基于PLC和Profibus—DP总线的烟箱物流分拣系统设计
2017-05-17李超
李超
摘要:PLC和Profibus-DP总线控制技术越来越广泛的应用到自动控制领域。本文主要通过PLC和Profibus-DP总线实现了一种智能烟箱物流分拣。本方案详细规划了系统网络拓扑及系统架构。通过各类检测装置采集数据信息,利用总线完成系统多点控制及检测。采用触摸屏来实现人机交互,并进行模拟调试。本系统可靠性高、操作简单、开发周期短。
关键词:PLC;物流分拣;西门子
中图分类号:TP273 文献标识码:A 文章编号:1007-9416(2017)03-0005-02
伴随着我国网络购物的迅速发展,我国的物流行业也在其带动下迅速的发展着。而且随着经济全球化和信息技术的不断发展,我国的物流行业必将进一步发展。但是物流分拣是当今制约物流行业的发展瓶颈。本文针对目前我国物流分拣系统的现状及发展趋势,智能快速的物流分拣系统对于整个物流行业非常重要。设计了利用PLC和Profibus-DP总线技术烟箱物流分系统。本系统下位控制部分采用SIEMENS的S7-317 2PN/DP实现高精度,实时动态控制,上位监控操作界面采用两个SIEMENS的MP377和TP277B触摸屏实现,软件采用WINCC Flexible 2008设计。控制部分的网络分为两个部分:通过总线通讯来实现控制器与执行机构及检测装置进行信息的传递。通过主站与从站的协同配合以实现烟箱物流自动快速分拣。
1 系统架构及功能
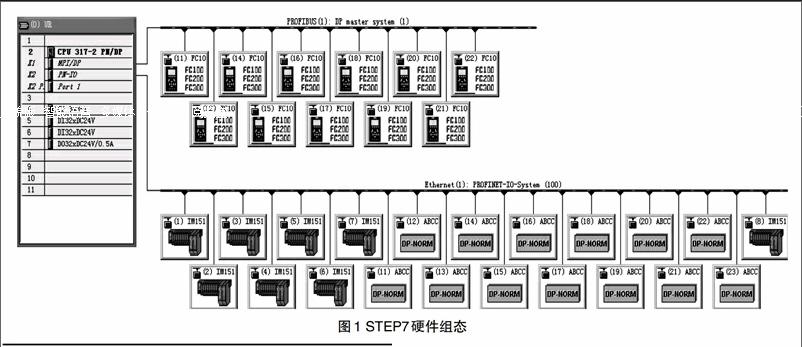
1.1 硬件組态
在STEP7中的硬件组态如图1所示。本系统除主控电柜外,共分为8个ET子站,主电柜和ET子站共同保证整个系统的通讯和控制。
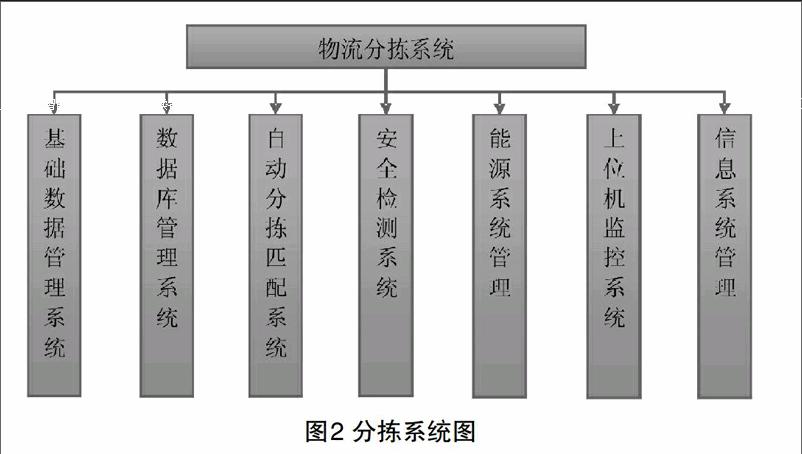
1.2 系统构成
烟箱物流分拣系统构成如图所2示。
自动分拣系统作为整个物流分拣的核心子系统之一,主要分为智能检测系统、智能匹配系统。其中检测系统分为烟箱识别系统、智能区别系统。可显示整个系统的位置布局,当前各ET子站以及主系统的状态(手动、自动、故障、报警等信息),主线双链板输送机当前运行的实际频率,以及部分电动滚的运行状态。所有ET站以及系统的手自动状态只能靠电柜门上的旋钮开关进行选择。
每个ET子站中都装有ET200S通讯模块,通过ProfiNet方式与主控电柜中的S7-317进行通讯,然后通过人机交互传送至上位机。子站通过条码扫描装置、分拣装置及报警提示装置。
本系统基于便于操控安全生产的思路,在整个分拣系统中各个子工序均相互独立。
1.3 主控柜及各子站功能
每个ET子站中都装有ET200S通讯模块,通过ProfiNet方式与主控电柜中的S7-317进行通讯,由于各部分都是控制中必不可少的,网络通讯上有硬件线路连接,因此在生产中的时候要保证所有ET子站工作电源正常,无论该ET子站所属区间是否生产任务。按照功能可以大致将其分为以下几个部分。
