50 000m3原油储罐底板施工质量控制
2017-05-16谭新河
谭新河
(中海油气(泰州)石化一体化项目组,江苏泰州 225321)
50 000m3原油储罐底板施工质量控制
谭新河
(中海油气(泰州)石化一体化项目组,江苏泰州 225321)
文章以中海油气(泰州)石化一体化项目4台50 000m3原油储罐底板施工质量控制为例,运用施工质量控制的基本原理,从事前质量控制、事中质量控制、事后质量控制三个方面进行分析,论述大型原油储罐底板的施工质量控制方法及质量控制要点。
原油储罐;底板;质量控制
大型原油储罐底板的施工质量控制是保证整体储罐施工质量的关键工序环节,储罐底板的质量在很大程度上决定了整台储罐的使用寿命。中海油气(泰州)石化一体化项目新建的4台50 000m3原油储罐,在充分发挥施工方、监理方的主观能动性基础上,业主方在事前质量控制、事中质量控制、事后质量控制三个基本环节上加强管理力度,使储罐底板的施工质量得到了有效控制。
1 概述
中海油气(泰州)石化一体化项目新建4台50 000m3原油储罐,为双盘式外浮顶储罐,规格为Φ60 000×19 320。储罐底板内径为Φ60 264,中幅板材质为Q235B,规格为10mm× 2 000mm×9 800mm钢板,边缘板材质为Q345R,板厚16mm,整个罐底采用带垫板的对接接头,边缘板对接焊缝采用手工电弧焊,中幅板打底采用CO2气体保护焊,填充盖面采用埋弧自动焊。
2 事前质量控制
充分发挥业主方的组织和整体管理优势,在储罐底板施工前加强事前质量的预控,细化储罐施工方案,编制底板施工专项方案,召开专题会议,联合验收材料。
发挥业主方的整体组织优势,组织监理方、施工方召开专题会议,对储罐底板施工的影响因素进行周密分析,找出薄弱环节,制定有效的控制措施和对策,并把长期形成的储罐底板施工的先进技术、管理方法和经验智慧,应用于本工程项目,最后明确质量目标,设置质量控制点,落实质量责任。
组织业主方、监理方、施工方对储罐底板材料进行联合验收,重点进行质量证明书的审查和钢板的外观检查。每一张钢板必须具有质量合格证明书,现场必须逐张对钢板的表面进行外观检查。钢板尤其注意在吊装过程中吊索具会造成的损伤,或者是吊点设置不均会造成的变形。
3 事中质量控制
储罐底板施工过程中,充分发挥施工方的主观能动性,保证施工方自身技术能力的发挥,业主、监理加强监督管理,进行全面的动态控制。事中质量控制的关键是坚持质量标准,对质量控制点进行重点控制,施工方的自控及业主、监理的监控相辅相成,保证施工质量。
底板施工质量控制设置三个质量控制点:底板预制、罐底组装、底板焊接。由于底板的变形控制很大程度上取决底板焊接方法、焊接顺序、焊接工艺参数的确定,因此,对底板焊接这个质量控制点进行重中之重的控制。
3.1 底板预制
储罐底板排板应考虑到焊接收缩量。采取合理坡口形式减少焊缝金属填充量,减少热输进。控制焊缝坡口的加工平整度。
3.2 罐底组装
罐底垫板的铺设与中幅板铺设同步进行,铺设时,应根据实际情况留有足够数量的收缩活口。中幅板铺设按排板图由中心向两侧对称铺设,按焊接顺序进行定位焊,与垫板点焊定位时,将相邻两张钢板的相邻边与垫板点焊,另外两边自由收缩。
3.3 底板焊接
整个储罐底板焊接顺序为:边缘板外端300mm→中幅板短缝、长缝、通长焊缝→第1、2圈壁板纵缝→第1、2圈壁板环缝→大角缝→边缘板剩余焊缝→收缩缝。
