柠檬酸废水的厌氧处理
2017-05-03王建辉
王建辉,王 璐
(吉林建筑大学市政与环境工程学院,长春 130118)
柠檬酸废水的厌氧处理
王建辉,王 璐
(吉林建筑大学市政与环境工程学院,长春 130118)
由于我国柠檬酸的大量生产加工,其废水已经对环境造成了一定程度的污染。目前在工业上采用了很多物理、化学和生物法对其进行降解处理,但效果不尽相同。简单阐述了几种针对柠檬酸废水的厌氧生物处理技术和他们在处理中的明显成效,对不同方法的原理和工艺流程进行了比较,分析了厌氧消化在如柠檬酸废水这样的高质量浓度有机废水处理领域的现状及前景。
柠檬酸废水;厌氧生物处理;厌氧好氧组合工艺
0 前言
柠檬酸是一种重要的有机酸,又名枸橼酸,无色晶体,无臭,有很强的酸味,易溶于水。它也是一种食用酸味剂,现在广泛应用于食品饮料、材料、铸造、纺织、医药化工、电子等行业领域。
柠檬酸以玉米、薯干为主要原料制成。在发酵和提取的生产工序中,残留着未形成柠檬酸的有机物如杂酸,以及当提取不彻底时部分流失的柠檬酸。有数据显示,每1 t柠檬酸的生产可产生7.5 m3左右的废水,有时甚至达到15 m3,产生的废液含有大量蛋白质、有机酸、发酵残留物质、氨氮、菌体所分泌的酶等有机物,其中的BOD5和COD值会达到万级以上,而我国的柠檬酸生产量和出口量一直居于世界首位,每年所产生的废水便成为了不可忽视的环境污染源,其主要污染物质量浓度参考表1。而根据现在的国家规定,柠檬酸生产企业允许排放的主要污染物质量浓度要符合国家规定的排放标准《污水综合排放标准》的发酵行业二级标准,即COD≤300 mg/L、SS≤200 mg/L、pH值为6~9,在执行这样的标准下,柠檬酸废水处理的要求变高,难度变大。
