VTC160AN五轴加工中心UG后置处理器的研究
2017-05-24唐建林王加年管垒霖沈利强
唐建林+王加年+管垒霖+沈利强
摘 要:五轴机床是高端制造不可或缺的加工母机,由于其特殊性,所以往往需要专用的后置处理器。本文重点研究了基于UG\
PostBuilder8.5后置处理器构造器构造适用于VTC160AN的专用后置处理模块,阐述了构造后置处理模块的方法和基本过程。以大力神杯为测试模型,使用该后置处理模块将CAM软件生成的刀轨转换成机床可识别的加工程序。
关键词:五轴机床;后置处理;UG\PostBuilder
目前,以UG为代表的CAD/CAM软件都配有针对2轴、3轴机床的通用后置处理器,但在处理多轴加工刀具轨迹文件的时候却显得“力不从心”。在UG等软件平台上,考虑多轴加工机床的参数及特性,开发针对特定机床的后置处理器,是实现UG等软件与多轴机床无缝链接的关键。
1 VTC160AN五軸机床
VTC160AN机床(如图1所示)属于“3+2”形式的五轴加工中心,是在三轴立式加工中心(X轴行程560mm,Y轴行程410mm,Z轴行程510mm)的基础上加装A轴与C轴来实现的五轴四联动的机床,加装A轴与C轴之后,原三轴行程会有所损耗,A轴转角范围为-120°~+30°,C轴转角范围为±360°。机床采用MAZATROL系统,编程有对话式编程和EIA/ISO编程两种方式,以后一种方式编程时属通用系统。
2 VTC160AN五轴机床后处理过程
2.1 建立新的后处理
新建一个VTC160AN的后处理文件,后处理单位选择毫米,机床选择5轴双轮盘。设置完成点击确定,进入参数设置界面,如图2所示。
2.2 机床参数设置
(1)一般参数修改最大进给率10000,初始主轴k1.0。
(2)第四轴参数修改轴限制最大值30,最小值-120,机床零点到第四轴中心z偏置-70。其余不改,如图3所示。
(3)第五轴参数修改轴限制最大值360,最小值0,机床零点到第五轴中心z偏置70。其余不改,如图4所示。
(4)设置完成,进入程序和刀轨。
2.3 其他参数设置
一个后处理的参数除了机床参数以外,其他参数有许多,我们并不需要更改每个参数,只要使生成的NC程序符合控制系统的要求就可以。
(1)修改程序开始序列:MOM-set-seq-off
MOM-set-seq-on
(2)设置操作起始序列,在第一个刀具最后加上G5 P2(高速加工模式接通)。
(3)刀轨-运动设置线性移动G17 G41 D1 G90 X Y Z A C F,圆周移动G41 G2 G90 X Y Z I J F,快速移动G0 G90 rap1 rap2 A C G0 G90 rap3 M8。
(4)设置现成循环深钻、钻端屑、攻丝、钻等mazak编程固定格式。
(5)设置程序结束序列:M5 M9
G91 G28 G0 Z0
G91 G28 G0 Y0
M30
MOM-set-seq-off
PB-CMD-custom-command
2.4 保存后处理文件
单击对话框“文件”下拉菜单中“保存”命令,选择Ugde安装文件夹中的:'F:/UGS/NX8.5/MACH/resource/postprocessor'命名为VTC160AN文件并保存。共三个文件:def:定义NC输出格式;Pui:可以让Post Builder再次打开后处理并修改参数;Tcl:处理事件生成器发送的事件,并提供处理方式。
3 大力神杯模型加工
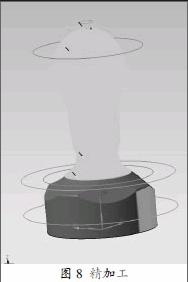
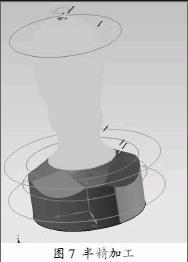
以大力神杯为实例,进行五轴加工,毛坯直径80mm,长度160mm的圆柱形铝料。根据图形特点,按加工工艺的设计原则,制定加工工序及切削参数,粗加工以去除大部分毛坯为主,采取型腔铣,每刀0.5mm,留余量0.5mm。半精加工采用可变轮廓铣,留0.1mm余量,精加工采用可变轮廓铣,不留余量。
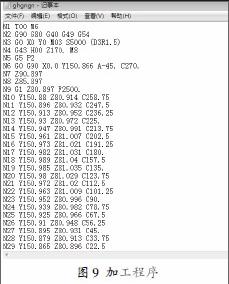
采用VTC160AN后置处理模块进行后置处理,自动生存NC数控加工程序。部分程序如图9所示。
4 结束语
大力神杯结构复杂,有大面积的不规则曲面,传统的三轴加工无法完成加工任务,必须在五轴机床进行加工。此次加工在UG8.5软件中进行CAM,设置切削参数,生成刀路轨迹,再利用UG8.5后置处理器模块完成双转台五轴加工中心后置处理模块,生成NC数控加工程序,验证了后处理模块的正确性。
参考文献
[1]于斐,王细洋.基于UG的MIKRON五轴加工中心后置处理的研究[J].设计与研究,2007(12):54-57.
[2]王文凯,黄杰.基于UG8.5五轴联动机床构建后置处理模块的研究[J].机床与液压,2016(7):11-17.
[3]伍文进.UGNX叶轮加工及MCV850-5五轴加工中心后置处理的研究[J].机床与液压,2016(11):19-23.
作者简介:唐建林(1982-),江西临川人,讲师,2006年毕业于哈尔滨工业大学机械系,获工学硕士学位,现任昆山登云科技职业学院机电工程系数控教研室主任,研究方向为数控加工技术、数控装调技术。