中幅板焊接必须采用合理的焊接顺序,参见图1。中幅板焊接顺序说明如一:第一步焊接横向排布的中幅板的短边焊缝(1、2),先焊正中间那带、然后对称焊接上下两带;第二步焊接纵向排布的中幅板的长边焊缝(3、4、5、6),首先完成正中间的分段,然后按照跳焊法从圆心的小分段往外进行焊接,每一小段焊接方向为从圆周外侧往圆周中心焊接;第三步焊接横向排布的中幅板长边的通长焊缝(7、8),首先完成正中间的分段,然后按照跳焊法从圆心的小分段往外进行焊接,每一小段焊接方向为从圆周外侧往圆周中心焊接。所有丁字缝都必须预留200mm的收缩量,在通长焊缝焊完后再完成这些预留焊缝的焊接;第四步焊接不规则小块中幅板的焊缝(9、10、11、12),焊缝时必须使用卡具及槽钢固定,以防波浪变形。
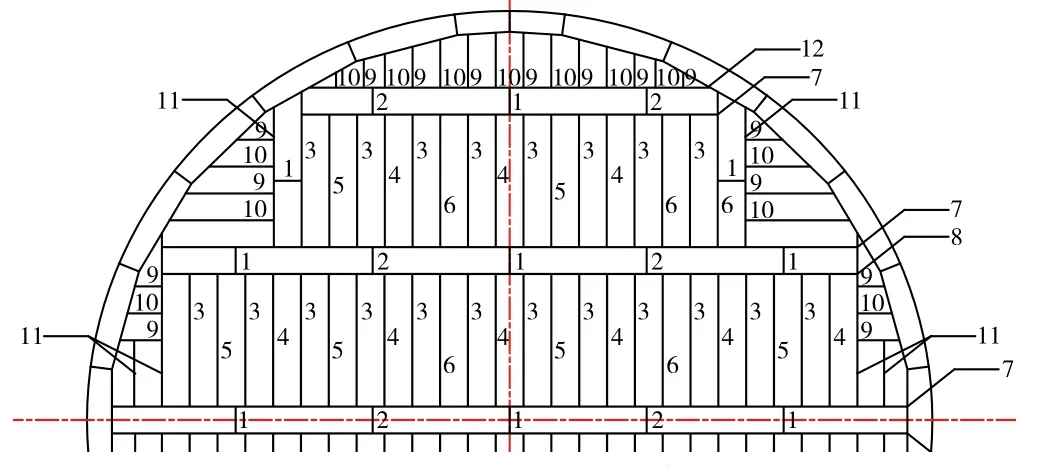
图1 中幅板焊接顺序
大角缝是储罐受力最不利的地方,是储罐最薄弱的环节。大角缝组对必须消除壁板与边缘板的间隙,焊接过程中应使壁板与边缘板成垂直刚性固定,限定底板翘起变形,从而减少大角缝的角变形。
收缩缝焊接是底板焊接的最后一道工序,焊接前不可点焊,使其处于自由状态,焊接时采取加固措施。
4 事后质量控制
储罐底板组对焊接完毕后,加强事后质量把关,对底板进行验收,设置两个质量控制点:无损检测、严密性试验。无损检测符合设计文件及规范的要求,在外观检测合格后进行。严密性试验采用真空箱法,是检验焊缝质量的重要工序,也是储罐底板严密性试验的最后一道工序,必须全程跟踪。
5 结束语
在中海油气(泰州)石化一体化项目新建的4台50 000m3原油储罐底板施工中,从总组织者、总集成者的业主方项目管理层面上加强对储罐底板的施工管理,全方位全过程加强控制,明确质量目标,最终有效保证储罐底板的施工质量,达到了预期的效果。
[1] GB 50128—2014立式圆筒形钢制焊接储罐施工规范[S].
[2] 沈建国.大型储罐底板焊接变形控制[J].化工建设工程,2002,25(4).
Construction Quality Control of 50 000m3Crude Oil Tank Bottom
Tan Xin-he
This paper takes four sets of 50000m3crude oil tank fl oor construction quality control of CNOOC Petrochemical(Taizhou)petrochemical integration project as an example,and uses the basic principle of construction quality control to carry out the three aspects of quality control,quality control and ex post quality control The quality control methods and quality control points of large crude oil storage tank fl oor are discussed.
crude oil storage tank;bottom plate;quality control
TE972
:B
:1003–6490(2017)04–0022–02