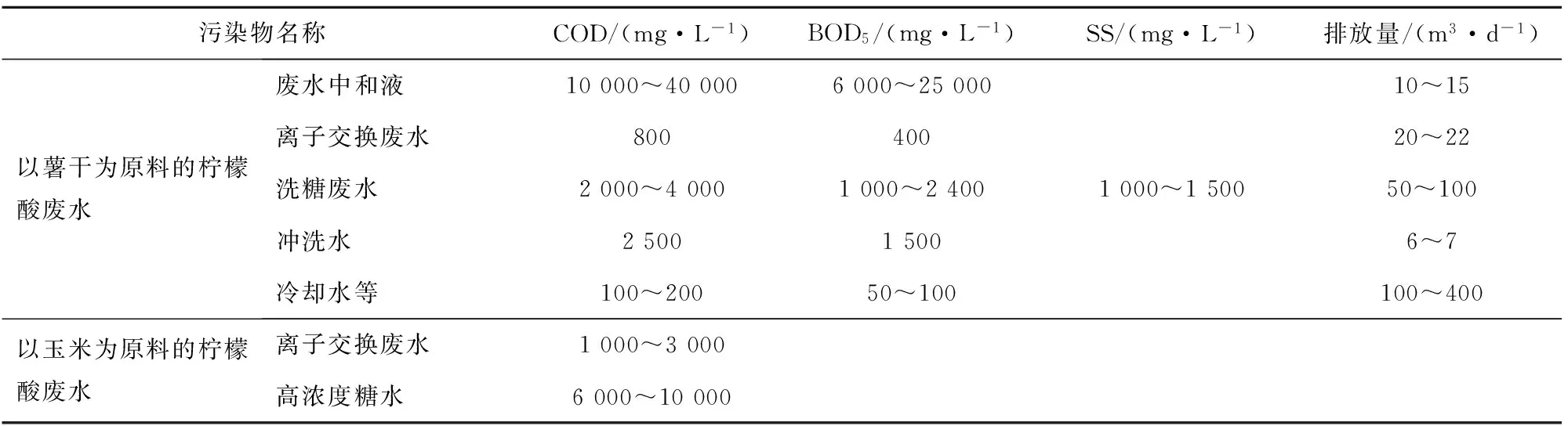
表1 柠檬酸厂主要污染物质量浓度及排放量[1]
1 柠檬酸废水的处理
柠檬酸废水的处理可分为物理法、化学法和生物法。尽管采用物理法和化学法能够取得一定的处理效果,但在处理过程中所消耗的化学药剂、处理设备的投资较大,同时也存在着因化学反应产生的副产物而不被广泛使用。而生物法是通过具有降解能力的活性微生物,利用其在废水中的代谢作用,将废水中的有机物进行去除,既经济又高效。目前,国内外处理高质量浓度的柠檬酸废水主要依赖于生物法,包括好氧生物法和厌氧生物法。
好氧生物法处理柠檬酸废水,是在好氧条件下,利用好氧微生物与柠檬酸废水中的有机物和无机物形成絮凝体,经过其代谢、吸附、氧化、分解达到净水的目的。好氧法具有良好的沉降性能,物质代谢速率高于厌氧法,但是要消耗大量的充氧成本,还会产生大量需要二次处理的剩余污泥。
相比较之下,厌氧生物法具有可以处理高质量浓度废水、生物难降解有机物的特点,是一种更低成本的工业废水处理技术。厌氧生物法处理柠檬酸废水,是在无氧的条件下,利用厌氧菌(或兼性厌氧菌)经过消化将废水中的柠檬酸、柠檬酸钙、残糖、纤维素、有机色素、蛋白质等大分子有机物降解为小分子化合物,进而分解为甲烷、二氧化碳等。不同于好氧生物处理,它将处理废水和能源开发利用相结合,这种有效、环保、经济的技术更加适合我国的发展国情。
2 柠檬酸废水的厌氧生物处理
