利用828D系统异步中断子程序实现平旋盘实际转速显示的应用
2017-05-15李军舰任德勇
李军舰,王 恒,任德勇
1 引言
随着数控机床的快速发展,机床的功能部件越来越多的受到机床厂商及最终用户的青睐,诸如附件头、平旋盘等。然而,在机床增加了这些功能部件后,机床的装调增加了很多难度和问题点。平旋盘作为数控镗铣机床的常用部件,在实际使用中,主轴外置编码器与平旋盘并非1:1传动,这就使得数控系统所采集到的由主轴编码器反馈的速度并不是平旋盘的实际速度,同理HMI所显示的也不是平旋盘的实际速度。针对这一问题,本文应用西门子828D系统的附加负载齿轮箱和异步中断子程序功能,在HMI上实现了平旋盘实际转速的显示。
2 机械结构及实现原理
机床的机械结构如图1所示,电机侧编码器为伺服电机本身自带,负载侧编码器为机床外装编码器,而对于工件侧编码器,因受机械结构、安装位置和机床成本的限制,往往是不作配置的。这样一来,在中间齿轮箱与电机/负载齿轮箱非1:1连接时,前端的负载编码器所采集到的转速也就不是刀具的实际转速。数控系统不作相应转换处理,直接通过HMI显示出来,容易给人造成转速实际值和设定值不相符的假象。
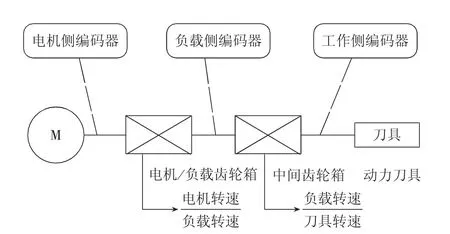
图1 机床机械结构图
