复合铣削的金属件堆焊成形尺寸研究
2017-05-16夏然飞吴怀主
夏然飞,吴怀主,许 晶
(东风商用车技术中心,武汉430056)
随着航空航天、汽车制造和海洋船舶等关键技术领域对金属零件的制造要求日趋苛刻,堆焊快速成形技术成为新的研究趋势。金属快速成形技术[1-2]是以电弧作为热源,采用逐层熔覆原理,由线-面-体的路径逐层堆焊出金属件的先进数字化技术。由于堆焊过程是以高温液态金属熔滴过渡的方式进行的,因此焊缝形貌对零件的尺寸精度和表面质量有着重要的影响[3-4]。
国内,南昌大学张光云等[5]对TIG焊接参数与焊缝尺寸的关系进行了研究,建立了神经网络模型,但成形尺寸对工艺参数的预测结果并不理想。华中科技大学周龙早等[6]也分析了CO2气体保护焊工艺参数对焊缝尺寸的影响,其结果与实际情况吻合较好,但该方法对试验条件的适应性不高。此外,印度理工学院孟买校区[7]和韩国机械材料研究院(KIMM)[8]的研究小组也对金属件堆焊进行了研究,还初步研究了不同焊接参数对成形尺寸的影响,虽然也考虑到通过数控铣削来控制尺寸精度,但其堆焊成形与后处理的铣削加工相互分离,也会产生较大的尺寸误差。同时,金属件堆焊成形是一个多参数耦合作用的复杂过程,每层熔敷的堆积高度不稳定,逐层累积后难免会导致零件表面质量较低,一般需要二次表面机加工控制精度[9]。
针对上述问题,本研究建立了单道和多道焊缝的尺寸模型,选择抛物线作为最优模型,并确定出最佳熔敷间距。另外,采用正交实验法分析影响焊缝成型尺寸的主要因素。在改变堆焊路径的同时,通过铣削加工试验平台实现对最终成型尺寸的控制。
1 试验装置
试验平台采用华中数控的HED-8系列数控铣床、NBC-200 GW熔化极气体保护焊机、高纯度氩气、PC机和计算服务器等设备,搭建成一套复合铣削的金属件堆焊试验系统如图1所示。该试验平台主要利用焊丝与基板间的电弧作为热源,连续等速地送入焊丝,通过熔化焊丝逐层堆焊出零件。
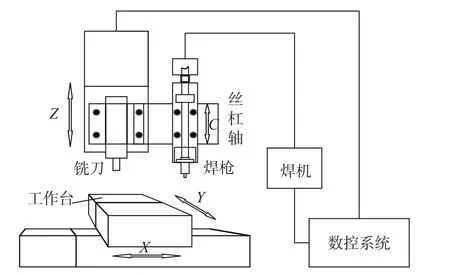
图1 试验平台Fig.1 Experimental platform
