关于降低汽车大梁切割工序不合格率的研究
2017-05-22同鹏飞高朋
同鹏飞,高朋
(陕西重型汽车有限公司,陕西 西安 710200)
1 加工现状
据了解,汽车大梁切割工序加工分为平板料等离子切割与U型槽钢料机器人等离子切割两种方式。
1.1 等离子切割定义
利用等离子弧高速、高温和高能的等离子气流加热并熔化金属,再借助某种气体介质排除熔化了的金属而形成割口。由于等离子弧能量集中,所以割件的热影响区小,热变形小,切割速度随割件厚度增加面减慢。
1.2 等离子切割机工作原理
等离子的产生:随着温度的升高,一般物质依次表现为固体、液体和气体。它们统称物质的三态。当气体温度进一步升高时,其中许多,甚至全部分子或原子将由于激烈的相互碰撞而离解为电子和正离子。这时物质将进入一种新的状态,即主要有电子和正离子(或是带正 电的核)组成的状态。这种状态的物质叫等离子体,它可以称为物质的第四态。当高速运动的电子撞击到其他的电子或是离子时,将释放出巨大的能量。正是这些能量使等离子态有着特殊的性质,从而有了令人难以置信的切割能力。
1.3 加工现状
经过抽样分析,某月1日到10日,我公司加工969根纵梁,不合格件数58根,不合格率5.99%;11日到20日,我公司加工1038根纵梁,不合格件数55根,不合格率5.30%;21日到30日,我公司加工1064根纵梁,不合格件数59根,不合格率5.55%。
2 原因分析
为了解决汽车大梁切割工序质量问题,我们经过一段时间的现场走访,得到以下数据:
某月份,我公司共生产不合格纵梁172件,其中,切不断109件,占比63.37%;内表面飞溅36件,占比20.93%;切割表面粗糙12件,占比6.98%;切割尺寸超差10件,占比5.81%。
通过以上数据,可以得出,纵梁切不断是造成切割工序纵梁外形切割不合格率高的主要因素。

图1
我们从人、机、法、料几个方面展开并进行分析装配孔错位问题,通过鱼刺图确定了以下六个方面为切割质量问题的主要原因:
(1)切割嘴未及时更换
整改措施:加工纵梁数≦60根,切割嘴必须进行更换。
(2)检测头侵蚀
整改措施:检测头不允许存在灰尘。
(3)纵梁前端翘曲度过大
纵梁前端1000mm范围内,翘曲度≤4mm。
(4)切割速度过快
切割程序中切割速度设定值V要求如下:30mm/s≦V(绝对速度)≦50mm/s。
(5)切割电流不足
切割8mm厚度纵梁,切割电流为3档130A。
(6)切割嘴离工件距离过远
切割嘴距离工件有效切割距离:2mm≦d≦10mm。
3 制定对策及实施
经过对上述六个因素逐条排查,我们确定了3个主要原因。检测头侵蚀、纵梁翘曲度过大、切割嘴距离工件距离过远。
3.1 对检测头增加密封装置
增加密封装置,防止灰尘进入
(1)编制设备改制计划;
(2)设计密封装置;
(3)制作、购买相关元件;
(4)安装密封装置;
(5)安装后效果检查。
实施
因需对切割机检测机构进行改造,所以我们首先编制了设备改造计划,报生产制造部审批通过后,开始正式实施对策。
3.1.1 设计密封装置结构

图2 a 使用时

图2 b 不使用时
3.1.2 安装密封装置
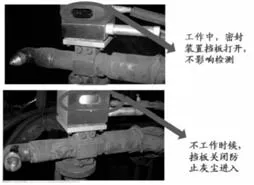
图3
3.2 增加压紧装置
我们选择压紧气缸型号为APVU-80-80-P-A,共七个。
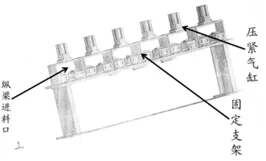
图4
3.3 增加检测点数量
切割长度≤ 600mm时,布置2个检测点(切割方向前端尾端各1个);600mm<切割长度≦900mm时,沿切割方向均匀布置3个检测点。
实施
对策实施完成后,我们对机器人切割机工序不合格品进行了统计:

表1 机器人切割机工序不合格品进行了统计表
4 结语
通过我们发现问题,分析问题来源,我们制定了三个对策来解决问题。
措施实施完成后,纵梁切割不合格率由之前的 5.55%降低到 2.50%,效果良好,完美解决了此问题。极大的节约了生产成本,也提高了各部门之间的沟通协作能力。
本次项目实施重点在于数据的采集,以及历史数据在文件中的有效体现。类似的技术改进,将会是一项持续的工作。