利用西门子828D系统附加负载齿轮箱(附件头)的功能,通过增加一组附件头附加减速比,将主轴主动编码器采集到的刀具转速值乘附加减速比,从而可得到主轴刀具的转速。由于机床上附加齿轮箱不是一直使用的,就像镗铣机床上的平旋盘,它只是在需要使用平旋盘的时候才切换到平旋盘档上。若机床采用附加减速箱设置,在不使用平旋盘时,其主轴转速显示也将不符。为解决这一矛盾,考虑结合使用828D系统的异步中断子程序功能,当机床切换到平旋盘时,让附加齿轮箱有效;当退出平旋盘时,使附加齿轮箱无效。图2为利用附加减速箱和异步中断处理前的主轴显示,图3为利用附加减速箱和异步中断处理后的主轴显示。
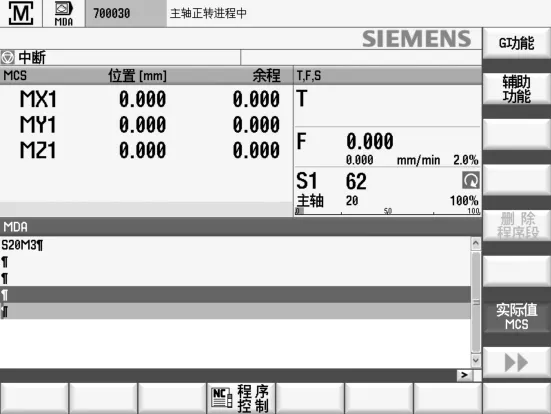
图2 利用附加减速箱和异步中断处理前的主轴显示
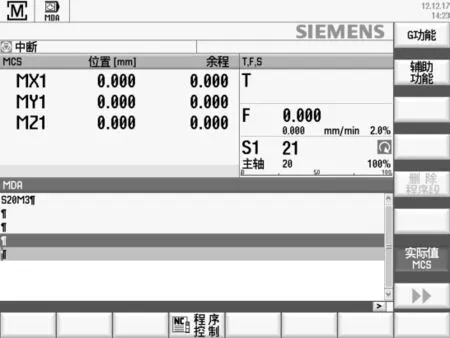
图3 利用附加减速箱和异步中断处理后的主轴显示
3 机床参数设置
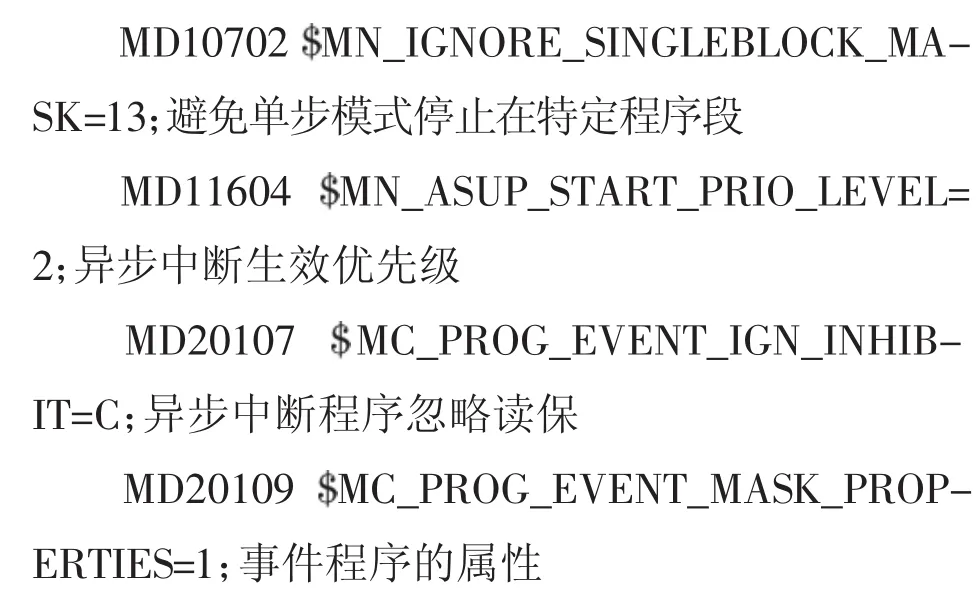
3.1 异步中断参数
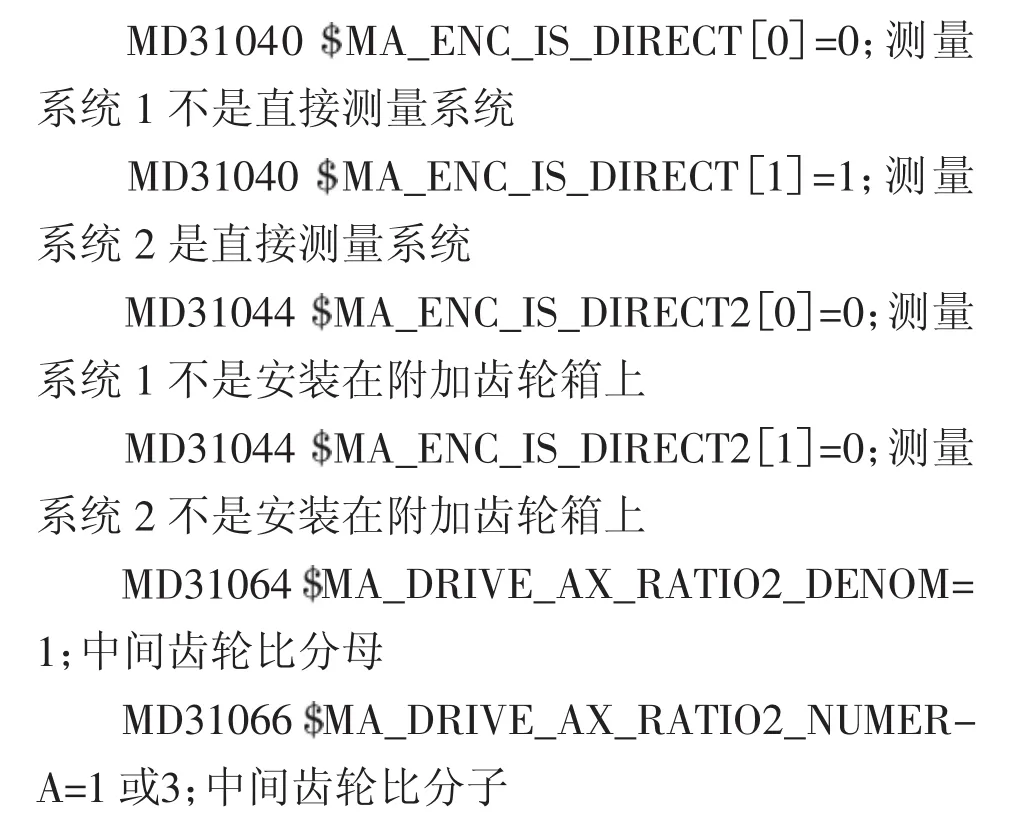
3.2 附加负载齿轮箱参数
4 编辑异步中断子程序
