷的形状结构类型,但其中是典型的缺陷形貌不能完全适合实际当中我们所看到的缺陷形貌,因此在底片评定时不同的人员片定出的底片缺陷类型也不不相同,特别是对刚入行的检验人员更难掌握此类评定方法。本文通过继承ASTM E标准的缺陷分级基础上,结合依据GB/ T5677—2007标准和日本JIS系类铸件类产品底片评定方法方法,分析ASTM E类参考图谱中某类典型缺陷参数进行测试分析,结合实际中评定底片测试数据对比分析,给评定者一些可参考的数据,能准确、快捷的评定铸件缺陷,因测试数据较多,本文仅以壁厚在120 mm以下的铸件壁厚进行测试分析。
1 铸件内部产生缺陷类别
铸造产品中常见缺陷主要有冷隔、缩孔、疏松、裂纹、夹砂和夹杂物、气孔等。在铸件中除以上缺陷外,还有一种常见的典型缺陷是浮渣,主要集中在铸件表面及表面,用肉眼直接可见。
1.1 冷隔
主要是浇注温度太低,,金属熔液在铸型中不能充分流动,使两股融体相遇未充分溶解,在铸件表面或近表面形成冷隔;冷隔,冷隔往往用肉眼可以发现。
1.2 疏松
疏松发生在厚大、结构复杂等区域,如热节中心呈树枝状多孔性组织分布、其产生原因是铁液在冷却和凝固过程中,其发生液态收缩和固态收缩,由于工艺设计或浇注操作不当,造成铁液补缩量不足,在铸件内产生空洞,凝结时形成的密尔集中的大空洞成为缩孔,分散而细小的空洞成为缩松。缩松和缩孔在底片上呈现的形态常见的是集中空洞、纤维状缩孔、海面状缩松。如图1所示。

图1 缩松类缺陷底片显示
1.3 夹砂和夹渣
夹砂是浇铸时砂型剥落混进铸件形成的,夹渣是钢水中的熔渣没有与钢水分离混进铸件形成的。其在底片上整体影像形状极为不规则,影响结合度具有颗粒度特征,尤其在影像的边缘区特征更为明显。如图2显示。

图2 夹渣、夹砂类缺陷底片显示
1.4 气孔
金属凝固过程中,其中的一部分气体来不及逃逸而在金属内部或表面发生的圆孔。因气孔表面较为光洁,故反射波尖锐、陡直,在底片上呈现为孤立的或成群的圆形、椭圆和梨形的暗斑,轮廓光滑,影像鲜明,整个影像黑度大。它存在破坏了金属的连续性,减少了承载面,造成局部应力集中降低了铸件的机械性能,尤其是降低逐渐的冲击韧性和疲劳强度, 如图3显示。
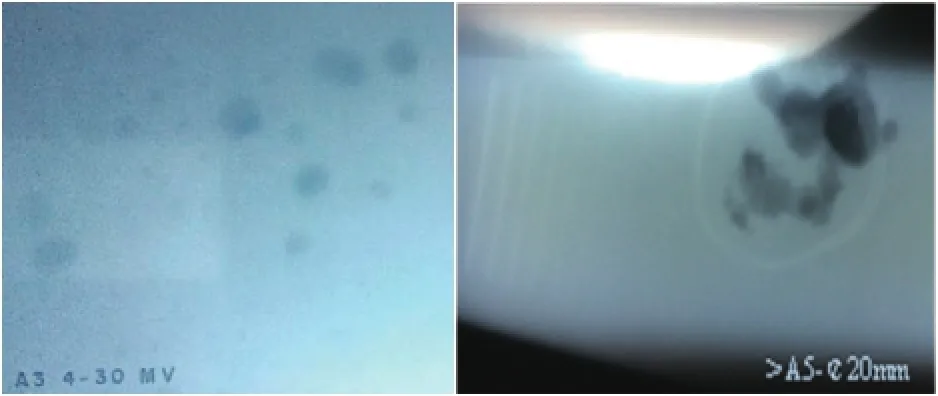
图3 气孔类缺陷底片显示
2 图谱图片数据分析对比
依据标准GB/T5677铸钢件底片评定数据,应用其中气孔、夹渣、夹砂以及圆形缺陷(长宽比小于3)点数换算表(表1),来换算ASTM E446、ASTM E186图谱中气孔、夹砂及圆形缺陷大小,如表2。

表1 缺陷尺寸和缺陷点数换算表
