灯泡贯流式水轮发电机径向轴承瓦拆装方法
2017-05-24许国彦
许国彦
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
灯泡贯流式水轮发电机径向轴承瓦拆装方法
许国彦
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
通过对灯泡贯流式水轮发电机出现径向轴承瓦烧瓦情况的分析,提出了拆卸和回装径向轴承瓦的方法,并与其他不同方法进行了比较,发现此方法便捷,拆装效果良好,利于电站检修等狭窄环境的应用,为其他设备制造厂家提供了借鉴。
水轮发电机;径向轴承瓦;拆装;方法
0 引言
灯泡贯流式水电站发电机组由于机组运行异常情况或外界电网故障情况,通过监测发电机组发电机径向轴承瓦瓦温急剧升高,若超过径向瓦瓦温报警值、停机整定值,存在烧瓦的可能性,则必须停机拆卸径向轴承瓦进行检查、处理或更换新的径向瓦。如果按贯流灯泡式机组装机的逆过程进行拆卸机组部件的方法,需要投入大量人力和财力,所以,采取在水轮机机舱内拆卸和更换发电机径向轴承瓦才是最为经济和快捷的方法。本文根据国内某电站灯泡贯流式机组拆卸和更换发电机径向瓦的实际过程,就其方法进行论述。
1 灯泡贯流式发电机的组合轴承结构
灯泡贯流式发电机的组合轴承包括正、反向推力轴承和径向轴承,正、反向推力轴承承受机组运转时的轴向水推力和停机时的反向轴向水推力;而径向轴承与水轮机导轴承共同承受转动部分的重力及径向不平衡力,正、反向推力轴承和径向轴承组合装在一个油槽内,如图1所示。
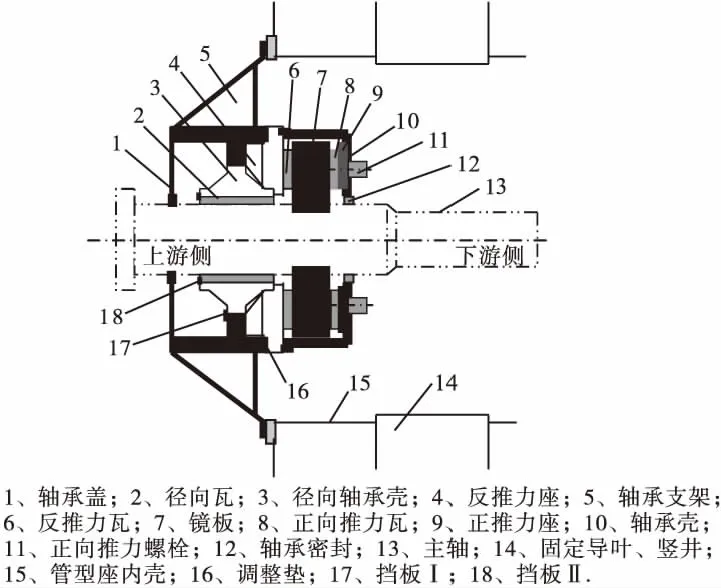
图1 轴承安装图
2 发电机径向轴承瓦拆卸方法
2.1 盘车确定主轴方位
机组流道排水后,判断主轴镜板键槽所在方位;若主轴键槽不在机组+Y方位,应进行盘车使其在此位置,以便于拆装工作。
拆开主轴护罩及附件并吊出于水轮机机舱外;在主轴上方的推力轴承壳和水导轴承体处架设百分表监测主轴,手动启动高压油顶起装置,监测主轴发电机径向轴承两导轴承和水导轴承处均可以顶起,盘车前发电机机械锁定装置必须撤出;在机舱内盘车宜采用主轴绕绳配合使用手拉葫芦或桥机方式进行,使主轴键槽在机组+Y方位;若通入高压油不能顶起主轴,表明径向瓦的高压油孔或油室已堵塞,不宜再进行盘车,则只有在该位置进行拆卸和更换径向轴承瓦的工作。
2.2 排油和拆卸管路
关闭高位油箱通向发电机组合轴承、水导轴承的油管阀门,关闭主轴密封水、检修密封气管阀门;排出发电机组合轴承、水导轴承及润滑油管的润滑油至低位油箱,再排至集油罐。做标记拆除水轮机舱内的地板、扶梯、油、水、气管路并吊至机舱外。
2.3 拆卸推力轴承壳、镜板和反推力轴承瓦