在数控系统原有控制的基础上,增加步进电机对送丝的驱动控制以及电焊机的起弧和熄弧控制,指令分别为M40和M41。焊枪和铣刀形成一个双工位的加工过程,先堆焊一个金属层,然后X轴移动使金属层移动到铣刀所在位置,进行铣削加工。当堆积一定层数后,金属零件的高度误差达到极限值,焊枪通过C轴来抬高,随后铣刀在Z轴的控制下转为铣削加工,以便消除累积误差。如此循环往复,从而实现复合铣削的金属件堆焊成形。
该试验平台将焊接工艺和多轴CNC 加工单元结合在一起,实现起弧、熄弧、送丝和停丝的自动控制,且电源工作稳定,夹持牢靠,送丝均匀,三轴运动与焊枪的运动协调一致,满足成形系统稳定、柔性和高效等设计要求。
2 焊缝尺寸模型
2.1 单道焊缝尺寸模型的建立
图2所示为单道焊缝的尺寸形貌,两端低中间高,表面轮廓呈凸起状[10]。为了便于数学分析,其外形可用宽度W和高度H来描述,尺寸关系应控制在一个合理的范围内。其中,对焊缝尺寸模型的假设条件如下:
(1)单个焊缝的截面轮廓是对称的;
(2)在相同焊接参数下,都有着均匀的截面轮廓;
(3)在熔敷过程中,焊缝的尺寸形貌保持不变。
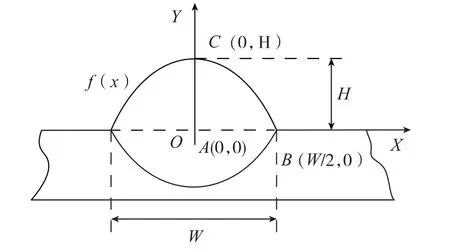
图2 单道焊缝尺寸模型Fig.2 Section model
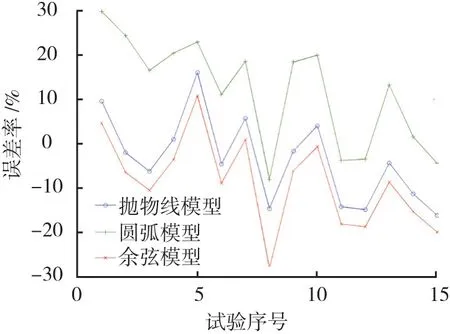
图3 尺寸模型对比图Fig.3 Comparison of size model
则单道焊缝轮廓面积A1的理论值为:

(2)圆弧模型。
圆弧的表达式为(x-a)2+(x-b)2=R2,函数经过C(0,H)和B(W/2,0)两点,R为圆弧的半径:

则单道焊缝轮廓面积A2的理论值为:

(3)余弦函数模型。
余弦函数的表达式为f(x)=acox(bx),函数经过C(0,H)和B(W/2,0)两点,代入函数得:
则单道焊缝轮廓面积的理论值A3为:

2.2 单道焊缝尺寸模型的分析
在单位时间的送丝量下,实际焊缝的轮廓值表示为:

式中,FS(Wire Feed Speed)为送丝速度, WS(Welding Speed)为焊接速度,焊丝直径为d。