从表1中可以看出其换算是依据缺陷尺寸的大小换算成点数,来描述缺陷在铸件内产生的危害及其影响其使用性能,其点数越大危害性就越大。
通过ASM E图谱典型缺陷影像可将缺陷分为五个等级,如A1/A2/A3/A4/A5、C1/C2/C3/C4/C4/ C5等,因此图谱中只对一个区间的壁厚用不同类的评定方法评定,如ASTM E446,是在壁厚≤51 mm;ASTM E186是在壁厚51 mm<t≤114 mm、而GB/T5677分为六个等级来评定的,其中把壁厚进行细化来分段来判定缺陷的接受级别。而本文是基于ASMT E类缺陷影像来测定数据的;所以把壁厚在120 mm内的测试数据以壁厚≤51 mm和51 mm<t≤114 mm的范围内,结合GB/T5677标准对应的数据进行对比。依据图谱ASTM E446和ASTM E186中缺陷类别分级,把气孔、夹渣、夹杂、缩松分五个级别,通过对每个级别缺陷数据的测试汇总,结合表1的数据对比分析得出表2、表3的数据分析表。
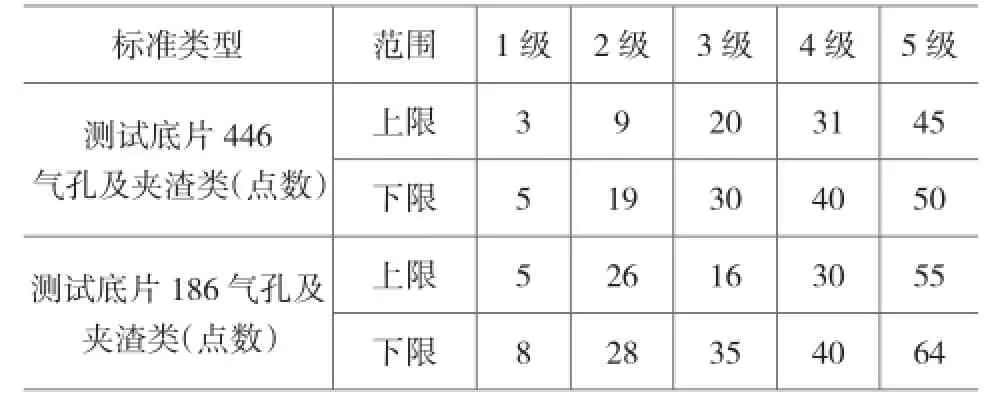
表2 气孔、夹渣夹砂类圆形缺陷数据统计
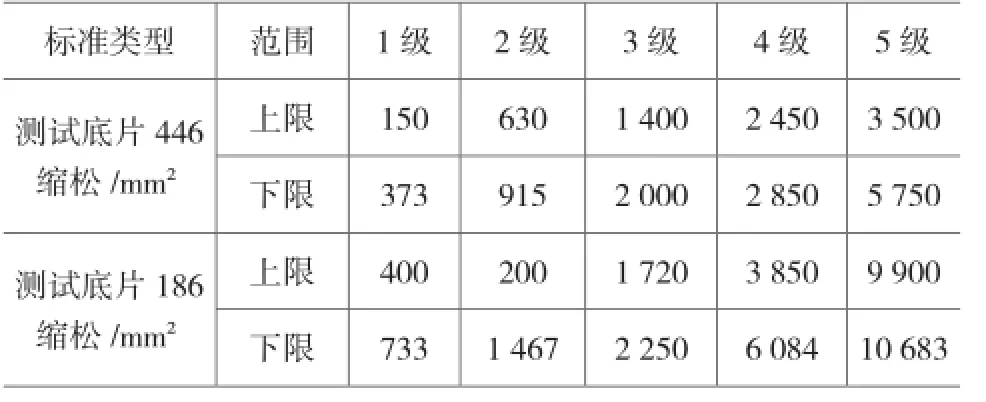
表3 缩松类缺陷数据统计
3 实际评定分析
实际当中我们发现在底片上反映出的各类缺陷完全不像 ASTM E参考图谱上的缺陷那样有形、有规则。其缺陷大小、面积、类型也完全不同于实际透照反映的清晰明显。为更优化标准图谱数据测试的有效性,利用ASTM E标准图谱在实际平片中对评定的缺陷数据进行测定汇总,以相应的壁厚数据进行对比分析可得出4数据。
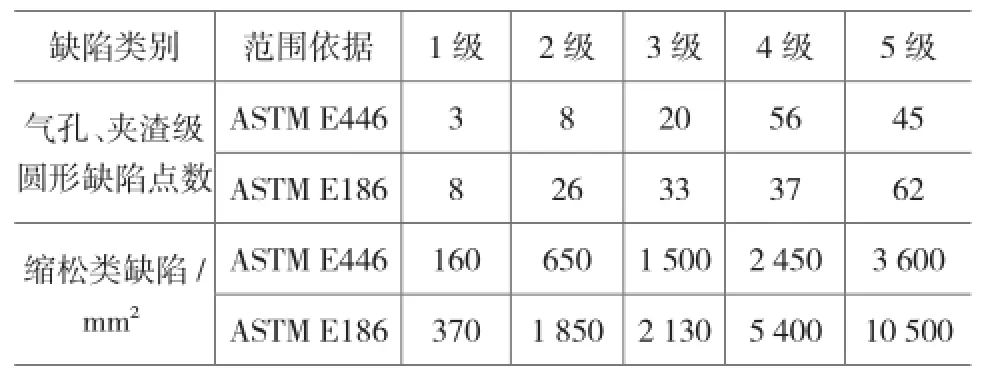
表4 实际测试缺陷评定数据统计
4 测试对比结果
依据ASTM E94标准要求,使壁厚在120 mm内(≤51 mm和51~114 mm)按两个档次来分析缺陷数据,从表2、表3看出,测试计算ASTM E446 ASTM E186图谱缺陷影像点数值与实际当中评定底片缺陷换算的点数值非常接近,其差值与图谱中的数据测定再其上下限内,所以测定据可用。综上所述,无论是换算点数还是缺陷面积所测得的数据对比分析,其数值偏差不大,都在有效范围内,也就是说次测试数据有效性可行,能够用于实际底片评定中。
5 结束语
本文通过多次测试的数据,结合长期积累的经验测定数据,总结出以上数据可以应用到实际评定中,应用此实验数据应考虑以下几个参数:
(1)本测试数据是以ASTM E94工业射线检测为基础的,所以缺陷定级是按ASTM E的等级要求进行评定的;
(2)本测试只用于应用ASTM E标准图谱的X射线检测铸件底片评定的;