从19世纪中期到现在,厌氧处理技术已经发展了一百多年。对于柠檬酸废水的处理,由一开始的管道厌氧消化器、UASB工艺、IC工艺等单独的厌氧生物处理方法,到后来UASB—接触氧化池、UASB—曝气生物滤池、A2O工艺等厌氧—好氧综合的处理方法,处理效果越来越好,工艺的缺点不断被改善,出水水质指标更理想。
2.1 厌氧生物处理工艺
2.1.1 管道式厌氧消化器
管道式厌氧消化器由玻璃管串联组合,其内部填充附着微生物的空心球状填料。冯孝善[2]用COD为20 000~40 000 mg/L的柠檬酸钙洗涤废水作为试样,在28 ℃、pH值5.0~5.5、水力停留时间为2 d左右的条件下,COD去除率可达到82%左右,处理效率参见表2。这种装置使厌氧的活性污泥滞留时间变长,可以减弱短流效应,具有耐负荷变化和低pH的能力。其优势在于,高质量浓度的柠檬酸废水无需调整pH值便可直接进入反应系统中,从而可以减少药量;处理过程中,消化器靠前的管段处于产酸阶段,靠后的管段处于产甲烷阶段,不同阶段的厌氧微生物的相互抑制影响会大大减小[3];消化器模拟下水管道系统,主要设施设于地下,节省了占地空间。但是由于厌氧条件下含糖废水积累污泥的速度高于其他蛋白质、脂肪等,试验中每隔两个月要排除过量污泥,所以该工艺需要定期排泥,以保持正常的消化效率[4]。
2.1.2 上升式厌氧污泥床(UASB)
