西门子数控机床回参考点故障分析与排除
2017-05-12张晓光李莹莹
张晓光,李莹莹
(1.天津职业技术师范大学 工程实训中心,天津 300222;2.高盛专修学校,天津 300000)
西门子数控机床回参考点故障分析与排除
张晓光1,李莹莹2
(1.天津职业技术师范大学 工程实训中心,天津 300222;2.高盛专修学校,天津 300000)
数控机床的参考点是作为机床确立坐标系的重要依据,一旦参考点的确立发生故障,就会使加工零件坐标系的建立出现故障,影响加工速度和机床运行效率。研究西门子840D SL数控系统回参考点的工作原理和工作方式,并根据现场故障现象实例分析和排除设备故障,从而提高排故的速度和机床运行效率。
西门子840D SL;数控机床;参考点;故障实例
西门子840D SL数控系统的机床可以实现增量式编码器返回参考点和绝对值编码器返回参考点两种方式进行返回参考点。采用绝对值编码器为位置检测元件,由于绝对编码器内部有电源可供数据保存,因此断电后再次上电无需进行回零操作。机床坐标系不发生改变;而采用增量式编码器作为位置检测元件,自身不带有电源部分,数据在断电后丢失,因此断定后再次上电要进行返回坐标系参考点操作;否则机床坐标系发生偏移,与原有机床坐标的零点不相同,影响零件加工。本研究针对数控机床回参考点由增量式编码器引起的机床故障进行检测、分析和排除。
1 机床返回参考点的工作原理
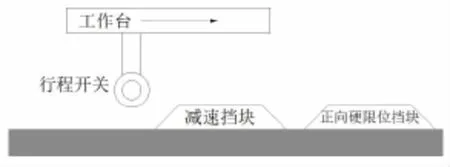
图1 返回参考点示意图
西门子840D SL数控系统在重新上电后,机床要重新返回参考点:首先在机床操作面板上选择回零模式,点击各个移动轴的正向后,机床开始向正方向移动进行返回参考点任务,当机床轴在遇到减速挡块时,工作台上的行程开关被触发(如图1所示),将电气信号传输给PLC,PLC经过信号处理传输到西门子840D SL数控系统的NUC中,数控系统的NUC依据系统参数设定值控制进给电动机动作,完成后期机床的回零过程,在回零完成后机床坐标原点显示为零同时坐标点有机床回零完成的标识。
2 机床返回参考点的工作方式
西门子840D SL数控系统返回参考点分为三段过程:
第一段过程机床寻找减速挡块,在面板上选择回参考点功能,当机床参数MD11300=1,需要一直按住轴移动方向按键进行回零操作,当机床参数MD11300=0,点动轴移动按键机床自动开始寻找减速挡块。在第一段过程中机床轴移动的方向由机床参数MD34010设定,速度由机床参数MD34020设定,在机床运动中碰到减速挡块后,经PLC处理后的电气信号传送到数控系统的NCU中DB31.DBX12.7内,机床回参考点进入第二阶段。
第二阶段过程机床寻找增量编码器中Z相脉冲,当机床参数MD34050=0时数控系统的NCU接收减速挡块的下降沿信号同时机床移动方向为机床参数MD34010运动时的相反方向,速度由机床参数MD34040设定,以这种方式运动寻找第一个Z向脉冲;当机床参数MD34050=1数控系统的NCU接收减速挡块的上升沿信号同时机床移动方向为机床参数MD34010相反方向快速离开减速挡块后,再次沿机床参数MD34010的方向触碰挡块后寻找第一个零脉冲,寻找到零脉冲后进入第三阶段,在寻找零脉冲过程中距离不能超过机床参数MD34060的设定值,否则出现2004号报警参考位置丢失。
第三阶段寻找参考点,机床速度在机床参数MD34070中设定,机床移动距离由机床参数MD34080与机床参数MD34090之和确定,在回参考点完成后,机床参考点确立。如图2所示。

图2 机床回参考点方式
3 西门子840D SL回参考点故障分析和实例讲解
数控机床出现故障无法回参考点,有一下三种常见现象:
(1)机床正常开机,回零模式和手动模式下进给机构不移动。在回零和手动模式下进给机构都不移动,说明数控机床伺服进给单元出现故障,首先应查看PLC中I/O点信号是否正常,主要查看进给系统限位信号,然后应参看给进系统中参数设定值,重点参考机床控制伺服使能以及反馈相关参数:MD30130、MD30200以及MD30240。
(2)机床手动模式正常,在回零模式中运行时机床直接撞击硬限位超程报警。在回零模式中运行时机床直接撞击硬限位超程报警,如图3所示,首先查看PLC中I36.4挡块减速点信号,如果没有信号,将问题转化为机械挡块安装位置松动或机床外围电路故障,判断机械挡块位置松动可利用手动控制行程开关动作查看PLC中的信号,有信号表明机械位置松动,没有信号表明机床外围电路出现故障;如果有减速点信号再查看数控系统中参数设置是否正确,如机床参数MD34050=1,机床参数MD34080+机床参数MD34090的值应小于机床减速挡块到限位挡块的距离。