(1)主控电柜,整个控制部分的核心部分,电控柜中除了CPU外,还有系统通讯的网络交换机,以及楼上部分主线电机驱动的变频器。(2)ET1电柜,负责H组、G组、F组装封箱机出口的电动滚,以及各电动滚组与主线连接处的气动移载装置(将烟箱从电动滚运送到双链板输送机上),同时还包括相应的光电信号的检测。(3)ET2电柜,在功能上与ET1电柜完全相同,负责E组、D组、C组装封箱机出口的电动滚,以及各电动滚组与主线连接处的气动移载装置(将烟箱从电动滚运送到双链板输送机上),同时还包括相应的光电信号的检测。(附加说明:A组、B组为预留装封箱机)(4)ET3电柜,主要负责无条形码检测部分的控制和螺旋提升机的堵塞检测,包括无条形码检测条形码扫描仪,剔除气缸和电机(M3),其它相应的检测光电管等。楼下双链板输送机M1、M2,螺旋提升机M4、M5的变频器也装在该电柜中,同时包括Profibus-DP网络的中继重发器和有源终端,因此要保证全线变频器正常工作,除了主电柜外,ET3供电必须正常,否则DP网络很容易受到干扰影响,从而导致变频器网络通讯中断。(5)ET4电柜,负责A组分拣电动滚的控制,主在线的分拣条形码扫描仪控制,电动滚上的条形码确认扫描仪控制和相应的信号检测,A组分为A1、A2、A3三组电动滚。分拣道口的滚筒电机采用SIEMENS的馈电器控制。(6)ET5电柜,负责B组分拣电动滚的控制,主在线的分拣条形码扫描仪控制,电动滚上的条形码确认扫描仪控制和相应的信号检测,B组分为B1、B2、B3三组电动滚。分拣道口的滚筒电机采用SIEMENS的馈电器控制。(7)ET6电柜,负责C组分拣电动滚的控制,主在线的分拣条形码扫描仪控制,电动滚上的条形码确认扫描仪控制和相应的信号检测,C组分为C1、C2、C3三组电动滚。分拣道口的滚筒电机采用SIEMENS的馈电器控制。(8)ET7电柜,负责M8双链板输送机上的6个集放工位的控制,楼上部分主在线电机的隔离开关辅助信号、3孔操作按钮盒信号都接入ET7电柜中。(9)ET8电柜,负责人工放箱部分的控制,其中包括两组电动滚、所属的移载装置,以及M10双链板输送机上的2个集放工位控制。
2 系统通讯
2.1 Profibus-DP简介
Porfibus支持主—从系统、纯主站系统、多主多从混合系统等几种传输方式。主站具有对总线的控制权,可主动发送信息。对多主站系统来说,主站之间采用令牌方式传递信息,得到令牌的站点可在一个事先规定的时间内拥有总线控制权,共事先规定好令牌在各主站中循环一周的最长时间。按Profibus的通信规范,令牌在主站之间按地址编号顺序,沿上行方向进行传递。主站在得到控制权时,可以按主—从方式,向从站发送或索取信息,实现点对点通信。主站可采取对所有站点广播 (不要求应答),或有选择地向一组站点广播。-DP的DP即DecentralizedPeriphery。它具有高速低成本,用于设备级控制系统与分散式I/O的通信。Profibus的传输速率为9.6K~12Mbps,最大传输距离在9.6K~187.5Kbps时为1000m,500Kbps时为400m,1500Kbps时为200m,3000K~12000Kbps时为100m,可用中继器延长至10km。其传输介质可以是双绞线,也可以是光缆,最多可挂接127个站点。