为了选择精度最优的尺寸模型,通过误差率将3种尺寸模型对应的理论值与实际值进行对比分析。如图
一般情况下,单条焊缝的截面轮廓可近似地拟合成抛物线、圆弧和余弦这3种函数曲线,分别描述如下:
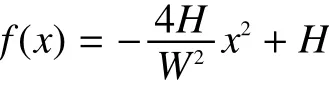
(1)抛物线模型。
抛物线函数表达式为f(x)=ax2+b,由图2可知,函数经过C(0,H)和B(W/2,0)两点,代入函数得:3所示,抛物线模型的误差率波动范围最小,相对最为精确。

由于抛物线模型最为精确,焊缝轮廓近似地满足实际值A0与尺寸模型理论值A1相等,则有:

焊缝的宽度所对应的曲面如图4所示,可知焊缝尺寸与焊接速度和送丝速度有着密切的关系。随着焊接速度WS增大,焊缝宽度呈减小的趋势,见图5(a);而随着送丝速度增大,焊缝宽度呈增大的趋势,见图5(b)。
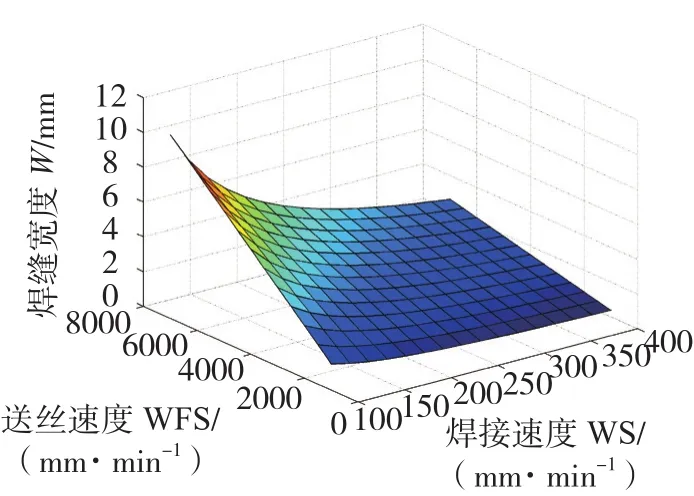
图4 焊缝宽度曲面图Fig.4 Curved surface of weld width
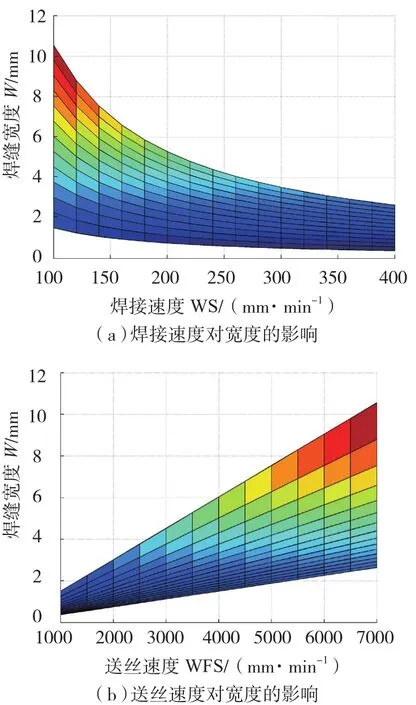
图5 焊接参数对焊缝宽度的影响Fig.5 Influence of welding parameters on width
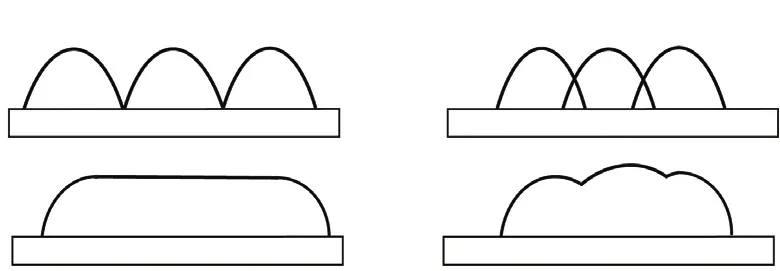
图6 多道焊缝的尺寸关系Fig.6 Size relation of multiple welds
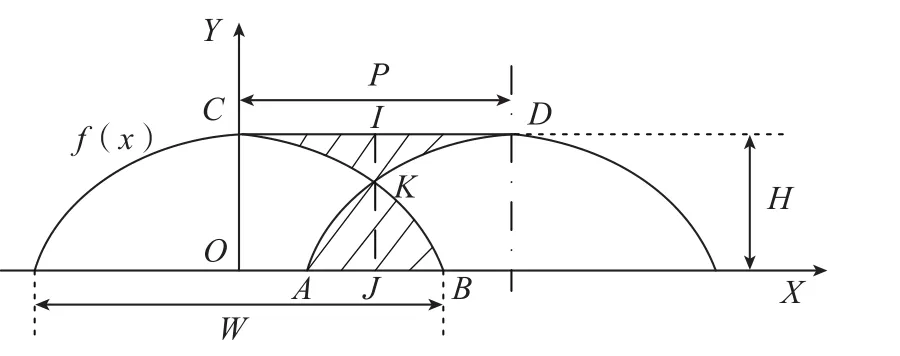
图7 多道焊缝最优尺寸模型Fig.7 Optimal dimension model of weld
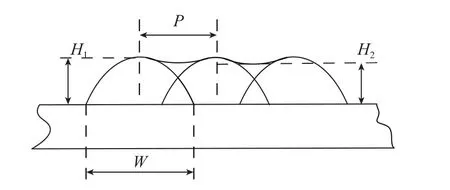
图8 铣削加工模型Fig.8 Dimension model after composite milling
2.3 多道焊缝尺寸模型的建立