图3 PLC近参考点信号
(3)机床手动模式正常,在回零模式下运行时机床报警参考点丢失,无法定位。在回零模式下运行时机床报警参考点丢失,无法定位,应先确定伺服进给电机反馈线是否正常,Z向脉冲通过系统监控能否找到,然后查看报警号,如报警号20000,增大寻找零脉冲距离机床参数MD34030中的数值;报警号20006,减小寻找零脉冲速度机床参数MD34040中数值过大或者增大速度公差机床参数MD35150。
故障实例:德国DMG数控车床采用西门子840D SL数控系统,X轴和Z轴回零编码器都采用的是增量式,减速挡块和导轨安装在一起,行程开关和工作台一起移动。故障现象为Z轴回零出现随机性偏差,每次参考点位置不同。通过实例故障现象描述,首先可确定本机床采用840D SL数控系统,其中,X轴和Z轴回零编码器都采用的是增量式,回零过程能够正常完成,只是每次参考点的位置有差异,因此初步可断定,回零系统外围电路设定正常,系统参数设定正确,发现机床参考点每次定位距离相差不大,查看传动系统,发现联轴器松动,导致丝杠间歇运动,更换联轴器后问题解决。
4 结语
机床能正常的进行回参考点动作是机床操作加工基础,虽然回参考点的故障现象多变,但是都可以根据回参考点的工作原理以及现场检测的各类信号分析和判断故障点的位置,从而进行故障的排除。
[1]陈先锋.SIEMENS数控技术应用工程师-SINUMERIK 840/810D数控系统功能应用与维修调整教程[M].北京:兵器工业出版社,2010.
[2]王洪波.图解SINUMERIK840/810D系统调试与维修技巧[M].北京:电子工业出版社,2013.
[3]张宝成.西门子840D数控系统应用与维修实例讲解[M].北京:机械工业出版社,2013.
[4]SIEMENS.SINUMERIK840D SL简明调试指南.
[5]胡国清.西门子SINUMERIK840Dsl/840Disl数控系统应用工程师手册[M].北京:国防工业出版社,2013.
[6]张泰华.SINUMERIK 840Dsl数控系统调试与应用[M].北京:机械工业出版社,2015.
Fault Analysis and Elimination of SIEMENS CNC Machine Tool Reference Point
ZHANG Xiao-guang1,LI Ying-ying2
(1.Engineering Training Center,Tianjin Vocational and Technical Teachers College,Tianjin 300222,China;2.Goldman school,Tianjin 300000,China)
CNC machine tool reference point is important for the establishment of the machine coordinate system.Once the reference point establishment fails,it will make the machining coordinate system failure and affect the processing speed and efficiency of machine tool.This paper studies the working principle and working mode of the reference point of the SIEMENS 840D SL numerical control system,and analyzes and eliminates the equipment fault according to the fault phenomena in the field.
SIEMENS 840D SL;NC machine tool;reference point;fault example
TG659
A
2095-980X(2017)01-0015-02
2016-12-17
张晓光(1987-),男,天津人,大学本科,助理实验师,主要研究方向:数控维修。