西门子828D系统支持两个异步子程序,子程序文件名必须为PLCASUP1.SPF和PLCASUP2.SPF。同一时刻,只能有一个异步子程序能执行。PLCASUP1的优先级高于PLCASUP2。
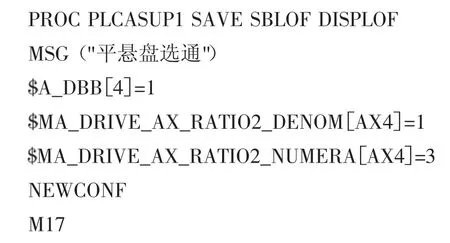
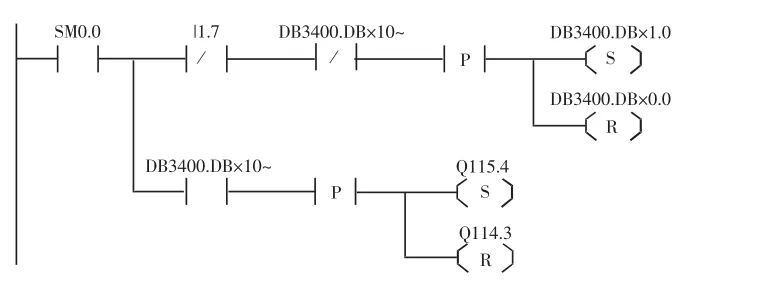
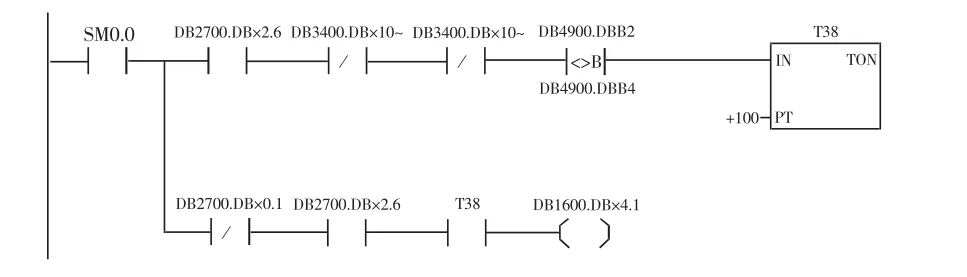
4.1 编辑平旋盘附加减速箱接通异步子程序PLCASUP1
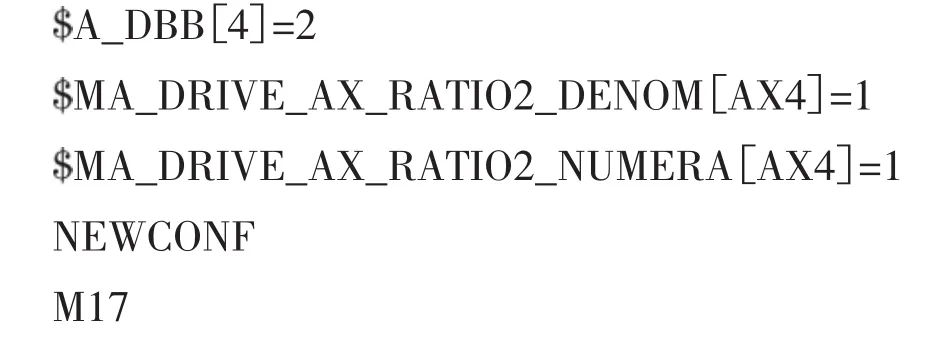
4.2 编辑平旋盘附加减速箱接通异步子程序PLCASUP2

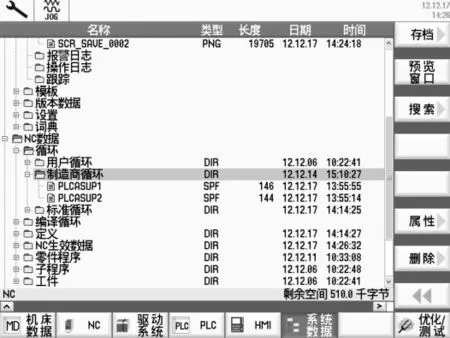
图4 异步中断子程序的系统存放
4.3 将异步中断子程序放在系统制造商循环文件夹下,如图4所示。
5 异步中断的PLC控制
异步中断作为PI服务的子功能,需要PI功能的支持,故而PLC控制应对PI服务做相应的处理。异步子程序要先初始化才能启动,初始化后只要机床不断电或不NCK复位,可以多次启动。异步中断子程序功能,可以由PLC触发特殊的NC程序且不受机床操作模式的限制。
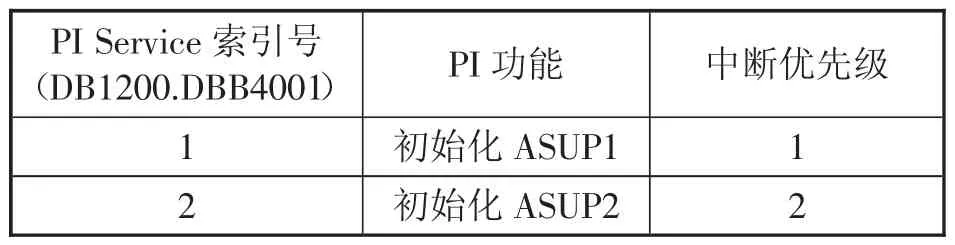
PI服务异步中断优先级:
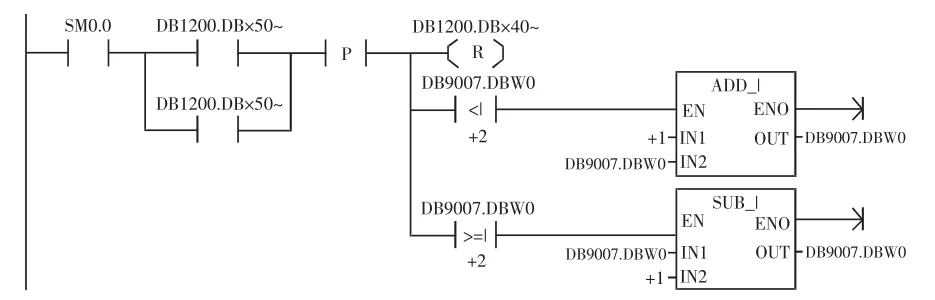
5.1 异步中断PI服务初始化
异步中断PI服务1:
5.2 异步子程序初始化
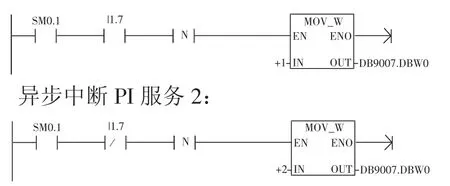
异步子程序1初始化:

异步子程序2初始化:

5.3 PI Service 完成
5.4 异步子程序运行状态显示
异步子程序1运行状态显示:
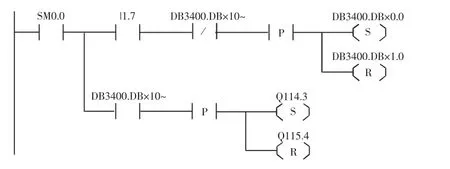
异步子程序2运行状态显示:
5.5 异步子程序运行故障报警处理
6 结束语
应用西门子公司828D系统的附件头,结合PLC异步中断子程序及PI服务等功能,本文在HMI上很好地实现了机床平旋盘实际转速的显示,并在我公司的数控镗铣机床上做了相应的验证,验证结果表明机床达到了用户的预期要求。通过这一应用,为带有多个齿轮变速箱且速度反馈不在终端变速箱上的机床主轴转速显示提供了一个完美的解决方案。
参考文献:
[1]SINUMERIK 840D sl/828D基本功能手册.西门子(中国)有限公司.
[2]SINUMERIK 828D/828D BASIC简明调试手册.西门子(中国)有限公司.
[3]SINUMERIK 840D sl/SINAMICS S120 机床数据和参数手册.西门子(中国)有限公司.