UASB工艺从1977年发明至今,已经被许多国内外工业、企业应用于污水的处理。UASB的固、液、气三相分离技术更适合于处理高质量浓度、可生化性好的有机废水,具有更强的耐负荷能力和更好的处理效果。而柠檬酸废水有机物质量浓度高、pH值不稳定、水量水质变化大,并且其有机物主要是可溶解性糖类,尤其适合UASB处理工艺。20世纪90年代初,国内的柠檬酸生产厂家就已尝试应用UASB技术处理柠檬酸废水[5-6]。
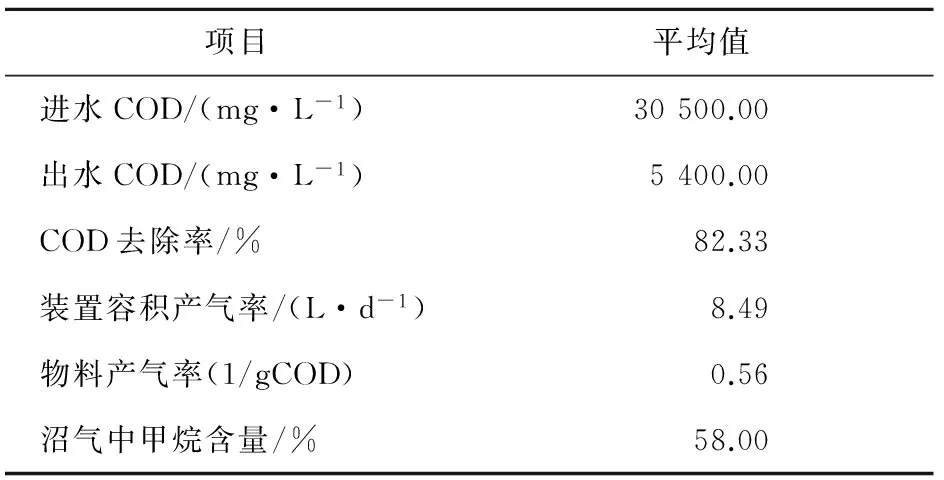
表2 管道式厌氧消化器处理效率[2]
连云港[7]某个以薯干为原料的柠檬酸化工厂废水的BOD5/COD=0.6,可生化性良好,利用生产性UASB反应器,在中温条件反应器稳定运行时,容积负荷7.5~10 kgCOD/(m3·d),水力停留时间为38~49 h,COD平均去除率达85%,其结构模型参见图1。郭永福等[8]用该工艺处理以木薯为主要原料的柠檬酸废水,设备稳定运行数月,COD的有机负荷为9 kg/m3·d,COD总处理效率保持在98%左右(图2),取得了良好效果。
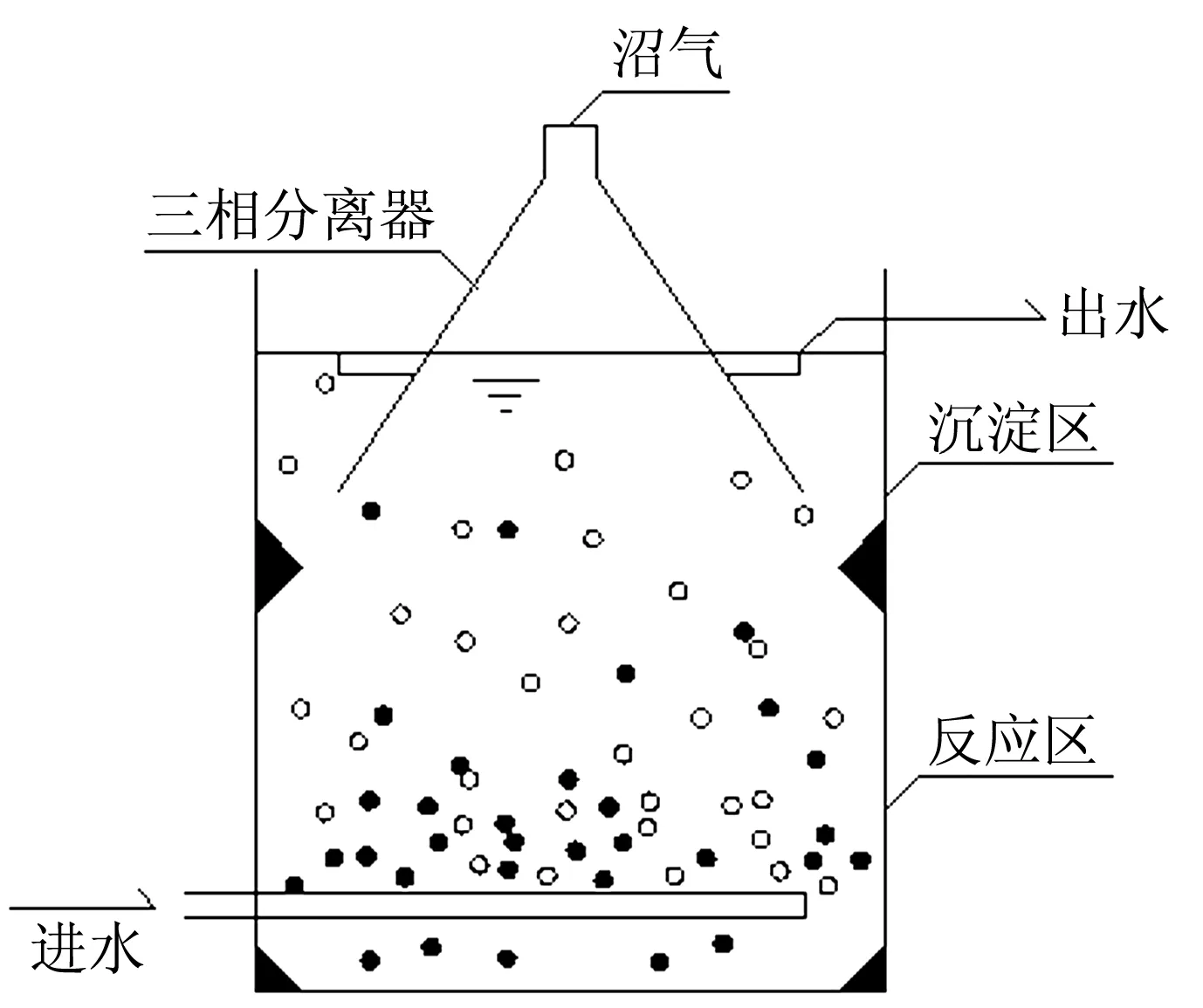
图1 UASB反应器结构图[7]
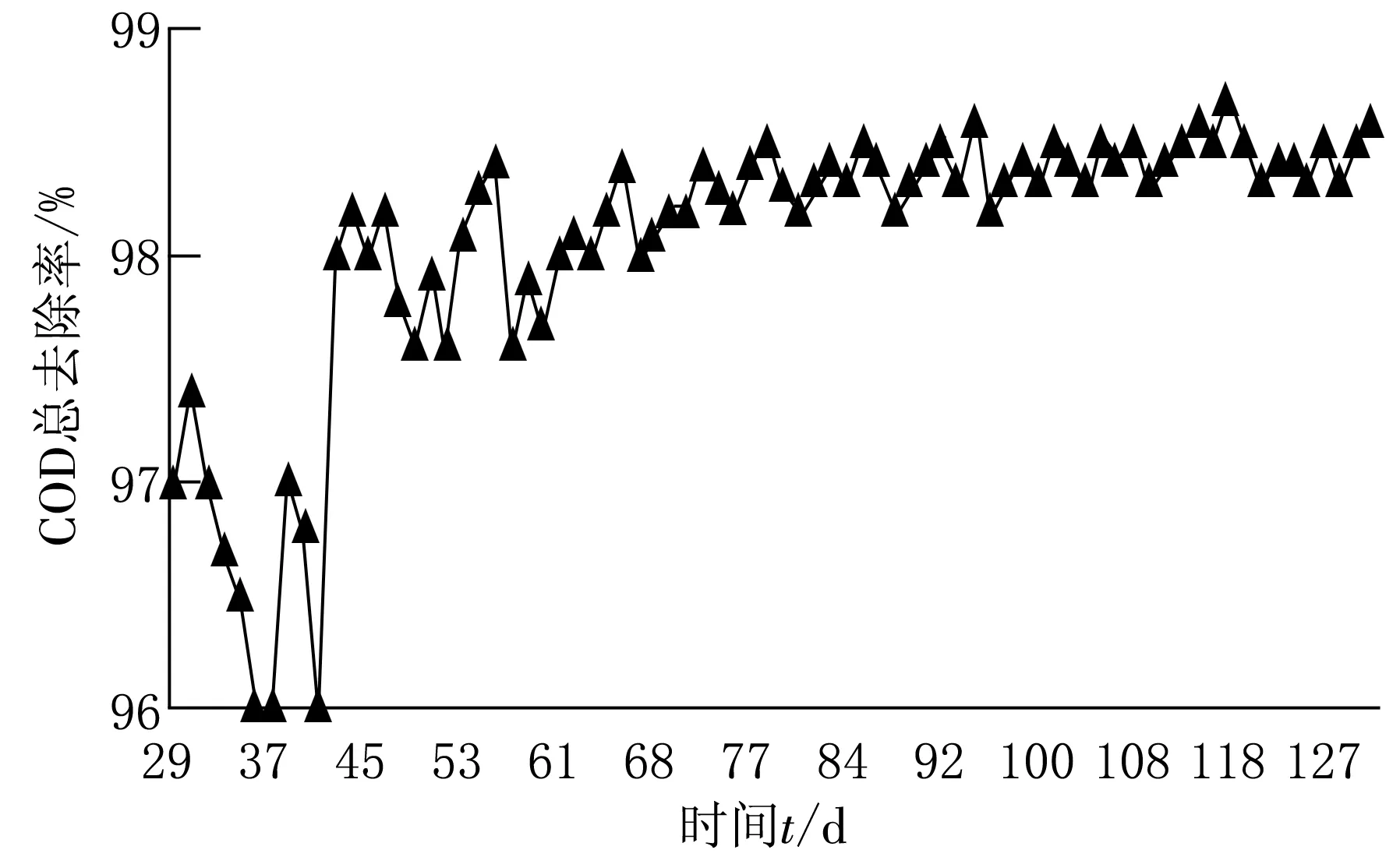
图2 整个系统对有机污染物的去除率[8]
王新华等[9]采用水力循环UASB反应器处理柠檬酸废水,其特点在于利用出水回流调节废水的pH值,控制进水pH值为6左右。其COD容积负荷平均为7 kg/(m3·d),去除率可达到70%以上,无需额外投加碱性试剂,降低处理费用。可以发现,在柠檬酸废水的处理过程中,因废水中含有较多的钙离子等阳离子,可无需投加碱性试剂来调节废水pH值,过量的碱性试剂反而会影响厌氧反应的进行[10]。
