卷板机常见故障及维修探讨
2017-05-24钟卓文
钟卓文
摘 要:卷板机在工业生产中非常常见,但是卷板机由于自身的原因在生产过程中容易出现故障。文章通过对卷板机进行简单的介绍,对卷板机常出现的两种故障以及解决的方法进行分析,希冀为以后在卷板机故障维修方面提供一份可供参考的资料。
关键词:卷板机;故障;维修
1 卷板机简介
卷板机是一种将金属板料弯卷成简体、锥体、曲面体或其他形体的一种专用锻压机械设备,它在化工、锅炉以及造船等机械行业应用广泛。根据卷板机适用范围的不同,从辊数上将卷板机分成三辊卷板机和四辊卷板机。其中,三辊卷板机又分为上辊万能式三辊卷板机、对称式三辊卷板机卷板机、水平下调式三棍卷板机以及弧线下调式卷板机。从传动方式上可分为液压式三辊卷板机和机械式三辊卷板机。
液压式的三辊对称卷板机主要有下面几个特點:(1)这种卷板机的上辊能够垂直的升降,升降的动力是由液压缸内的活塞运动而提供的;(2)下辊可以进行旋转运动,通过使用减速机的齿轮啮合来提供扭矩,下辊的下部有托辊,并且可以进行调节;(3)上辊的形状为鼓形,这样可以提高制品的直线度,可以加工超长规格的各种截面形状罐。
机械式三辊卷板机分为对称和非对称:(1)机械三辊非对称式。
该机的主要特点为三辊非对称式的结构形式,上辊是主传动,下辊是垂直运动,上下辊齿轮的进行啮合,同时作为主传动;边辊座升降运动可以实现卷圆和预弯的双重功能。结构紧凑,维修起来比较方便。(2)机械式三辊对称式。这种卷板机的结构为三辊对称式,通过涡轮蜗杆的传动进而实现上辊在两个下辊的中间做垂直升降运动,两个下辊作旋转运动,通过减速机的齿轮啮合来提供扭矩。但是该机有一个明显的缺点就是它需要借助其他的设备进行预弯。
2 常见故障及分析
由于卷板机在工作时会承受较大的载荷,因此在使用的过程中卷板机会出现许多的故障,下面我们介绍两种常见的故障以及处理的方法。
2.1 卷板机主轴断裂及修复
某机械厂1台WIIY-50x3000卷板机,在生产使用一年之后主轴就产生了裂缝,用超声波探测仪进行探伤检查发现主轴的组织类型分为两部分,一部分是锻造件,另一部分时铸造件,没有达到国标的二级探伤要求。为了更加准确的查明损坏的原因,检修人员将主轴切开进行观察,发现探测结果准确无误。经过维修人员分析发现主轴发生断裂的主要原因是由于焊接不到位造成的,焊接的面积小,工艺粗糙,而且夹杂有焊接夹渣,进而造成了强度低等缺陷。
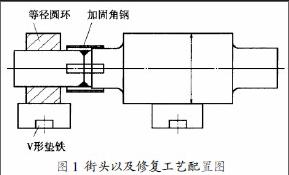
2.1.1 修复方案。根据主轴的受力情况,我们使用对接焊缝的形式进行焊接,首先在焊接处打两个U形坡口,在断轴的中心位置分别加工一个凹坑和一个凸台,公差配合为H7/h7。为了保证焊接的同轴度,设计一个V形的垫铁和一个等径的圆环,图1为接头以及修复工艺配置图。
2.1.2 焊接材料及方法。通过检测设备对主轴的材料进行检测发现为45号钢,但是这种钢的焊接性能很不好,给焊接带来了很多的障碍,另一方面由于主轴的直径较大,因此在焊接之前需要进行预加热,焊接机使用的是XC500型二氧化碳气体保护焊机,焊丝是ER50-6焊丝,直径为1.2mm,焊接时电压稳定在35V左右,电流在220-250A之间,速度在15-25cm/min左右。为了保障将主轴焊透,在进行第一遍焊接的时候,一定要放慢速度,开始的部分用直线运条法,然后随着坡口的宽度越来越大,焊接运动的方式就要改为锯齿形的形式,这样可以最大限度的减小变形量。除此之外,焊接的时候采用两人同时焊接的方式进行,焊接的过程中要上下依次的进行转动。