目前,多道焊缝成型尺寸的研究主要集中在相邻焊缝尺寸关系上[11]。为了提高堆焊效率,焊缝的高度H不能太低,但如果高度过大,上下焊缝间的连接质量会降低;而为了提高焊缝之间的搭接效果和成分的均匀性,焊缝的宽度W也需要控制,如图6所示。同时,不同的熔敷间距P也会产生不同的成形效果。因此,通过对多道焊缝的成形尺寸建模,确定出最佳的熔敷关系。
图7中两条焊道的轮廓曲线为抛物线,点K(XK,YK)表示相邻轮廓曲线的交点。而且,在该临界点处,上部分的熔敷量和下部分的熔敷量相等。
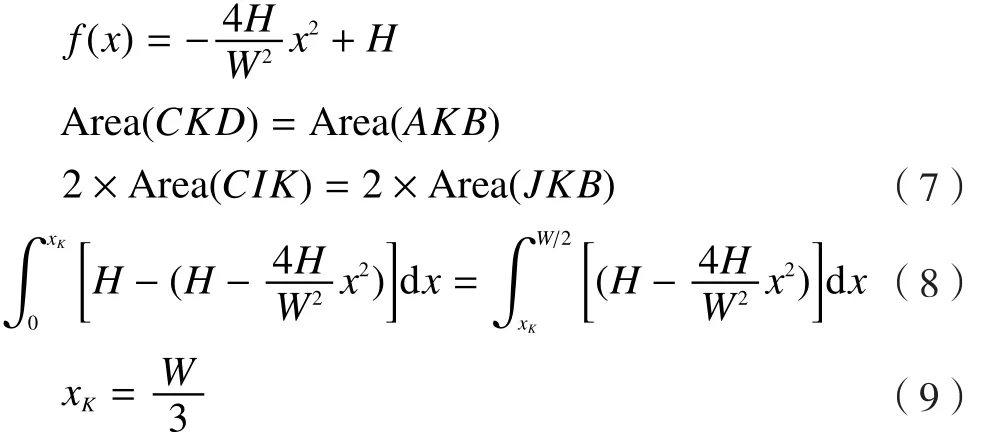
因此,当P=2W/3时,焊缝表面最为平整。
2.4 多道焊缝的铣削加工
为了得到表面状态平整均匀的焊缝,需要通过复合铣削来进一步保证零件的尺寸精度,如图8所示。其中,H1为铣削加工前多道焊缝的高度,W为多道焊缝的宽度,P为两条焊缝的熔敷间距,H2为焊缝铣削加工后多道焊缝的高度。
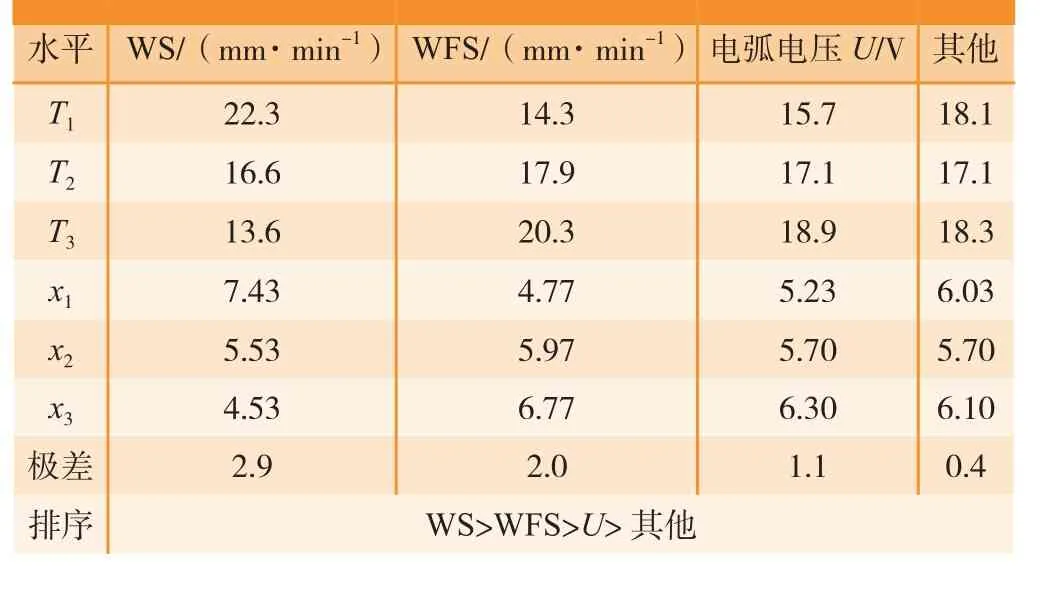
表1 焊缝宽度的影响程度
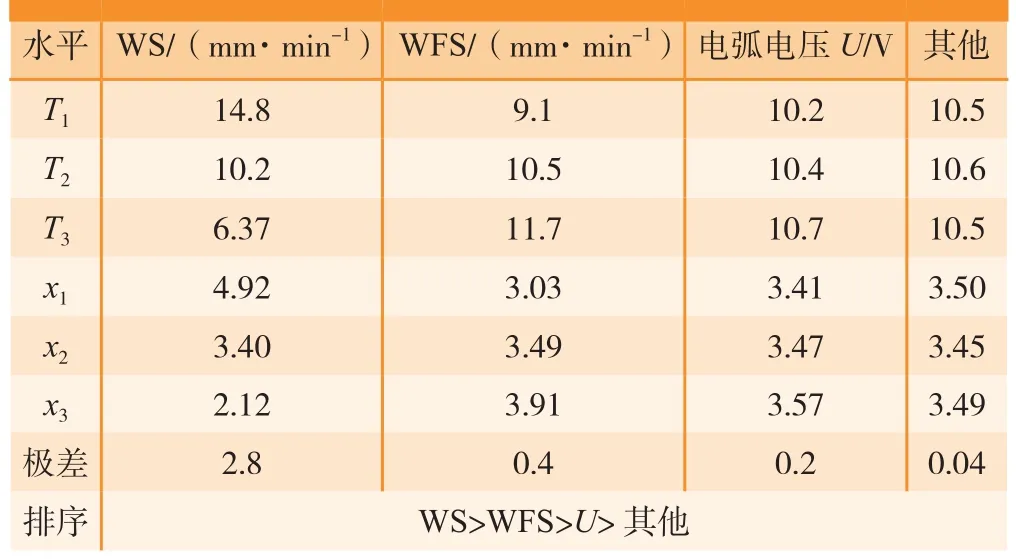
表2 焊缝高度的影响程度

图9 单层多道焊缝成形路径Fig.9 Single weld forming path
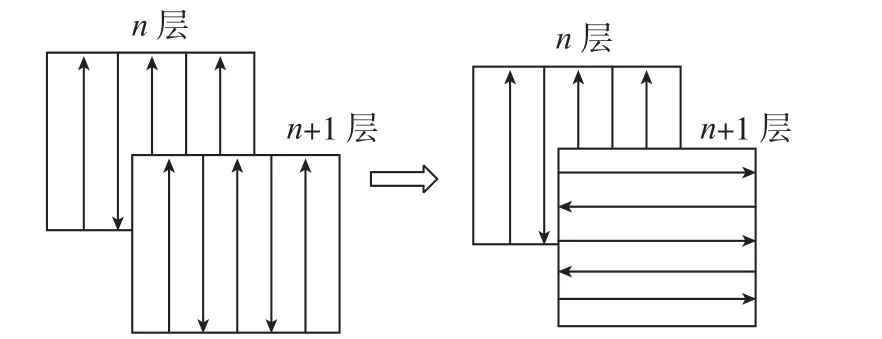
图10 多层多道焊缝成形路径Fig.10 Multilayer weld forming path

图11 堆焊后零件尺寸形貌Fig.11 Dimension of welded parts
3 实例分析
在该试验平台中,堆焊成形系统对金属件进行堆积,数控铣削系统进行铣削加工。在堆积完一层或若干层后,进行铣削加工,从而进一步控制了焊缝的成形尺寸精度。
3.1 单道焊缝成形试验
为了获取不同因素对焊缝几何尺寸的影响程度,通过正交分析法进行熔化极惰性气体保护焊成形试验[12-13]。得到了每组焊缝稳定区域的宽度W和高度H,并进行多次测量,以减少起弧和熄弧等因素对测量产生的误差。
将试验号随机排列,保证每次试验的环境条件一致,每条焊缝长度约为50mm,其他参数设为常量。设置如下:氩气纯度为99.999%,基板材料为Q235钢,厚度为10mm,焊丝材料为H08Mn2Si,直径 0.8mm,焊枪喷嘴伸出长度为10mm。