2.1.3 第三代厌氧反应器工艺
内循环厌氧反应器(IC反应器)相当于由2个UASB反应室垂直串联组成,并增加内循环装置(其装置结构如图3),提高了反应区的液相上升流速,加强了废水中污泥和有机物之间的接触;循环装置自动稀释进水,使进水质量浓度更加稳定,提高抗冲击负荷和容积负荷。IC反应器在调试运行上与UASB一样,但处理同类废水时的有机负荷达到UASB反应器的2~4倍[11],所需的容积仅为UASB的1/3左右,利于节省投资,其具体性能的比较见表3。
黄石兴华生化有限公司[12]通过技术改造,用IC反应器替代UASB反应器,克服了UASB的有机负荷随运行时间增加而下降的问题,COD去除率一直保持在85%以上。不同于UASB,进水处短流死角和堵塞现象都有所改进[13]。陈程程[14]利用IC厌氧反应器对柠檬酸废水进行处理,并对其工艺参数进行了优化。通过对厌氧出水回流、酸化时间、水力停留时间和进水COD浓度等因素的参数影响分析,最终得到在酸化时间设为1.5 h、水力停留时间3.5 h、进水COD浓度2 700 mg/L时,COD去除率达到最大为93%,此时产沼气量为0.65 m3/kgCOD,比高温消化法的产气量有所提升。
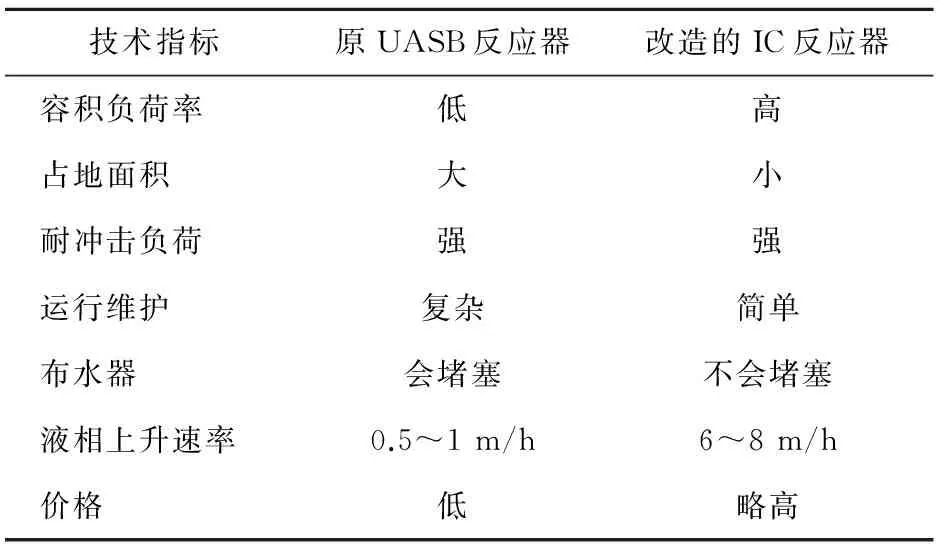
表3 IC、UASB反应器技术比较