拆掉推力轴承壳上的测温电缆和接线驳;拆除推力轴承壳下游侧的轴承密封,吊出至机坑外;使用数个手拉葫芦及吊绳均衡吊住推力轴承壳,拆卸推力轴承壳与反推力座的圆柱销及螺栓;利用手拉葫芦及吊绳均衡倒运推力轴承壳,使推力轴承壳向下游侧平移,靠近水导轴承悬挂或固定支撑放置。
用千斤顶支顶镜板下半部-Y方位,拆卸镜板的组合面定位销和螺栓。使用数个手拉葫芦吊住镜板上半部,使上半部垂直吊出于主轴槽口,用手拉葫芦向下游侧移动倒运,靠近推力轴承壳悬吊放置。
使用数个手拉葫芦吊住镜板下半部,拆卸下部支撑,靠其重力垂直吊放并退出主轴槽口,向下游侧移动倒运,使用组合面螺栓螺母与镜板上半部连接垫放在主轴上,如图2所示。
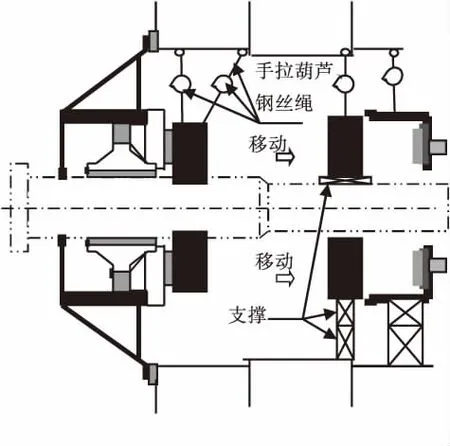
图2 使用螺栓螺母与镜板连接图
拆卸反推力瓦上的测温元件连线;做标记拆卸各反推力瓦和橡胶垫,吊出于机舱外放置。
2.4 机械顶起主轴
若在径向轴承上游侧设有顶轴千斤顶,可直接用该设备顶轴;若没有该设备则需要另外制作顶轴工具。
按大于机舱内的下部固定导叶口部尺寸制作2个承重横梁,放置在下部固定导叶端口上,横梁的上下游位置在使用顶轴工具拆卸径向轴承瓦后有可操作空隙;调整横梁上平面水平并与下固定导叶管口接触稳固后,将横梁与下固定导叶管口间断焊接固定。
在上游侧横梁上放置2个50t螺旋千斤顶或液压千斤顶及顶轴工具,在下游侧横梁上放置刚性垫板和楔形板,放置另一制作的顶轴工具,顶轴工具上垫放0.5mm厚的铜板保护主轴表面。如图3、图4所示 。
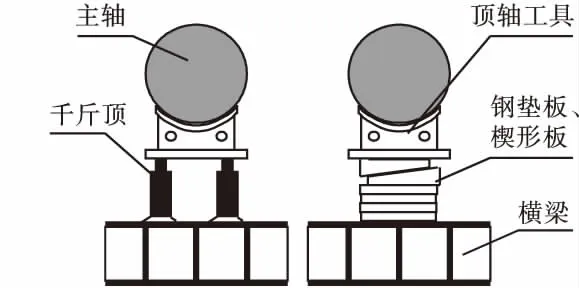
图3 顶轴工具放置铜板示意图
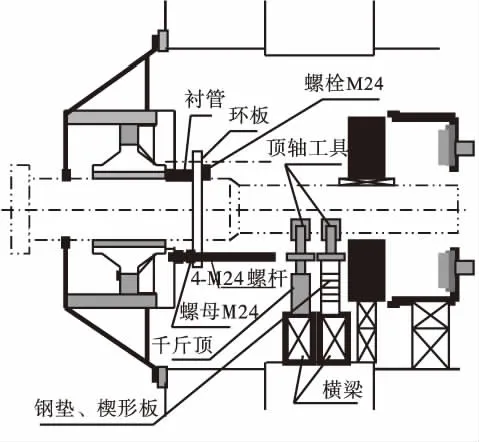
图4 拆除径向轴承示意图
参照图纸的径向轴承瓦与主轴总间隙(一般为0.60mm~0.75mm)使用塞尺测量各轴承的实际总间隙值;在反推力座和水导轴承处架设百分表,监测主轴在上下方向顶起变化量;用千斤顶起主轴,使径向轴承瓦与主轴在上下左右至少存在1/2最小总间隙(0.30mm);将刚性支撑顶轴工具楔形板楔紧,辅助主轴位置刚性固定,将顶轴工具、楔形板、刚性支撑及横梁之间采用间断焊接固定。
2.5 拆卸径向轴承瓦
确认单件径向轴承瓦在向下游侧从径向轴承壳中拆卸抽出时,径向轴承瓦与轴承壳之间的定位销是否被反推力座阻碍,若有阻碍需扩磨反推力座相应槽口后再实施单件拆出径向轴承瓦,或采取径向轴承瓦、轴承壳与反推力座一同拆出于轴承支架,然后逐件拆开反推力座、轴承壳直至径向轴承瓦;若无阻碍则可进行单件径向轴承瓦步骤,先拆开径向轴承上游侧轴承盖2/2瓣,通过空隙拆卸径向轴承瓦上游侧的限位挡板II;在反向推力轴承座和径向轴承瓦上组装“拆装轴承工具”。由四人同时均衡操作拆装轴承工具4个螺杆上的螺母向下游侧支顶工具环板,径向轴承瓦在环板带动下被抽出;拆除拆装轴承工具;在径向轴承瓦下方支撑牢固,拆除径向轴承瓦组合定位销和螺栓,吊出径向轴承瓦上瓣,拆掉支撑再吊出径向轴承瓦下瓣,如图4所示。