根据因素水平的数量,试验采用L9(34)正交表,考虑到是否存在其他未考虑而又可能产生影响的因素,因此保留了一个“其他”列,试验方案如表1、表2所示。
由表1、表2可知,单道焊缝几何尺寸主要与焊接速度、送丝速度和电弧电压有关。其中,焊接速度对焊缝尺寸影响最为显著且最易控制,因此可以在后续试验中通过调节WS快速实现焊缝尺寸的改变;而电弧电压在3个焊接参数中对焊缝尺寸的影响是最小的。“其他”列的极差最小,这说明焊缝几何尺寸与基板预热温度、焊道温度以及基板体积等因素的关系不明显,验证了单道焊缝尺寸模型的普适性。
3.2 多道焊缝成形试验
在单层多道焊缝成形试验中,设定焊接速度为250mm/min、送丝速度为3000mm/min、电弧电压为17V,并由公式(9)可知,相邻焊缝的搭接间距控制在P=2W/3时,焊缝最为平整。在试验平台上采用往复式路径,一次起、熄弧,中间不暂停。由图9可知,相邻焊缝间的搭接路径清晰,且焊缝尺寸表面平整均匀。
在多层多道焊缝成形试验中,通过改变堆焊路径来进一步保证焊缝之间的熔敷量,如图10所示。在两层焊缝之间,由互相平行的堆积方向转为互相垂直的堆积方向,逐层类推。
连续堆焊若干层后,余热使得金属构件保持了一段时间的红热状态[14-15],如图11所示。自然冷却后,每一层各个焊缝相互搭接,焊缝的熔敷路径清晰可见,尺寸构件表面质量良好,没有出现明显的缺陷。
3.3 复合铣削成形试验
逐层堆焊过程中,堆积层数越多,热量积累越严重,受热熔化的金属会随着熔池的变化而流淌[16]。另外,由于焊接中温度较高,使得金属件表面有一层氧化皮,需要通过铣削加工去除。
以方块状金属构件为例,在CATIA中做出三维模型,再将STL分层切片导入自主开发的软件中,生成NC代码,并在复合铣削的试验平台中进行堆焊成形试验。金属铣削量控制在2mm左右,铣削后的成形尺寸精度明显提高,如图12所示,成形尺寸对比分析如表3所示。
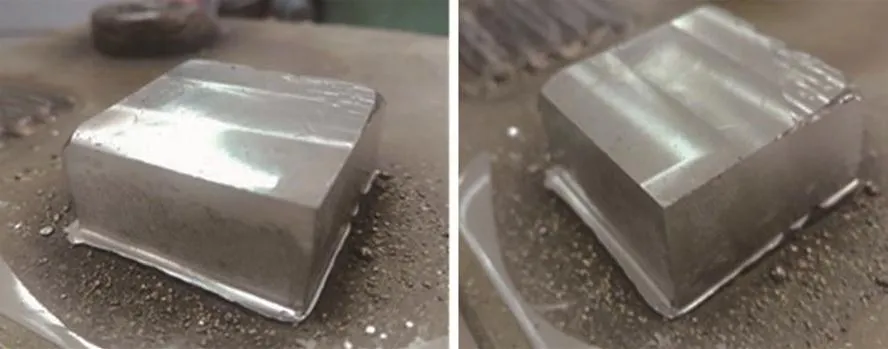
图12 铣削后金属件Fig.12 Metal parts after milling