多级内循环式厌氧反应器(MIC反应器)是马三剑等[15-16]人利用IC反应器的原理自行开发的国内第三代厌氧反应器,目前已成功应用于饮料、食品加工等行业的废水处理中。MIC反应器也分为上下2个高低不同负荷的反应室,底部有进水区和回流区,在两室之间有沼气集气器,最上部为三相分离系统,顶部为三相分离包,用提升管和回流管在之间相连接,其基本构造如图4所示。他们分别运行生产规模为1 000 m3、2 500 m3的MIC反应器,用于处理柠檬酸废水,有机负荷分别为20 kg/m3·d、12 kg/m3·d时,COD去除率始终在90%左右控制,而HRT仅仅≤12 h。MIC反应器的优势在于弥补了IC适合处理低质量浓度低温度废水的问题,通过本次工程,可以证明MIC反应器在高容积负荷下也可以稳定运行[17]。
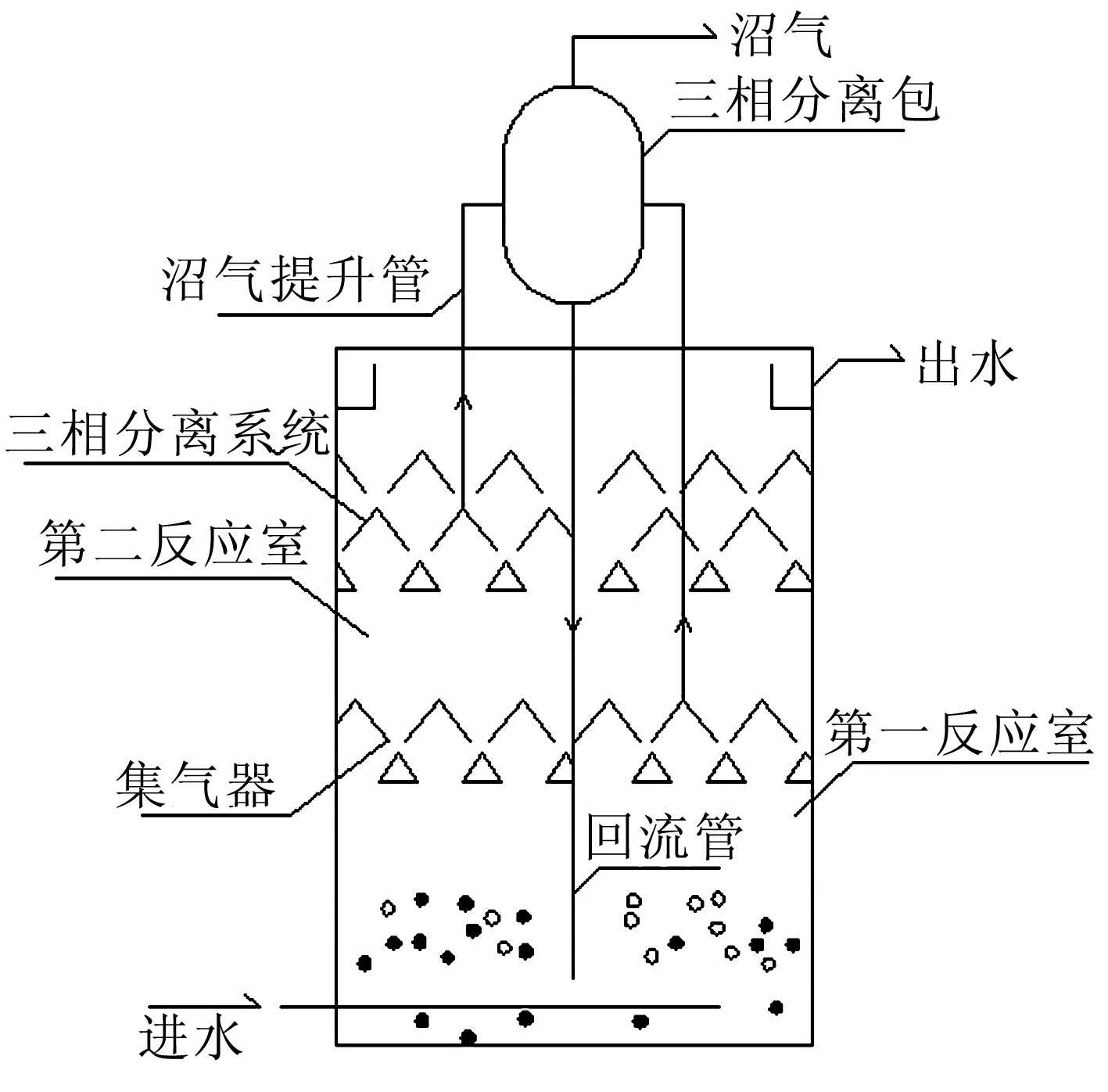
图4 MIC反应器结构图[15]
2.2 厌氧好氧组合工艺
目前,在柠檬酸废水处理的实际应用中,更多的是采用厌氧—好氧串联组合的处理方法。区别于单一的厌氧处理技术,厌氧—好氧组合在提高BOD5和COD的去除率之上,还可以弥补如厌氧工艺占地面积大等不足,将好氧和厌氧工艺各自的优势结合起来,取得更好的效果。
有学者[18-20]采用UASB—接触氧化工艺处理柠檬酸废水,在中间设置曝气池,将厌氧出水和低质量浓度废水混合后进入接触氧化池处理,接触氧化池后增设气浮池。整体工艺的COD去除率均可以达到98%以上。
朱乐辉等[21]通过UASB-曝气生物滤池工艺处理以玉米和甘薯为原料的某大型柠檬酸生产企业。经过前段厌氧工艺后出水COD>500 mg/L,COD浓度未达到排放标准,于是在厌氧处理工段后面增设曝气生物滤池好氧处理工段,进一步氧化废水中的BOD5和COD。