三喷嘴干煤粉气化炉煤粉烧嘴优化改进研究
2017-05-30唐高荣
唐高荣
摘要:文章针对兖矿贵州开阳化工有限公司三喷嘴干煤粉气化炉煤粉烧嘴在运行中出现的问题,通过技术攻关,提出改进方案及具体的改造措施。实施后,烧嘴及气化炉运行状况得以明显改善,运行周期得以延长,取得了显著的经济效益和社会效益。
关键词:三喷嘴干煤粉气化炉;煤粉烧嘴;优化改进;效益分析
1研究概述
兖矿贵州开阳化工有限公司针对贵州当地“三高煤”(高灰、高灰熔点、高硫)的特点,依靠兖矿集团技术支持,与德国科林公司、华东理工大学合作,针对当地煤质情况,开发出了国内首套以西南地区“三高煤”为主要原料的干煤粉气化技术,本气化技术主要是采用三喷嘴顶置下喷式干煤粉加压气流床气化技术,采用盘管式水冷壁换热,水浴激冷,为“三高煤”的清洁高效利用探索了新的技术路线。公司年产50万吨合成氨装置中设置2台气化炉,采用两开不备的运行方式,正常运行时两台气化炉采用75%的设计负荷运行,单炉投煤量为1 100t/d,气化炉操作压力4.0 MPa,粗合成气有效气(CO+H2)产量70 000 m3/h;气化炉出口粗合成气压力3.8 MPa,温度205-207℃,含尘量0.5-0.8 mg/m3,水气比1;比氧耗为340 m3/km3,比煤耗为650 kg/km3,冷煤气效率为80%,碳转化率为98%。
烧嘴是气化装置上的关键设备之一,煤粉烧嘴的布置与数量是一台气化炉设计的核心所在,开阳化工气化炉在煤粉烧嘴的布置上创造性地采用了顶置式三喷嘴布置,设置了一个点火烧嘴和3个煤粉烧嘴。其核心设计在于顶置的多喷嘴结构,该设置可有效地优化气化炉内部流场及煤粉运动轨迹,提高煤粉的混合性,从而有效地提高气化炉的碳转换率以及渣灰比,获得较好的煤粉运动轨迹,气化炉筒体及顶部可形成较为均匀的渣层,从而对水冷壁盘管起到了有效保护作用。
2优化改进
2.1煤粉烧嘴通道优化改进
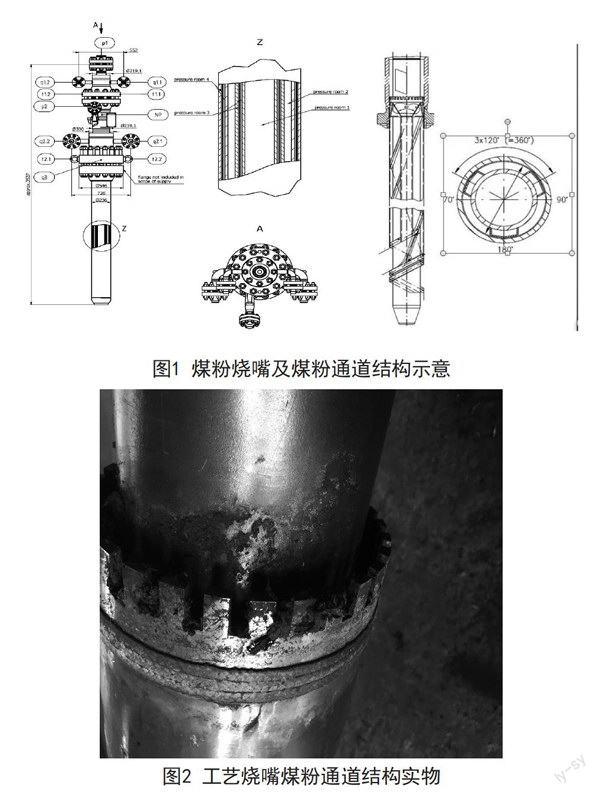
开阳化工气化炉煤粉烧嘴采用夹套式设计,其中氧气通道位于烧嘴中心,煤粉通道位于夹套缝隙。工艺烧嘴的煤粉通道,位于烧嘴内外夹套中间环隙,环隙设有外壁支撑,煤粉通道分为3个,以120°均布在环隙空间。煤粉从煤粉入口进入烧嘴后,沿3个通道向下,从下部出口出来后,顺着螺旋轨道,旋转进入气化炉,与中心通道出来的氧气,进行充分混合后反应。具体烧嘴结构如图1所示。
2.1.1存在问题
煤粉烧嘴在煤粉通道入口外壁支撑处设有垛口式的结构,如图2所示。
该结构的设计初衷为:通过对煤粉载气的破旋,使煤粉对于3个煤粉通道的均匀分布效果更好。初始设计时,假定煤粉清洁度较好,几乎无杂质,因而通过上述垛口式结构可以达到理想的分布效果。但在实际使用过程中,因煤炭开采转运、储存及破碎、制粉流程较长,煤粉中掺杂一定的杂质实际上难以避免,煤粉由通道输送至烧嘴时,易在垛口处堆积,造成烧嘴通道入口处堵塞,从而造成煤粉入口通道的堵塞。开阳化工的生产实际应用表明,该垛口式结构设计的负面效果超过了正面效果。
2.1.2优化改进方案
针对上述运行中出现的问题,通过对比初始设计及实际使用效果,将煤粉进入烧嘴后分为3个通道,切掉垛口结构,并在外壁上打磨出一个坡度,使煤粉入烧嘴改为带锥形角进入。通过改造,实现煤粉杂质沿着通道进入,防止其挂在烧嘴入口处堵塞煤粉通道,从而减少对煤粉流量的影响,详细结构如图3所示。
2.2煤粉烧嘴膨胀节改进研究
