游标卡尺的使用方法及测量误差控制建议
2017-05-30杨洁付宏
杨洁 付宏
摘 要:游标卡尺在工程测量中的应用十分广泛,它主要的作用是测量一些加工器件的尺寸、高度、深度和孔距等,以达到精确加工的效果。但是只要是测量就会存在误差,那么为了将误差值降低到最小,我们就要用到一些解决办法来使这些测量值更加的精确。游标卡尺的广泛使用为工程测量带来了很大的益处,本文主要介绍了游标卡尺的使用方法及其测量误差控制的建议。
关键词:游标卡尺;使用方法;测量误差;建议
随着一些测量工具的广泛使用,我国出台了许多相应的政策书籍来对测量结果的不确定性进行规范化,但是即使这样,工人师傅在实际的操作工程中,受到各种各样原因的影响,得到的数据也与实际情况相差比较大。因为在通用卡尺检测规程中没有对游标卡尺读数的误差进行总结以及对其使用方法给出例子,所以工作人员对其使用也很不方便。因此对于游标卡尺的使用方法及测量误差的分析与解决是非常有实用价值的。
1 游标卡尺的使用方法
在游标卡尺的使用过程中,本文使用5等量块来进行游标卡尺的校准。游标卡尺的读数部分是由尺身和游标这两块组成,当尺框上的活动测量爪与尺身上的固定测量爪相贴近时,尺框上的游标零线与尺身的游标零线就会对齐这时测量爪的距离是零。我们将尺框移动到被测物体的位置,那么活动测量爪与固定测量爪之间的一段长度就是需要的测量值。游标卡尺的读数可以分为三部分,即先读整数,再读小数,最后得出被测尺寸,示例如下:
由图可知:0刻度线所对主尺前面的刻度64mm,副尺0线后的第9条线与主尺的一条刻线对齐。副尺0 线后的第9条线表示:0.02×9=0.18mm;所以得出被测工件的尺寸为:64+0.18=64.18mm。
测量时,利用游标卡尺对150毫米的钢块检测,那么150毫米就是其基准点,此外,在测量之前,要注意游标卡尺的检测范围,还要对它的尺身、游标、活动测量爪、固定测量爪进行检测,确保检测的无误性。
2 游标卡尺的测量误差及控制建议
2.1 弹簧片位置的不确定性
为了平衡弹簧片与主尺上各个相碰地方的压力值,应该保证弹簧片与主尺相碰的地方和夹紧螺丝钉的位置相同,如果相反的话,会使各个相碰的地方的压力不一样,那么就会导致尺框发生偏移,使测量爪两面之间的空隙有很大的改变,从而导致测量出现误差。
控制建议:调整弹簧片,使弹簧片发生形变。可以让弹簧片的两端向上,中间凹陷下去,那么就可以保证弹簧片与主尺接触的地方和夹紧螺丝的位置相同,从而保证受力平衡。
2.2 游标卡尺与量块之间相差温度的大小的不确定性
我们将游标卡尺和量块一起放在铁板上,大约1小时之后,测量游标卡尺和量块之间相差的温度值大约为0.5摄氏度。此时,二者之间的温差就会在一定的范围内波动。我们设测得的工件尺寸为s,11.5*10-6℃-1,那么它的温差估算的标准不确定性为a=121800(微米)×11.5×10-6℃-110×0.5℃/根号下3=0.4(微米)。
2.3 游标卡尺与量块的热膨胀系数的差值的不确定性
热膨胀系数在(11.5+1)×10-6℃这一范围内波动,若测量的长度为s,那么量得的游标卡尺与量块的温差范围是±5摄氏度,则其不确定度计算式为b=121800(微米)×5℃×2×10-6℃-1/根號下6=0.5微米。
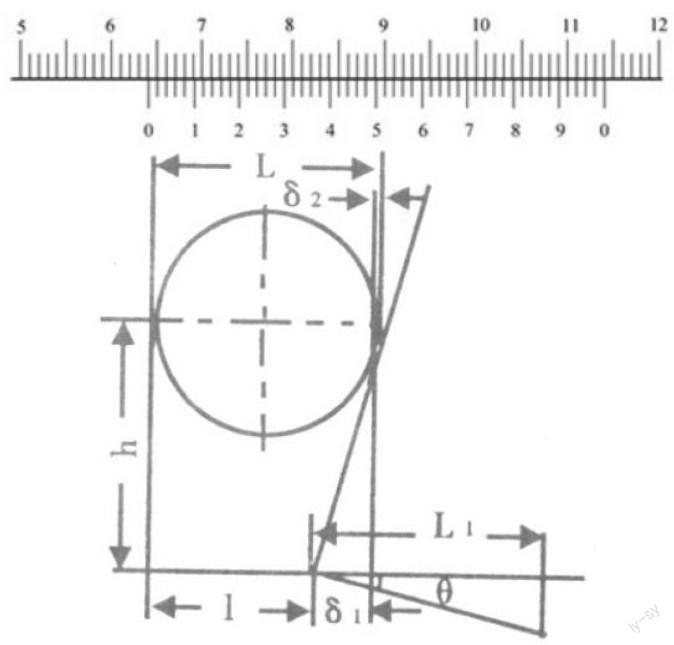
2.4 游框倾斜
如下图所示,简单了表示了游框倾斜对游标卡尺测量误差的影响。
△L=L-l=h×☉,当角☉的值很小时,☉=tg☉=△/L1,其中,△表示游框倾斜的空缝;L1表示游框的长度。我们可以通过具体数字进行举例示意。那么为了使倾斜的间隙达到最小,就一定要保证游框倾斜的间隙最小,这样就可以大大的减少游标卡尺读数时的误差值了。
2.5 主尺和游标卡尺的形变产生的不确定性
测量的基础建立在卡尺的刻线清晰、读数正确上,那么游标卡尺的刻线发生磨损就一定会影响测量的正确性。不管是主尺还是游标卡尺的磨损都会给测量值带来一定的影响。除了温差、质地等因素的影响外,还与主尺发生弯曲形变有关系。
控制建议:将主尺和游标卡尺进行矫正,再进行检测,也可以使用全新的刻度尺以达到清晰的目的。除此之外,再配合读数正确,那么测量误差的不确定性就可以在很大程度上降低了。
2.6 对线不齐导致的不确定性
游标卡尺在读数的过程中,游标框的读数最为困难,只要稍微对准有偏差,就会导致测量结果的不准确。那么当游标卡尺的分度值为0.02毫米时,其不确定度为0.01/(2×31/2)=0.0029毫米。我们在进行数据的测量时,一定要细心研究,仔细观察,这样才能获得准确数值。
3 小结
在游标卡尺的测量工程中,会因为许多因素而产生误差,以上我们对使用方法及其测量误差控制建议进行了分析,当然,除此之外还存在许多的原因,在检测的过程中,一定要查明原因并且对此实施解决办法,是测量的误差达到最小,这样才能使我们的工作人员的检测更加精准、方便。只要我们正确的使用游标卡尺,就一定能在精确的测量范围内使游标卡尺发挥它最大的作用。
参考文献:
[1] 路通.浅谈长度计量工作中游标卡尺的问题与修理.大科技,2016.
[2] 李承荣,吕秀莲,尤丛赋.游标卡尺内量爪示值超差的原因及修复.中国计量,2016.
[3] 绪广生.游标卡尺常见故障及修理方法分析探究.水能经济,2015.
[4] 许现波,朱革,付敏.基于游标细分方法的高精度时栅测量系统设计.传感器与微系统,2017.