经生物滤池处理后出水COD降到了100 mg/L以下,实际运行结果见表4。魏国[22]等采用EIC—曝气生物滤池处理工艺,同样也是为了改进原有UASB处理工艺的不足。在新工艺运行下,实验进水COD为10 000 mg/L,出水COD不超过150 mg/L,同时处理能力也有所增大。运行过程中污染物排放减少,而且提高了资源和能源的利用率,运行一年来,可日产沼气2万m3以上,
年收入超过300万元。同时,新工艺运行、维护费用变低,经济效益显著。
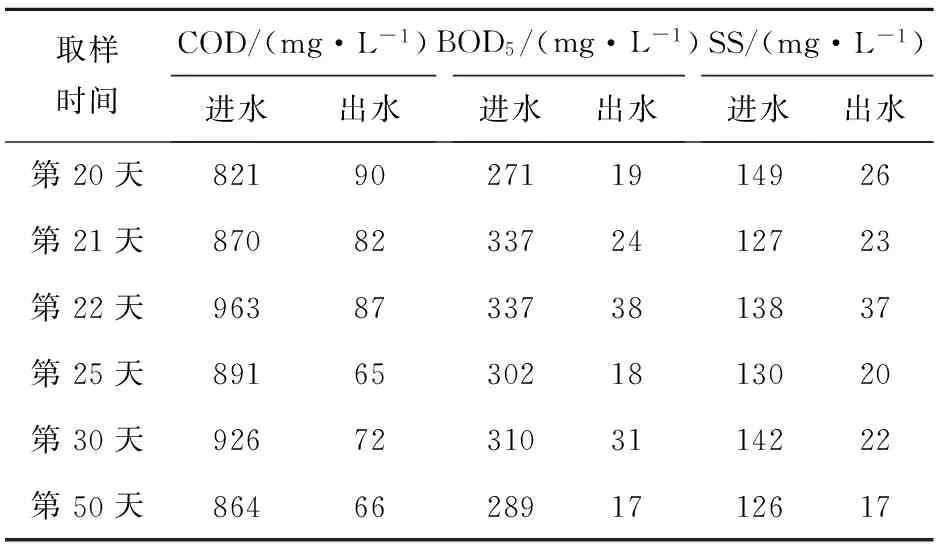
表4 UASB—曝气生物滤池工艺实际运行结果[21]
邱立伟等[23]采用厌氧—缺氧—好氧法,利用水解酸化、UASB反应器和SBR工艺处理高质量浓度柠檬酸甘油酯生产废水。该工程进水COD为18 000 mg/L。运行过程中处理效果良好,出水COD在300 mg/L以下,BOD5在50 mg/L以下,达到污水综合排放三级标准,各处理反应器运行效果见表5。
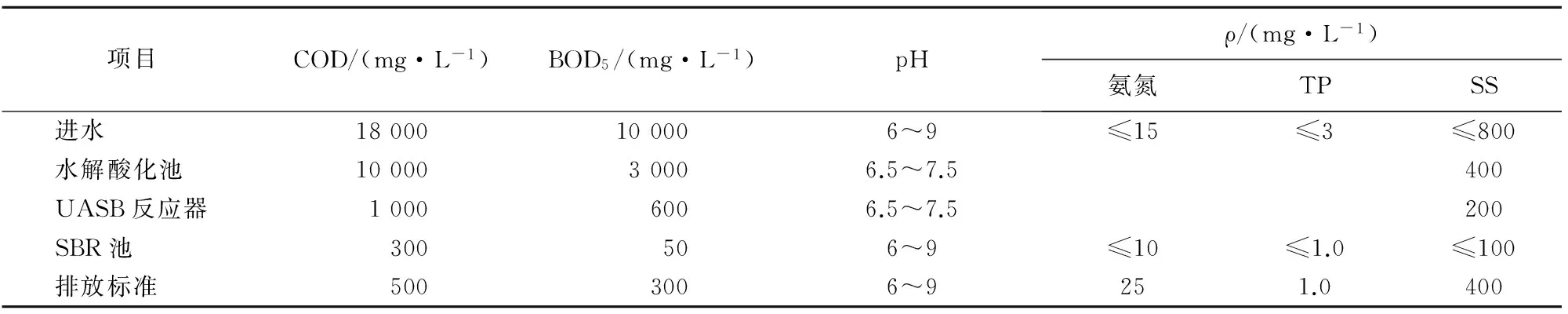
表5 系统各处理单元的处理效率[23]
3 结语
柠檬酸废水属于可生化性好的高质量浓度有机废水,采用以生物法处理为主的工艺效果很显著。随着国家废水排放标准的提高,治理污染力度的增大,柠檬酸废水的处理需要朝着更环保、经济、高效的方向发展,研发更有效的厌氧—好氧组合工艺将对高质量浓度柠檬酸废水的处理有着重大意义。
[1] 宋琴卫.柠檬酸生产物废水特点处理对策[J].科技论文与文案交流,2015(9):48.