Porfibus支持主——从系统、纯主站系统、多主多从混合系统等几种传输方式。主站具有对总线的控制权,可主动发送信息。对多主站系统来说,主站之间采用令牌方式传递信息,得到令牌的站点可在一个事先规定的时间内拥有总线控制权,共事先规定好令牌在各主站中循环一周的最长时间。按Profibus的通信规范,令牌在主站之间按地址编号顺序,沿上行方向进行传递。
2.2 系统操作
(1)参数设置:主要包括主线变频电机的“设定频率”以及其它时间参数,所有参数在修改后,都需要点击“参数修改确认”按钮,才能将所修改参数写入系统中。由于变频器本身设定的最高频率为50Hz,因此在此处设定频率时,不会超过50Hz。其中“系统待机等待时间”是指,当所有装封箱机没有烟箱送出的時候,当等待时间到达该值后,系统会进入待机状态,即主线电机停止,当装封箱机有烟箱生产时,系统自动恢复到生产状态,或者直接按“组合启动”按钮,也可以将系统转入生产状态。“烟箱剔除延时执行时间”指楼下无条形码检测扫描仪在检测到没有条形码时,需要等待多长时间执行剔除动作,该时间可以根据主双链板输送机M2的实际速度进行相应的调整,也可以在楼下的TP277B界面中设定该值。“主线启动间隔时间”指在自动情况下,当系统主线双链板输送机按顺序启动时,其下一台电机启动需要等待的时间。(2)单机操作,该单机操作只是针对主线双链板输送机,当主电柜门上的“手自动”旋钮选择在手动时,就可以在该界面中启动、停止主线电机了,同时可以根据要求对电机转速进行调整。最高频率为50HZ,即电机实际频率为50HZ时,升频命令无效。(3)网络诊断,网络诊断分为两个部分,DP网络和PN网络,当DP网络中任一站点通讯故障时,该站点颜色会变成红色,当故障解除后,故障颜色会自动消失。ET200S以及码垛输送机与S7-317通讯中断时,该站点会显示为红色,当网络通讯恢复正常时,按下“故障复位”,网络故障消失。当操作屏发生通讯故障,没有显示,可以通过观察操作屏是否能正常工作来判断。其中楼上电柜有3台交换机,楼下ET3有一台交换机,楼下TP277B直接连在楼上的X206中,而不是连接在ET3中的X206上。PN网络中的IP地址都是以192.168.1.开头,站点图标中的地址表示其具体地址。
3 结语
本系统是人机界面、PLC、变频器、伺服系统和Profibus -DP总线应用的结合,采用了基于现场总线的控制系统,系统高度稳定可靠,有很强的抗干扰能力,开放式的总线结构,可容纳第三方设备,采用功能强大的Siemens 友好人机界面,使烟箱分拣系统控制更具有智能化与人性化,并且降低了系统设计、制造、安装、维护的成本,同时提高系统的控制精度和系统的可靠性。满足生产工艺需要,可以在更多领域进行推广。
参考文献
[1]陆胜.基于PROFIBUS-DP的SIMATIC_S7300通讯及网络组态研究.2005.
[2]西门子PROFIBUS-DP教材.2004.
[3]李钰靓.RFID技术在卷烟厂物流管理中的应用[J].硅谷,2009.
[4]李钰靓.基于PLC的卷烟厂RFID控制系统的设计[D].杭州:浙江工业大学,2000.
[5]崔坚,李佳,杨光.西门子工业网络通讯指南.北京:机械上业出版社,2008.