2.6 拆卸反推力座和径向轴承壳
根据径向轴承瓦瓦面烧瓦情况,若需检查测量主轴滑转子表面以及径向轴承壳和反推力座的球面质量,还需拆卸反推力座和径向轴承壳,拆卸过程:使用数个手拉葫芦吊绳吊住反推力座,配合使用拆装轴承工具的4-M42螺杆,将反推力座从轴承支架中拆出,将所有调整垫做标记后拆下,并测量记录调整薄片厚度,固定支撑反推力座,如图5所示。
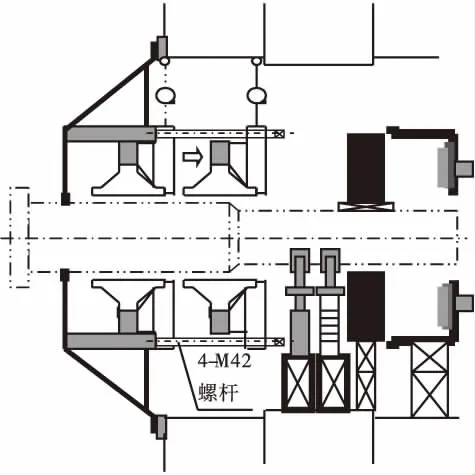
图5 拆卸反推力座示意图
检查处理主轴表面之后,测量比较主轴滑转子直径及将要回装的径向轴承瓦直径应符合图纸要求。
在径向轴承壳与反推力座的球面的间隙处喷注透平油,扭动径向轴承壳检查球面配合处转动是否灵活,不灵活应拆开检查球面:拆下档板I,拆开反推力座合缝面螺栓和销钉,将上瓣吊起向下游侧移动,再将径向轴承壳向上游侧吊开垫木方放置在主轴上;进行检查处理径向轴承壳外球面、反推力座内球面之后,将径向轴承壳整体或下瓣吊放在反推力座下瓣球面上,在球面处喷注透平油扭动检查,直至径向轴承壳下瓣在反推力座下瓣上转动灵活,如图6所示。
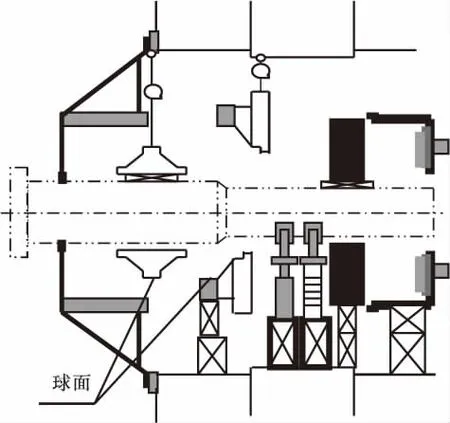
图6 拆除档板球面喷注透平油
3 回装或更换安装径向轴承瓦
3.1 回装径向轴承壳、反推力座
径向轴承壳在反推力座下瓣上组装后,再吊放反推力座的上瓣进行组装反推力座,螺栓把紧力矩、合缝面间隙应符合要求。
使用数个手拉葫芦起吊反推力轴承座向轴承支架平移靠近,调整反推力轴承座与推力轴承支架的配合面对正后,使用轴承壳把合螺栓和临时厚垫将反推力座压入轴承支架配合止口中,在反推力轴承座完全进入之前,按标记交替装入所有调整垫,以及原配垫的薄片;调整装入定位销,把紧反推力座与轴承支架的把合螺栓。然后拆除轴承壳把合临时厚垫。
3.2 回装径向轴承瓦
检查将要回装的径向轴承瓦瓦面合格后,复核测量径向轴承壳下游侧与主轴之间的上下左右尺寸,检查主轴位置是否变化,须要时使用顶轴千斤顶重新调整主轴位置,应满足拆卸时的间隙尺寸要求。
将径向轴承瓦上、下瓣吊入机舱,按图纸要求在主轴上进行组合。核准径向轴承瓦上的圆柱销与径向轴承壳的槽口在+Y方位对正;在反推力座上和径向轴承瓦上安装拆装轴承工具,均匀同步拧紧4个长螺杆上的螺母,将径向轴承瓦压入到径向轴承壳中;拆除拆装轴承工具,如图7所示。回装径向轴承瓦上游侧挡板II;恢复安装轴承密封盖。拆除刚性支撑的顶轴工具,使用千斤顶将主轴回落在径向轴承上,撤下千斤顶再拆除横梁。

图7 拆除拆装轴承工具
3.3 回装反推力瓦和镜板