[2] 冯孝善,俞秀娥,袁丙.管道厌氧消化器处理柠檬酸废水的效用[J].浙江农业大学学报,1985(1):1-6.
[3] 徐怡珊.柠檬酸生产废水处理技术[J].化工环保,2001,21(2):74-79.
[4] 周友超.国内柠檬酸废水处理方法研究进展[J].广东化工,2010(9):113-115.
[5] 唐受印,戴友芝,刘忠义,等.食品工业废水处理[M].北京:化学工业出版社,2001:26-32.
[6] 李志建,董智慧,李海东.厌氧技术处理果汁废水的研究[J].陕西科技大学学报,2008,26(2):61-63.
[7] 陈红,陆正禹.生产规模UASB反应器处理柠檬酸废水启动试验研究[J].给水排水,1996,2(24):22-25.
[8] 郭永福,郭维华,马三剑.木薯柠檬酸废水的厌氧处理工程[J].环境工程,2004(3):24-26.
[9] 王新华,管锡珺,徐世杰,等.水利循环UASB反应器处理柠檬酸废水[J].水处理技术,2006,32(11):61-65.
[10] 马三剑,刘锋,吴建华,等.柠檬酸废水生物处理过程中的pH值问题[J].中国给水排水,2002,18(10):39-41.
[11] 吴静,黄建东,陆正禹,等.内循环厌氧反应器的快速启动策略[J].清华大学学报:自然科学版,2010,50(3):400-402.
[12] 肖文胜,陈雪梅,蔡再华.柠檬酸生产废水处理新工艺与资源化[J].湖北理工学院学报,2013(3):17-20.
[13] Arcand Y,Gniod S R,Desrochers M,et al.Inpact of the reactor hydroynamics and organics on the size and activity of anaerobic granules[J].Chemical Eng Jour.,1994,56(1):23-35.
[14] 陈程程,张强,裴振洪,等.柠檬酸废水厌氧处理工艺优化研究[J].安徽农业科学,2012(24):12229-12231.
[15] 马三剑,吴建华,刘锋,等.多级内循环(MIC)厌氧反应器的开发应用[J].中国沼气,2002,20(4):24-27.
[16] 刘锋,冯俊强,吴建华,等.2500 m3多级内循环(MIC)厌氧反应器在柠檬酸废水处理工程中的应用[J].江苏环境科技,2006,19(6):27-29.
[17] 杨爽,张雁秋.对内循环厌氧(IC)反应器的探讨[J].工业安全与环保,2005(8):12-14.
[18] 杨淑英,孙洪涛,秦霄鹏.柠檬酸废水治理工艺及运行状况研究[J].给水排水,2001,27(7):54-56.
[19] 马三剑,王江权,刘锋,等.柠檬酸综合废水的处理工艺[J].中国给水排水,2002,1(89):69-70.
[20] 李敬存,曹志恒,杨丰坤.UASB—接触氧化—气浮处理柠檬酸废水[J].环境污染治理技术于设备,2006,7(5):135-137.
[21] 朱乐辉,徐星,王榕,等.UASB-BIOFOR滤池组合工艺处理柠檬酸废水的中试研究[J].江苏环境科技,2007,20(3):38-40.
[22] 魏国,杨敏.EIC厌氧—曝气生物滤池处理工艺在柠檬酸工业有机废水处理中的应用[J].中国水运,2008,8(9):248-249.
[23] 邱立伟,向光伟,邓贤文.水解酸化—厌氧—缺氧—好氧法处理高浓度化工废水[J].水处理技术,2011(12):131-133.
The Anaerobic Treatment of Citric Acid Waste Water
WANG Jian-hui,et al.
(SchoolofMunicipalandEnvironmentalEngineering,JilinJianzhuUniversity,Changchun130118,China)
Due to the large amount of citric acid production and processing in China,the waste water has caused a certain degree of pollution to the environment.At present,many physical,chemical and biological methods have been used in the industry to make degradation treatment to them,but the effects are not the same.In this article,several anaerobic biological treatment technology for citric acid waste water and their significant effects in the treatment processes are briefly described the principles and processes follow different methods are compared to analyze the current situation and prospect of anaerobic digestion in high concentration organic waste water treatment such as citric acid waste water.
citric acid waste water;anaerobic biological treatment;anaerobic aerobic process
10.3969/j.issn.1009-8984.2017.01.024
2016-11-01
王建辉(1980-),男(汉),长春,副教授,博士 主要研究污水处理及资源化利用技术。
X52
A
1009-8984(2017)01-0099-05