(3)因测试技术条件有限,测试数据仅用来参考。
通过对比分析,采用以上方法对气孔类及夹杂圆形类和缩松类缺陷进行测试积累对比后的数据可用于实践中应用是可行的,可能更有利评定底片缺陷。
[1] ASTM International. ASTM E 186-98,[VOLUME Ⅲ(4-MV to 30-MV X RAYS)]无损检测:壁厚(51<T≤114 mm) 铸钢件的射线参考图谱[S]. West Conshohocken, PA: ASTM International,2004.
[2] ASTM International . ASTM E 446-98,[VOLUME Ⅲ(2-MV to 4-MV X RAYS and COBALT-60)]无损检测:壁厚(T≤51 mm)铸钢件的射线参考图谱[S]. West Conshohocken, PA: ASTM International,2004.
[3] 沈阳铸造研究所. GB/T 5677-2007,无损检测:铸钢件射线照相检测[S].北京:中国标准出版社 ,2008.
Analysis and application of standard reference radiographs ASTM E446 /E186
BAO WanHong
(Ningxia Kocel Equipment Co.,Ltd.,Yinchuan 750021,Ningxia,China)
Because of the diversity, internal casting and near surface complexities and casting process casting structure is formed of various defects. Comparative analysis of production radiographs and Standard Reference Radiographs ASTM E446 (ASTM E186, ASTM E280) based on quantitative data is made for defecting evaluation in this paper.
defects ; radiographs; evaluation; quantitative data
TG245;
A;
1006-9658(2017)02-0087-03
10.3969/j.issn.1006-9658.2017.02.029
2016-10-20
稿件编号:1610-1555
保万红(1978—),男,工程师,从事铸件性能测试和NDT检测工作.