2.1.3 施焊。在进行焊接之前要先进行一些预处理的工作,首先把主轴拆卸下来,根据图纸的要求在主轴上加工一些凹坑以及坡口之类的工艺设备,并且将两个断轴试着进行装配,为了避免焊渣对装配产生影响,在靠近焊缝的地方要用脱渣机进行清洗,把机加工过程中产生的废渣处理掉。然后把断轴放在T20的镗床上,用V形垫铁来调整好水平的高度差,利用滚轮来使两个断轴对接并且用刀尺来检查同轴度,用薄铜片进行精调以保证同轴度的误差在0.05mm以内。最后用角铁将四端加固。为了减小在焊接中主轴的变形,我们使用的是两人同时焊接的方式,将主轴安装的滚轮上面,分上下左右四个位置进行对称焊接,并且逐渐增加焊接的长度,每次焊完一个地方就要及时的清除焊渣,敲击焊缝去除掉焊接应力。为了保证同轴度的误差,在焊接到3/5坡口深度的时候就停止焊接,检查同轴度的偏差以便于决定下一步的焊接弯曲方向。通过适当的加长焊接弧度以及增大电流来矫直主轴。
2.1.4 效果。经统计表明在这一次主轴修复之后,近三年的时间没有出现主轴裂纹的现象。整个焊接修复过程持续了四天,使用了15kg的焊条,加上在修复过程中花费的机加工成本以及材料成本,共花费5788元。如果,购买新的主轴则需要花费22万元,而且需要花费35天的时间来运输和安装,相比之下,主轴修复不但节约了成本还减少了时间,提高了效率。
2.2 卷板机马达故障修复
广东某企业的一台意大利产的SERTOM EM040-160型三辊压力卷板机在工作的过程中突然上辊停转,经过检查后电信号正常,初步认定为机械故障。维修工人首先从上辊的尾部将马达拆下来,手盘上辊减速箱输入轴,转动灵活,确认减速箱无故障。然后拆解马达发现在马达的进油侧配油盘端面上有一个活动盖板发生了断裂,同时盖板下面的密封圈也已经损坏,破坏的碎片进入了柱塞,造成配油盘内外窜油,不能产生工作压力。该卷板机使用的液压马达为进口的SAI品牌S7B3000OR型内五星径向柱塞马达,如果从厂家重新购买马达的配件不但花费的时间长而且费用也高。根据工厂的生产任务和生产的进度,设备维修部门决定自修马达。首先根据配油盘的母体尺寸加工一个活动盖板。然后再联系油封代理商配送一个密封圈。原装的密封件是o形圈和圆槽形的挡圈,经过和代理商联系之后发现代理商只有o形圈和平面挡圈,而原装的尺寸为2.5和1.9mm,现有的尺寸为2.5和1.4mm,不能直接使用。在没有1.9mm的挡圈的情况下使用3毫米的挡圈代替,由于配油盘油封位槽深3.6mm,槽宽3.2mm,3.0的o形圈在槽内还有一点间隙可供压缩,1.4的平面挡圈在槽里也能放稳。组装马达,复位试机,上辊旋转自如,投产使用1个月,马达运转正常。
3 结束语
综上所述,由于卷板加工过程中需要的驱动功率较大,而且卷板机的体积庞大。在进行卷板的过程中所消耗的功率除了使工件发生弯曲外,还有很大的一部分消耗在了机械系统、液压系统中。而且在使用的过程中由于承受的载荷较大,在进行冲击的时候非常容易发生故障。卷板机的故障类型有很多种,上文中给出了两种常见的故障及修复方法。随着技术的不断发展,在以后卷板机的工作中会有更多的故障发生同时也会有更多的解决措施。在不断实践中,卷板机维修技术会不断提高。
参考文献
[1]钟向东,李志文.大型卷板机液压系统油封维修[J].设备管理与维修,2015(6):92-93.
[2]孙胜.计算机在三辊卷板机设[J].计算中的应用锻压机械,1998(4):19-21.
[3]金国明.卷板过程中产生桶体变形的原因及对策[J].机械工艺师,1999(12):21-22.
