油气管道施工质量稳定性研究
2017-05-12王玉梅四川石油天然气建设工程有限责任公司成都分公司四川成都610213
王玉梅(四川石油天然气建设工程有限责任公司成都分公司,四川 成都 610213)
油气管道施工质量稳定性研究
王玉梅(四川石油天然气建设工程有限责任公司成都分公司,四川 成都 610213)
管道输送已经成为油气资源输送的一种主要方式。在油气管道施工过程中,由于施工周期比较长,施工地形复杂多变,工作量和施工难度较大。为了保证油气管道的施工质量,需要做好质量控制工作。本文首先对隧道油气管道的施工特点进行了分析,然后对施工质量控制措施进行了分析和探讨,保证了工程施工质量。
山体隧道;油气管道;施工质量;稳定性
油气资源是现代化社会中重要的一种能源,在工业生产和日常生活中都有对油气资源的利用。在新的时代背景下,随着我国经济的不断发展,对油气资源的需求也日益增加。为了解决油气供需矛盾,油气输送管道工程的建设规模和建设数量了日益增加,油气输送管道成为了一项重要的建设内容。山体隧道油气管道施工作为工程施工的重点,对整个工程的质量都会产生比较大的影响,需要科学的选择质量管理措施,保证施工进度和施工质量。
1 山体隧道油气输送管道的施工特点
油气输送管道具有输送压力高、运输距离长等特点,施工复杂性和特殊性比高。在施工过程中,由于隧道内部作业面小、湿度高,施工条件恶劣,机具、设备、人员等比较集中,容易引发安全事故,施工质量控制难度大。而且油气管道在穿越山体隧道是时,会对隧道四周的环境造成比较大的影响,容易出现落石、塌方、崩塌等情况,施工危险性比较高。另外,如果在进行山体隧道油气管道施工过程中出现质量问题,会出现油气泄露的情况,造成比较大的经济损失,引发安全事故。所以在油气管道施工过程中,需要做好质量控制工作。
2 隧道穿越施工准备工作
2.1 做好输油管道的除锈和堆放
在进行油气输送管道的建设之前,对隧道的具体情况进行实际的具体调查,将施工环境调整到最佳状态,确保隧道内的环境适合防腐管的运输,要在隧道附近安排一块空地进行防腐管的临时堆放,在这块堆放防腐管的地方根据设计方案对防腐管进行编号,在一切的准备工作做好之后就可以进行布管了,在隧道内进行油气管道铺设的一大限制就是空间不足,因此要在防腐管的管口进行刷漆,在防腐管的接口处要进行除锈剂的喷洒,在进行随带内的油气输送管道的铺设工作时一定要注意施工安全[1]。
2.2 隧道内布管作业
在进行隧道内油气管道铺设之前应该将洞口的土地进行整平,对于摩擦力不够的地面要进行铺设具有一定厚度的花纹钢板来保证在运输防腐管的过程中不会出现打滑的问题,对于不平整的地面应当进行整平,确保输送防腐管的过程中车辆能够保持平衡,进一步减少施工风险[2]。对于防腐管的接口处进行焊接处理时需要用反光物质进行明显的标注,保证施工安全,根据在堆放防腐管处对防腐管所做的标号来进行防腐管的运输,在隧道内可以将用抓丁连接起来的枕木作为临时的管墩,对于枕木和防腐管接触的地方要进行铺垫,避免防腐层发生损坏,在控制施工质量时需要注意以下几点。
(1)要将钢管的具体情况确认清楚,在进行布管的时候需要将防腐层和管端的坡口做好保护工作。