初始设计时工艺烧嘴根部设置有膨胀节,用以减少烧嘴在运行中所受的热应力,但在实际应用中,因膨胀节承压性差(最高耐压0.2 MPa),而气化炉在开停车过程中,压力变化较快,极易造成膨胀节内外压差过高,导致膨胀节损坏,从而使烧嘴冷卻水大量泄漏,危及系统运行。针对这种情况,开阳化工在经过论证后,认为在运行时工艺烧嘴所承受热应力不足以对烧嘴造成损坏,在该处设置膨胀节的意义不大,大胆假设可以将其取消。经过改造后,经小心取证反复观测验证,烧嘴运行正常,再未出现过烧嘴冷却水严重泄漏的事故,保持了气化炉的平稳运行。工艺烧嘴原膨胀节(己变形损坏)与改造后无膨胀节的工艺烧嘴对比,如图4所示。
2.3工艺烧嘴头部优化改进
工艺烧嘴在运行时,受煤粉冲刷及炉膛内高温辐射,头部磨损烧蚀难以避免;同时因开阳气化原煤为当地高硫煤,合成气中H2S含量高,对烧嘴有较强的腐蚀作用。一般运行3个月后,烧嘴头部均会出现不同程度的变形及磨损情况,从而影响烧嘴正常运行,造成煤粉偏喷、雾化效果下降,导致水冷壁挂渣不均、碳转化率降低等问题。
工艺烧嘴在运行3个月后,烧嘴头部耐火料己全部冲刷烧蚀,用以固定耐火料的抓钉亦严重烧蚀,中心氧枪头部内侧因应力作用产生了近1/2圈的裂纹,中心氧枪发生变形,造成与外环间隙不等距,煤粉因此发生偏喷。改造前使用3个月后的烧嘴头部与改造后使用185天后的煤粉烧嘴头部对比,如图5所示。
针对该情况,开阳化工经实测论证分析,认定造成烧嘴损坏的主要原因为烧嘴头部与外夹套材料材质等级(602CA与904L),不能很好地适应现有使用环境,为此,经分析研究后,改用Incone1718与Incone1600材质,并将烧嘴头部整体挖出成型,以此消除因机加工及焊接等原因产生的潜在应力。改进材料和制作工艺后的烧嘴,运行效果及使用寿命得到显著提高(最长运行周期达185天),较好地解决了因烧嘴寿命而制约系统长周期稳定运行的问题。
2.4优化改进效果
2.4.1煤粉烧嘴本体
(1)通过对烧嘴流道及流场分布进行全新模拟分析,对烧嘴结构形式进行调整,最终确定烧嘴结构形式并量产应用,同时加强了煤炭运行管理,使用改造后的烧嘴,未再出现因煤粉管线堵造成气化炉停车。后期利用短停机会对气化炉烧嘴进行拆检,烧嘴入口处未见纤维等杂物,气化炉炉膛挂渣平整,渣层厚度均匀,实际应用情况表明优化改进取得了预期效果,解决了烧嘴易堵、偏喷等技术难题;(2)烧嘴运行正常,再未出现过烧嘴冷却水严重泄漏的事故;(3)煤粉烧嘴运行效果及使用寿命得到显著提高。
2.4.2气化装置
对优化改进前后气化炉的运行情况进行对比验证,主要围绕烧嘴煤粉流量稳定性及合成气有效气含量、水冷壁热通量及挂渣情况、灰渣情况、烧嘴使用寿命等工艺指标,对气化装置的长周期安全稳定运行情况进行分析评价,具体如表1所示。
上述各项数据与结果表明,优化改进后,各项主要工艺指标运行平稳,气化炉运行状况良好,碳转化率得以提高,灰渣可燃物大大降低,提高了有效气成分百分比,提高了气化炉的有效运行时间,奠定了气化炉安全稳定长周期经济运行的基础,该研究与应用项目取得了成功。
3效益分析
3.1经济效益
三喷嘴干煤粉气化炉煤粉烧嘴优化改进以来,气化装置运行稳定,经济效益明显。改造实施前后一年同比实现合成氨增产3.2万吨,液氨价格按2 000元/吨计,年创效3.2*2000=6 400万元。
3.2社会效益
作为国内首套以“三高煤”为单_入炉煤种的三喷嘴干煤粉气化技术,应用于贵州开阳化工年产50万吨合成氨项目,通过在煤粉烧嘴结构创新方面作出了一些尝试,在生产中取得较为良好的效果。三喷嘴干煤粉气化技术的成功运用以及对相应设备技术的后续改造优化升级,为三高煤提供了一种高效成熟的清洁利用技术,对于贵州、山西等省份存在的劣质三高煤就地转化,提供了强力的技术支持。
