塑料光学制品中残余应力与光学性能的关系研究
2017-05-22郭星梅相全
郭星,梅相全
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
引言
塑料光学制品具有设计自由度高,耐冲击,重量轻,制造成本低,光学性能好,质量稳定等优点[1],所以近年来发展很快。除了在摄影,航空,军事,医疗等领域有着广泛的应用,在汽车市场也有着非常快速的发展和应用,主要应用于各种车灯面罩,各种日间行车灯的导光管,导光厚壁元件,夹层玻璃的中间膜,各种玻璃贴膜等。据调查,汽车市场对光学塑料制品的平均需求量将增大幅度增加。但我国的塑料光学技术和应用水平与发达国家和地区相差很大[2]。因此塑料光学制品的研究对于提升塑料工业加工水平,促进产业结构调整有重要意义。
塑料光学产品应用如此广泛,在加工过程中却容易引起缺陷而影响产品的光学性能,如流痕、银纹、气孔等外观缺陷。双折射率差,翘曲变形等性能和尺寸缺陷。即塑料光学产品仍有许多缺陷需要解决。本文通过实验研究了制品的光学性能和制品内部残余应力的关系,以期找到两者的对应关系,从而采取有效措施来提高产品的光学性能。
1 研究方法
残余应力的测定方法分为有损测试法和无损测试法,由于残余应力的存在,导致注塑件光学各向异性,而当一束自然光穿过各向异性的晶体时会分解成两束偏振光,即双折射现象。所以本文采用了无损测试法中的光弹试验法(双折射法)来测定注塑件中的残余应力。
衡量材料透明性的指标主要有透光率、雾度、折光指数、双折射率差、色散等。其中透光率和雾度主要表征材料的透光性,而折光指数、双折射率差及色散三个指标主要用来表征材料的透光质量。而本文主要考虑透光性,对透光质量不予考虑,所以选用透光率这个指标作为衡量标准,透光率是透过光与入射光之比,所以越高越好。
2 实验部分
本实验采用平板试样,原料为PC(Lexan HF 1130 by GE Plastics)。经德国ARBURG(420G.All Rounder 1000-350)注塑机成型得到潜伏式浇口和扇形浇口两类透明试样。试样尺寸如图一所示。工艺参数如表1所示。
光弹实验:采用PJ20型偏光弹性仪(大连工学院仪器厂)对透明试样的应力分布进行分析。偏光系统光源采用白光源和钠光源(波长589.2nm)。
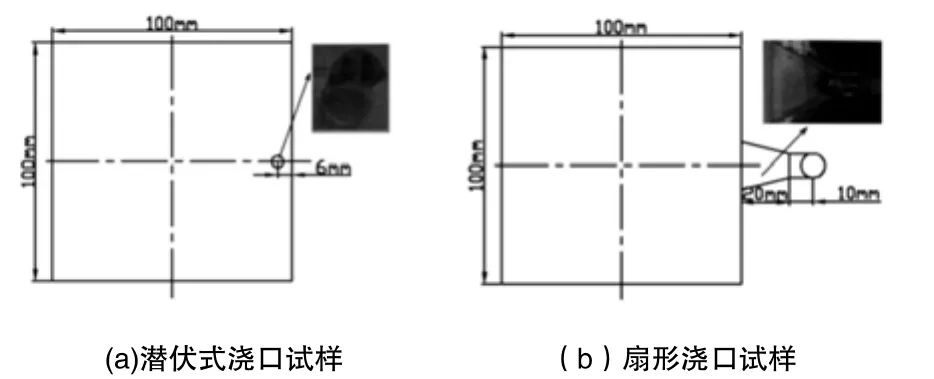
图1 制品几何模型Fig 1 Geometrical models of
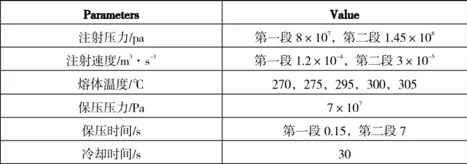
表1 注塑工艺参数Table1 injection molding processing parameters