表3 金属构件尺寸对比mm
4 结束语
(1)根据本试验对试验设备的要求,搭建了一种复合铣削的金属件堆焊成形试验平台。
(2)建立了单道和多道焊缝的尺寸模型,选择抛物线作为最优模型,并确定出最佳熔敷间距,为成形试验提供了理论基础。
(3)采用正交试验法分析了焊缝成形尺寸的主要影响因素,在改变堆焊路径的同时,通过铣削加工实现对最终成形尺寸的控制,并验证了该工艺的可行性和有效性。
参 考 文 献
[1]单雪海,周建平,许燕. 金属快速成型技术的研究进展[J].机床与液压 , 2016(7)∶ 150-154.
SHAN Xuehai, ZHOU Jianping, XU Yan. Research progress of metal rapid prototyping technology[J]. Machine Tool & Hydraulics, 2016, (7)∶150-154.
[2]耿海滨,熊江涛,黄丹,等.丝材电弧增材制造技术研究现状与趋势[J].焊接,2015(11)∶ 17-21.
GENG Haibin, XIONG Jiangtao, HAUNG Dan, et al. Research status and development trend of the technology for the manufacture of wire material by arc welding [J]. Welding & Joining, 2015(11)∶ 17-21.
[3]熊俊,薛永刚,陈辉,等.电弧增材制造成形控制技术的研究现状与展望[J].电焊机, 2015, 45(9)∶ 45-49.
XIONG Jun, XUE Yonggang, CHEN Hui, et al. Status and development prospects of forming control technology in arc-based additive manufacturing [J]. Electric Welding Machine, 2015, 45(9)∶ 45-49.