(2)对于钢管的具体参数要进行不断的测量,确保管道以及焊口放置在合适的位置。
(3)在进行在隧道内的布管工作时需要注意安全,不要为了追求施工速度而出现意外,在进行施工的过程当中应当确保隧道内的通风情况,在有坡度的地面上要进行反光减速带的设置,在进行隧道布管时采用图1的方式来进行。

图1 隧道布管
3 控制隧道内的焊接质量
3.1 组焊施工工艺(如图2所示)

图2 组焊施工流程图
3.2 焊接前准备工作
要隧道中进行正式的焊接工作之前做好准备工作,专业的管理人员要将在焊接过程中将会使用到的工具和材料进行检查,确保一切正常。焊接材料要禁止油类、受潮等有害物质侵蚀,将其放到干燥通风的室内进行保存。焊材码货架要距离地面300mm以上,距离墙体的距离要在100mm以上,当环境温度低于5℃、大气相对湿度大于90%、风速大于8m/s的环境下进行施焊时需要采取相关措施后才可以进行焊接。
3.3 预热
使用中频感应加热器和环形火焰加热器对管口进行预热,保证管口加热的均匀性。如果洞内湿度过大,要提升预热温度,并做好防潮处理。一般来说,在管口组对完成后进行管口预热,预热完成后立即进行根焊道的焊接。
3.4 控制根焊质量
(1)在进行根焊工作之前,需要将预热的温度检查好,在温度达到工作标准之后才能开始进行根焊,在进行焊接的过程当中需要尽可能的保证焊接位置的对称,也要保证焊道的厚度符合工艺标准,厚度不够的焊道容易起裂纹[3]。
(2)在进行根焊的过程中应当将起弧的位置控制好,起弧的位置不要选在坡口外的钢管表面。
(3)在进行根焊的过程中在连接部位时要进行适当的打磨。(4)在进行根焊的过程当中对于电弧长度的选择要尽量选取短的,为了使根焊的焊道的厚度符合要求,就需要将焊条与坡口进行接触,并要保证电弧的三分之二都在管口的内部进行燃烧[4]。
(5)在完成根焊工作之后将内对口器进行拆除,在进行外对口器的根焊时以及将对口器拆除时,需要保证根焊的工作进度在一半以上,分布也要尽量对称均匀。
3.5 控制填充焊质量
在隧道中进行填充焊的过程当中,需要将施工过程中的工艺参数提前进行确认,进一步保证焊接质量,焊道的连接工序需要进行尽量的平整,在进行下一个焊道的焊接之前需要将前一个焊道中所存在的缺陷进行完善,在进行填充焊的过程当中应当使用自保护药芯焊丝来进行半自动焊,这样能够充分提高填充焊的施工效率以及施工质量,较高的焊接电流和电压也比较适用于填充焊的施工过程。
在进行填充焊的施工过程中需要注意控制后焊接的角度,这样能够保证焊接的质量,在不同的焊接位置所需要采用的后托焊接角度要求都不同,但是都要尽可能的保证后焊接角度的偏小,0°的后托焊接角度适用于在平焊位置进行使用,这样能够保证在平焊位置保持较好的机械性能。
在采用半自动保护焊来进行填充焊的时候,需要注意将摆宽控制到一定程度,摆宽的选择直接影响着焊接气孔的形成情况,摆宽过宽就容易形成焊接气孔,摆宽过窄就容易形成凸形焊道,摆宽不合适都容易给施工带来困难,造成在接下来的焊接过程中出现问题[5]。摆宽的宽度需要根据坡口的坡度来进行决定,摆宽要与坡口进行完美配合,过渡自然。在进行焊接的时候需要将焊接速度控制好,焊接的厚度要在2mm以内,在处理焊口的完成问题时要进行规范处理。