按标记号回装反推力轴承瓦及橡胶垫,连接反推力瓦测温元件接线。因镜板与反推力瓦理论间隙为0.30~0.50mm;反推力瓦挂装在反推力座上将有侧倾,这将不便于实施回装镜板;须使镜板与反推力轴承瓦之间有数毫米间隙,才能顺利回装镜板:先恢复调整高压油管路,在排油管法兰临时盛接高压油的排油,通入高压油顶起主轴,投入发电机制动风闸,将转动部分向下游侧推动约可推动5~10mm,架设百分表监测主轴向下游侧移动量,应监视转轮与转轮室无碰撞,同时监视发电机转子与下游侧挡风板无碰撞,主轴移动后撤除发电机风闸。将键把合在主轴键槽口内;检查或处理镜板表面质量后,使用数个手拉葫芦吊运移动镜板的上瓣至主轴槽口上方,使镜板键槽对正主轴键,缓慢垂直吊入主轴槽口中,同样使用数个手拉葫芦吊运移动镜板下瓣至主轴槽口下方,对正垂直吊入主轴槽口中,与镜板上半进行组合,把紧组合螺栓,再回装镜板挡板。复核测量反推力轴承座与镜板的上下左右距离,必要时重新调整反推力座与轴承支架的调整垫或薄片,使反推力座端面与镜板面达到平行度0.05mm要求。
3.4 回装推力轴承壳及正向推力轴承瓦
检查处理正向推力瓦表面质量后,使用数个手拉葫芦平移吊运推力轴承壳靠近反推力座,旋退正向推力瓦支柱螺栓,使正推力瓦向下游侧退回最大可调距离5mm;推力轴承壳法兰装入新更换的耐油橡皮条并涂密封胶,装入圆柱销把合螺栓;手动启动高压油装置顶起主轴,并临时盛接排油,回装推力轴承壳把紧到位。回装组合轴承排油管路,手动启动高压油装置顶起主轴,均匀旋紧10个推力支柱螺栓,使正推力瓦顶靠镜板,撤除高压油;在支柱螺栓端部架设百分表监测,重新调整正、反推力瓦与镜板的总间隙0.30~0.50mm,并保证间隙相互误差符合图纸要求,锁紧推力支柱螺栓的螺母,回装支柱螺栓的密封盖。检查处理下游侧轴承密封完好,调整与主轴间隙后把合在推力轴承壳上。
3.5 回装管路附件进行机组运行
清洗高、低位油箱及润滑油油管路,回装管路,油箱充油;打开进油管和排油管阀门使管道和各轴承内充油,进行润滑油系统油液循环冲洗轴承和管道。回装主轴护罩并更换相应耐油密封条;回装相应附件;回装连接推力和径向轴承测温接驳连线;回装机舱内地板、扶梯。流道充水开启闸门后,撤除机械锁定,机组经过进行空转运行、带满负荷连续72h试运行,监视记录正、反推力瓦、径向轴承瓦的瓦温应符合要求。
4 不同方法的比较
该水电站该机组在一次拆卸发电机径向轴承瓦时,采取将反推力轴承座、径向轴承壳和径向轴承瓦作为一体同时拆出,但在拆开径向轴承瓦时,发现瓦面有数处轴向拉伤痕迹,即瓦面产生新的研伤。因此,一般不采用将反推力轴承座、径向轴承壳和径向轴承瓦作为一体同时拆出的方法,除非已检查断定烧瓦严重并要更换新的径向轴承瓦;实践和理论表明:径向轴承瓦与主轴间隙比较小,若整体拆卸,当反推力座退出推力轴承支架的配合止口之后,利用手拉葫芦移动过程中难以控制径向瓦与主轴始终存在间隙,径向瓦与主轴之间必有局部接触受力的瞬间,将会产生干摩擦,使径向瓦瓦面研伤;同理,回装时不宜采用将径向瓦、径向轴承壳及反推力轴承座组装后整体移动回装的方法。