[4]田彩兰, 陈济轮, 董鹏,等. 国外电弧增材制造技术的研究现状及展望[J]. 航天制造技术, 2015(2)∶ 57-60.
TIAN Cailan, CHEN Jilun, DONG Peng, et al. Research status and prospect of the technology of arc material manufacturing[J]. Aerospace Manufacturing Technology, 2015(2)∶ 57-60.
[5]张光云. TIG熔焊成型中焊缝几何尺寸的建模与控制[D].南昌:南昌大学, 2008.
ZHANG Guangyun. Weld geometry of welding in the modeling and control of [D]. Nanchang:Nanchang University, 2008.
[6]周龙早,刘顺洪,丁冬平,等.基于三维焊接的金属零件直接快速制造研究[J].中国机械工程, 2006, 24(17)∶ 2622-2627.
ZHOU Longzao, LIU Shunhong, DING Dongping, et al. Study on direct rapid manufacturing of metal parts based on 3D welding [J]. China Mechanical Engineering, 2006, 24(17)∶ 2622-2627.
[7]KARUNAKARAN K P, SURYAKUMAR S, PUSHPA V, et al.Low cost integration of additive and subtractive processes for hybrid layered manufacturing [J]. Robotics and Computer-Integrated Manufacturing, 2010,26(5)∶ 490-499.
[8]SONG Y A, PARK S. Experimental investigations into rapid prototyping of composites by novel hybrid deposition process[J]. Journal of Materials Processing Technology, 2006, 171(1)∶ 35-40.
[9]XIONG J, ZHANG G, HU J, et al. Bead geometry prediction for robotic GMAW-based rapid manufacturing through a neural network and a second-order regression analysis[J]. Journal of Intelligent Manufacturing,2014, 25(1)∶ 157-163.
[10]柏久阳, 王计辉, 林三宝,等. 铝合金电弧增材制造焊道宽度尺寸预测[J]. 焊接学报, 2015, 36(9)∶ 87-90.
BAI Jiuyang, WANG Jihui, LIN Sanbao, et al. Prediction of aluminum alloy arc increasing material manufacturing bead width size[J]. Welding Journal, 2015, 36(9)∶ 87-90.
[11]熊俊. 多层单道GMA增材制造成形特性及熔敷尺寸控制[D]. 哈尔滨:哈尔滨工业大学, 2014.
XIONG Jun. Forming characteristics and sizing control of multilayer single channel GMA reinforced materials[D]. Harbin∶ Harbin Institute of Technology, 2014.
[12]张禹, 王世龙, 罗震,等. 基于机器人堆焊增材制造工艺与方法研究[J]. 制造业自动化, 2013(11)∶ 145-147.
ZHANG Yu, WANG Shilong, LUO Zhen, et al. Study on manufacturing technology and method of overlaying welding based on robot[J]. Manufacturing Automation, 2013(11)∶ 145-147.
[13]从保强, 苏勇, 齐铂金,等. 铝合金电弧填丝增材制造技术研究[J]. 航天制造技术, 2016(3)∶ 29-31,37.
CONG Baoqiang, SU Yong, QI Bojin, et al. Research on manufacturing technology of aluminum alloy by arc wire filling[J]. Aerospace Manufacturing Technology, 2016(3)∶ 29-31,37.
[14]DING J,COLEGROVE P,MEHNEN J,et al. A computationally efficient finite element model of wire and arc additive manufacture[J]. International Journal of Advanced Manufacture Technology,2014,70∶227-236.
[15]BAUFELD B, BRANDI E, BIEST O. Wire based additive layer manufacturing∶ comparison of microstructure and mechanical properties of Ti-6Al-4V components fabricated by laser-beam deposition and shaped metal deposition[J]. Journal of Materials Processing Technology, 2011,211(6)∶ 1146-1158.
[16]张安峰,李涤尘,梁少端,等. 高性能金属零件激光增材制造技术研究进展[J]. 航空制造技术,2016(22)∶ 16-22.
ZHANG Anfeng, LI Dichen, LIANG Shaoduan, et al. High performance metal parts laser additive technology research progress [J].Aeronautical Manufacturing Technology, 2016(22)∶ 16-22.