图2 试样透光率测量位置示意图
透光率实验:采用WGT-S透光率/雾度测试仪(上海精密科学仪器有限公司)测量试样透光率。实验采用国际照明协会(CIE)规定的“C”光源。测定标准依据GB-2410。实验中试样透光率测量位置如图 2所示分别选择了靠近浇口(gate)、试样中部(middle)以及填充末端(end)三个测量位置。
3 结果和讨论
平板试样中选取注塑工艺参数相同的扇形浇口和潜伏式浇口两种不同模具结构的试样。通过双折射方法来考察残余应力的分布。试验结果如图3所示。从光弹照片上可以看出:对于扇形浇口试样,光弹条纹沿扇形浇口区域分布。且在白光照片上沿着扇形浇口中心线出现蓝色条纹,然后沿着中心线的一侧依次为紫色和黄色。说明残余应力主要沿着扇形浇口方向垂直分布。且沿着扇形浇口中心线残余应力最大。在填充后半段基本无应力分布。而对于潜伏式浇口试样,浇口附近出现绿色条纹。条纹级数较高,此处残余应力在整个试样中最大。并且残余应力基本上沿着塑料熔体的流动方向分布。离浇口越远残余应力越小。到了试样后半部分基本无残余应力分布。两个试样之间比较可以发现潜伏式浇口试样的残余应力普遍高于扇形浇口试样。

图3 光弹应力照片Fig 3 The photo-elastic picture
透光率实验所得结果如表2所示。从表中数据可知:对于扇形浇口试样,浇口区域透光率最低,而对应的位置是整个试样残余应力最高的地方。试样中部区域残余应力稍低,而透光率也要大于浇口区域。而在试样后半部,基本无残余应力分布的区域则是整个试样中透光率最高的地方。对潜伏式浇口的光弹照片和透光率数据分析也发现在残余应力最大的浇口区域透光率最小,残余应力较小的中部区域透光率次之,基本无残余应力分布的试样末端透光率最大。这与扇形浇口的分析结果相同,即在试样中残余应力大的区域透光率较低,试样中无残余应力分布的区域透光率最大。这可以初步说明残余应力的存在降低了透明光学制品的光学性能。

表2 透光率的平均值Tab2 The average value of luminous transmittance
为了进一步说明这个结论,下面进行横向的比较。从光弹照片可以看出:同是浇口区域扇形浇口试样的光弹条纹为蓝色条纹,而潜伏式浇口试样的光弹条纹为绿色条纹。说明潜伏式浇口试样在浇口区域的残余应力大于扇形浇口在此区域的残余应力。而对应的透光率分别是89.012和89.520,这说明相同区域残余应力小的试样透光率较高。再分别比较试样中部和填充末端区域。均是潜伏式浇口试样的残余应力大于扇形浇口试样的的残余应力。而同样都是扇形浇口试样在同一区域的透光率高于潜伏式浇口试样的透光率。这进一步说明了残余应力降低了制品的透光率。从以上同一试样不同区域和同一区域不同试样的比较分析中可以看出:残余应力高则透光率低,即残余应力的存在降低了光学制品的透光率。
4 结论
通过比较PC导光平板不同区域和不同试样的残余应力和透光率的对照关系,可以确定残余应力的存在降低了制品的透光率。所以在生产大灯面罩,光导元件的时候,要尽量减小残余应力对透光率的影响。主要可以通过调整生产工艺,比如增加保压时间、提高模具温度并使温度均匀、降低注射压力等手段来减小残余应力。从而提高制品的光学性能。
参考文献
[1] 辛企明.光学塑料非球面技术的发展趋势.光学制造.2009,(12):11-16.
[2] 李徐春,林德厚.光学塑料开发的历史与现状.光学技术.1994,(3):8-11.