5 结语
上述灯泡贯流式发电机径向瓦拆装方法,在水轮机机舱内进行存在空间狭小、操作有一定的困难,优点是该方法拆具有拆卸部件少,拆装周期短,拆装效果好。
该轴承瓦拆装方法,是针对该电站的机组结构而采取方法的探讨,而对于其它不同机组的结构,还需根据已有的结构条件实施,譬如支顶主轴的位置和形式等,但整个过程是大同小异。本文的方法希望对灯泡贯流式水电站的检修、机组制造的完善提供宝贵的经验。
[1] 刘国选,唐彤竺.灯泡贯流式水轮发电机径向严重烧损处理技术.水电站机电技术,2013.
[2] 李友松.灯泡贯流式机组径向导轴承烧瓦事故分析与处理.水电站机电技术研究会,2010.
[3] 江从栋.高砂水电站灯泡贯流式机组轴承安装调整.华东水电技术,1999.
[4] 许国彦.立式水轮发电机组轴系摆度及导轴承间隙调整.防爆电机,2017.
Disassembling and Assembling Methods for Radial Bearing Bushof Lamp Tubular Hydro-Generator
XuGuoyan
(Harbin Electric Machinery Company Limited, Harbin 150040, China)
Through analyzing the burning situation of a radial bearing bush of lamp tubular hydro-generator, this paper proposes the methods of disassembling and assembling radial bearing bush, and compares it with other different methods. It is found that this method is convenient and effective for disassembly and assembly, and is conducive to overhaul of power station at narrow place. It provides a reference for equipment manufacturer.
Hydro-generator;radial bearing bush;disassembly and assembly;method
10.3969/J.ISSN.1008-7281.2017.02.12
TM305
B
1008-7281(2017)02-0039-005
许国彦 男 1963年生;毕业于哈尔滨电机厂职工大学机械制造工艺及设备专业,现从事水轮发电机组现场安装技术指导工作.
2016-07-25