复合喷雾冷却TC4钛合金高速车削的刀具磨损分析
2017-05-30刘文刚
刘文刚
摘 要:在高速车削加工中,刀具的磨损问题非常关键,直接影响着加工的质量和效率。本文结合相应的对比实验,以TC4钛合金的加工为例,对复合喷雾冷却条件下高速车削加工刀具的磨损情况进行了研究。结果表明,在不同的切削速度和冷却条件下,刀具的磨损速度也有所不同,需要根据实际情况,进行复合喷雾冷却的合理选择。
关键词:复合喷雾;TC4钛合金;高速车削;刀具磨损
与一般合金相比,钛合金的硬度更高,同时具有极强的抗腐蚀能力和抗裂纹扩张能力,在医疗化工、航空航天等领域有着广泛的应用。不过,钛合金本身的特性使得其加工变得非常困难,在高速车削中会造成刀具的严重磨损,需要做好相应的润滑和冷却工作。复合喷雾是高速车削加工中刀具冷却技术的一种,可以在减少冷却液用量的同时,对环境污染进行有效控制,也因此受到了广泛的关注。
1 试验设备与条件
以TC4钛合金为原材料,进行复合喷雾冷却条件下高速车削的刀具磨损分析。
1.1 试验設备
选择CAK6150型数控车床,以VHX-1000C型超景深三维显微系统对刀具加工过程中前后刀面的磨损情况进行观察,同时也可以准确测量后刀面的磨损量。复合喷雾冷却系统的基本工作原理,是对微量植物油与水的混合物进行特殊的压缩处理,利用特殊喷嘴以雾状高速喷出,可以在刀具表面形成油膜,从而起到润滑的效果,而油膜水滴在受热后,会产生汽化,实现对刀具的降温冷却[ 1 ]。
1.2 试验刀具
选择硬质合金刀具,型号为CNMG120408,在刀杆前端设置两个小孔,复合喷雾可以从孔内喷出,对刀具进行润滑和冷却。刀具安装的几何参数为:前角6°、后角7°、主偏角95°、副偏角4°、刀尖圆弧半径0.8mm、刃倾角-5.5°。
1.3 试验方案
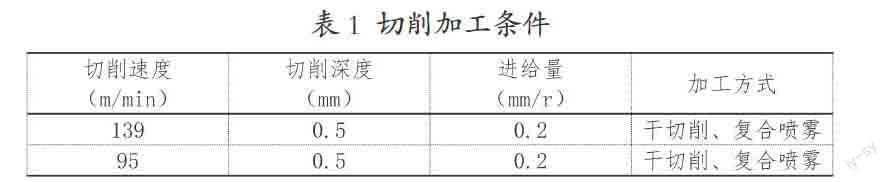
为了使得试验的结果更加明确,分析不同加工条件对于刀具磨损的影响,这里设置两种不同的切削速度,进行对比试验。试验条件如表1所示。
2 试验结果与分析
2.1 磨损形态
钛合金本身的塑性较小,切屑收缩系数与普通的碳钢相比要小的多,这也使得切削在离开主体后,会立即向上翻卷,与前刀面的接触面积仅为钢材的1/3,刀具接触面的局部压力和温度会大大增加,在切屑的挤压和摩擦作用下,前刀面会出现比较严重的月牙洼磨损形态。而较高的压力和温度还会使得前刀面的刀尖位置出现粘结物,这些粘结物会在切屑的挤压和摩擦下逐渐脱落,而在这个过程中,前刀面的月牙洼磨损会不断加剧。后刀面的磨损以机械磨损为主,呈现出一种比较典型的磨粒磨损形态,在极高的切削温度下,硬质合金材料中Co的粘结剂作用会有所削弱,进而使得刀具产生粘结磨损。
2.2 对比分析
2.2.1不同切削速度
当切削速度为95m/min时,无论是干切削还是复合喷雾冷却切削,前刀面的磨损形态均为月牙洼磨损,相比之下,干切削的磨损更加严重,刀具材料出现了明显的塑性变形。而在后刀面,干切削的加工下的刀具磨损非常严重,可以直观的观察到刀具材料在高温软化后,被工件材料划擦形成的沟纹,也可以看到明显的塑性变形。与之相比,复合喷雾冷却加工方式下,后刀面的仅产生较小的机械磨损,并没有出现明显的沟纹[ 2 ]。
当切削速度为139m/min时,干切削和复合喷雾冷却切削加工方式下,前刀面的磨损形态均为月牙洼磨损,而且磨损较为严重,复合喷雾条件下刀具前刀面的出现了比较明显的塑性变化。两种加工方式下的后刀面同样存在着较为严重的磨损问题,可以观察到高温条件下的粘结磨损以及刀具材料在高温软化后,被工件材料划擦形成的机械磨损沟纹,将两种加工方式进行对比,复合喷雾条件下后刀面的磨损更加严重。
2.2.2差异分析
在不同切削速度下,复合喷雾冷却条件对于刀具磨损的影响存在着非常显著的差异:当切削速度较低时(95m/min),相比较干切削,复合喷雾冷却加工的方式可以减缓刀具磨损,切削性能较好;当切削速度较高时(139m/min),复合喷雾冷却加工的方式会在一定程度上加剧刀具的磨损,切削性能不如干切削加工。
分析原因,主要是钛合金材料以及刀具本身材料的强度与温度存在非常密切的联系,温度越高,材料的强度越低。当切削速度较低时,切削区的温度也相对较低,钛合金的强度没有出现明显变化,通过复合喷雾冷却,能够降低刀具的温度,提升刀具强度,以此能够减缓刀具的磨损;当切削速度较高时,切削区的温度较高,钛合金材料的强度出现了明显的下降,如果采用复合喷雾冷却,虽然降低了刀具的温度,提升了其强度,但是同时也降低了钛合金材料的温度,使得其高温软化效果大大削弱,换言之,钛合金材料的强度同样有所提升,在这种情况下,工件的加工难度增大,刀具的磨损也更加严重。因此,当切削速度较高时,采用复合喷雾冷却的加工方式,反而会导致刀具磨损的加剧。
3 结论
结合上述试验分析,可以得出以下结论:
1)在对TC4钛合金材料进行高速车削加工时,硬质合金刀具的磨损以机械磨损和粘结磨损为主。
2)切削速度为95m/min时,与干切削相比,复合喷雾冷却可以显著降低刀具的磨损;切削速度为139m/min时,与干切削相比,复合喷雾冷却会在一定程度上加剧刀具的磨损。
3)在针对TC4钛合金进行高速车削加工时,应该根据不同的切削速度,选择不同的加工方式。
参考文献:
[1] 贺连梁,刘朋和,王晓亮,等.基于复合喷雾冷却的TC4钛合金切削温度的研究[J].工具技术,2014,48(4):25-27.
[2] 刘暐,刘朋和,姜增辉.复合喷雾冷却条件下高速车削 TC4 钛合金硬质合金刀具磨损的研究[J].制造技术与机床,2014,(12):128-131.