3.6 控制盖面焊的质量
(1)在进行盖面焊工作之前要将填充焊的焊道的表面进行整平,焊接道表面如果存在起伏较大的凹凸,就会造成盖面焊的完成质量较低,在管道立焊位置进行盖面焊时需要注意将预留的坡口深度进行控制到1mm以内,在平焊和仰焊位置要将坡口深度控制到2-2.5mm,这是为了在进行盖面焊的过程当中保障盖面层的焊道表面不低于母材。
(2)在进行盖面焊的过程当中需要选择中等送丝速度来进行焊接工艺参数的选择,为了保证焊接物没有气孔,尽量选择较低的焊接电压。
(3)为了保证焊缝的余高符合要求,就需要在平焊和仰焊的位置进行焊接摆宽的增加。
(4)在完成盖面焊的工作之后需要将焊缝的表面清理干净,将其中的熔渣和飞溅等清除掉,以免造成检测的障碍,将不合格的焊缝要进行适当的调整。
3.7 焊口返修
在确定焊口缺陷后,使用角向砂轮机后砂轮偏(δ=5mm)对缺陷部分进行清理,不仅有助于控制开口宽度,同时具有较好的缺陷再限性。利用厚切割砂轮片将剩下的部分切穿,然后将背面的毛刺清理干净。坡口形式禁止使用图3中的形式,避免根焊完成后A、B两点位置熔渣清除困难,影响返修焊缝质量。正式进行返修焊操作之前,需要对焊口进行整体加热,加热温度不能超过绝缘层耐受温度上限,焊道层设计如图4所示。在同一焊口进行多处返修时,需要保证一处返修完毕且无误后进行下一处的返修。为了避免受力不均匀出现裂纹缺陷,不允许同时将多处缺陷打开。另外,缺陷返修完成后要进行保温处理。

图3 坡口设计
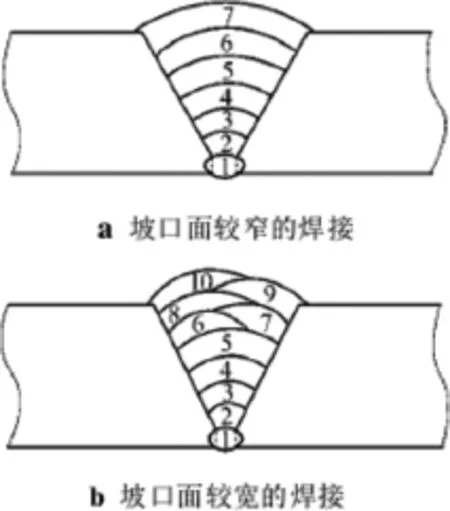
图4 焊道层设计
3.8 做好监测工作
隧道油气管道焊接施工时,在管道组装发生点焊处很容易出现断裂将工作人员砸伤。在管道焊接的过程中会因为管道滚动将焊工挤伤,在试压的过程中还有可能会出现管道爆裂的情况。为了保证焊接质量,在进行油气长输管道焊接施工时,要建立风险管理监控系统。持续进行考察,重点对特定的施工工序和作业段机芯监控,避免出现施工风险,提高风险识别和风险管理水平,实现动态化管理。
4 结语
在进行山体隧道油气管道施工过程中,质量控制是管理的重点,通过采用上述方法对油气管道的施工质量进行控制,取得了良好的施工效果,不仅使各个工序的施工质量得到了控制,同时最大限度的节省了施工成本,缩短了施工周期。
[1]胡文君,陈海鹏,马红,等.管道隧道Ⅵ级围岩试验段支护结构的稳定性分析--以“西气东输”二线东江水下隧道为例[J].天然气工业,2015,(01):85-89.
[2]张伟杰.隧道工程富水断层破碎带注浆加固机理及应用研究[D].山东大学,2014:15-16.
[3]吕游.岩鹰山隧道内天然气管道泄漏规律及通风方案研究[D].西南石油大学,2015:18.
[4]李鹤林,李霄,吉玲康,等.油气管道基于应变的设计及抗大变形管线钢的开发与应用[J].焊管,2007,(05):68-71.
[5]张文敬.基于有限元方法的油库复杂管道结构强度分析研究[J].中国石油和化工标准与质量,2016,(15):189-192.
王玉梅(1972-)女,四川内江人,工程师,本科,从事工程管理工作。
