从编程方面谈在数控车床实训教学中避免撞刀现象的方法
2017-05-03谭鹏程
【摘 要】本文分析在数控车床实训教学中,由于编程不当导致发生撞刀现象的原因,阐述从编程方面如何避免发生撞刀现象的具体方法。
【关键词】数控车床 编程 实训教学 撞刀现象
【中图分类号】G 【文献标识码】A
【文章编号】0450-9889(2017)01B-0093-02
数控车床实训教学是数控模具专业教学的重要组成部分,数控车床是依靠程序来加工零件的,若程序编写错误或输入错误,比如未输入刀具号,未设换刀点,漏输小数点,长度尺寸漏输“负号”,镗内孔、切槽,X 和 Z 轴联动退刀,等等,都会导致撞刀现象发生。撞刀现象是学生刚接触数控车床初期实训过程中普遍发生的,很多刚接触数控车床的学生对车床编程、操作等都不清楚、不熟悉,稍有不慎就容易使机床刀架与工件、卡盘或尾座发生碰撞。在此,笔者根据多年从事数控车床教学的经历,粗浅谈一下如何从编程入手有效预防和减少数控车床实训教学中发生撞刀现象。
一、设置程序初始化是预防和减少撞刀现象发生的前提
中职教育学校在数控车床实训教学中由于受场地限制以及车床设备成本普遍较高等原因,学校大多是采用多人一机、轮流操作的方式进行实训教学,这样既能节约教学成本,又有利于培养学生的团队协作精神。但多人一机假如不重视数控车床程序初始化就容易发生撞刀现象,因为每个老师对编程教学方式和习惯不同,也会使学生效仿的实训编程方式不同,因而学生在实训中对机床程序进行初始化的设置也不同。这种情况在每年各类数控车床技能大赛中表现得尤其突出,比赛选手假如忽视了程序初始化设置,比如上位选手平时喜欢半径编程,那么不用半径编程模式的后面选手如果不重新进行初始设置必然受到影响。又比如实训教学时,上一位操作机床的同学采用增量坐标进行编程,实训结束后,下一位同学接着使用这台车床进行实训,但他不是用同样的编程方式,而是用绝对坐标 G90 方式进行编程,如果他忽略了程序初始化,那么此时这台车床的初始状态就是增量坐标 G91 编程的默认方式。当使用这台车床进行加工时,机床就会发生错误动作,甚至撞刀。因此,在实训中,老师要教育学生养成良好的操作习惯,在编制程序第一段时要进行程序初始化,这样做可以有效避免在车床加工时发生撞刀现象。我们就拿华中系统数控车床来说,编程时在程序第一段写上 G94 G21 G40 G90 等,就对机床编程加工时的分钟进给、公制编程方式、刀尖半径补偿取消、绝对坐标编程等进行了限制,这样学生用机床进行编程加工时,就不受前一位学生加工时所设置的初始化的影响,可以随意按照自己的编程习惯进行操作,不用担心撞刀现象发生。
二、进刀和退刀路线的选择是预防和减少撞刀现象发生的关键
(一)如何合理选择进刀路线
在数控车床编程时要分析零件图样,这是工艺准备中的首要工作,分析零件图样后根据所要加工的毛坯尺寸和安装刀具时其所伸出的实际长度等进行编程,合理选择进刀路线。在编程时,为了提高加工效率,尽量缩短空行程,更不能在换刀点进行切削加工。一般来说,在空行程中,用 G00 指令快速从换刀点把刀具移动到靠近工件处,此时,刀具与加工工件的距离通常取离工件外圆及端面 2-5 mm 的安全距离,即循环起点或进刀点,然后才能进行切削加工。这一节距离很重要,太小易崩刀,太大空刀过多。实训教学中经常会碰到以下现象,学生在加工时,工件毛坯较长,加工完毕,准备切断的时候,不注意而发生撞刀现象。比如工件总长 56 mm,学生在外圆精加工时,一般也只会加工到长 60 mm 的位置,然后用 GOO 快速定位切断刀(刀宽 4 mm),当定位到 Z-60 时,学生记住了刀宽,却往往忘记了工件左边毛坯的实际直径尺寸,因少了这个尺寸,所以这时 GOO 定位的 X 坐标小于毛坯尺寸,使得刀很容易撞到工件左侧毛坯,如图 1 所示。
在深槽切削加工时,学生编程也往往采用两轴联动进刀,不考虑刀具运行轨迹,比如 G00 X Z 移刀至切槽定位点,很容易出现撞刀现象。正确做法是,应用单一坐标进刀方式,把 G00 X Z 分成两行,先执行 G00 Z,再执行 G00 X,再在 X 方向切削加工外圆槽,如图 2 所示,按虚线方向进刀。对于槽类零件加工来说,G00 进刀编程时应使刀具先走完 Z 轴方向尺寸,再走 X 方向尺寸,这样就能避免刀具撞向工件。在工件较长,需要一夹一顶的时候,进刀时如不小心也很容易导致刀具撞上顶尖,正确的进刀路线如图 3 所示,按虚线走刀,刀具先向 Z 方向移动,然后再向 X 方向移动,这样刀就撞不上顶尖。
编程加工时要根据图纸、工件的实际情况来确定进刀路线,编写程序写时要对应图纸来确定刀具行程,要做到心里有数。
(二)如何合理选择退刀路线
编程不够熟练的学生,初学时很容易忽略确定退刀路线,或者说不理解指令里面的退刀参数的含义,因此,加工时往往使刀具在退回的时候与工件、尾座等发生碰撞,这种碰撞现象也是数控车床实训教学中时常发生的现象。外圆退刀时,要按照先退 X 方向,再退 Z 方向;内孔退刀时,一般是先退 Z 方向再退 X 方向。实训教学中,在进行工件切断时常会碰到以下现象,学生先前装刀时,刀具比工件中心高低了,因此在切断指令指使切断时,刀具却无法切断工件,此时假如选择 G00 X100 Z100 两轴联动退刀又会发生撞刀现象。还有,如用 G01 指令切槽加工时,退刀时不能用 XZ 两轴联动退刀方式,应用单一坐标方向退刀,先在一个方向退刀完毕后,再在另一方向退刀。还有一种情况,槽加工完毕后,如采用 G00 X100 Z100 随意两轴同时运动,就会导致切槽刀具与工件相撞。为了避免切槽刀具在退刀时候撞刀,就要使刀具按图 4 中虚线所示的退刀路线进行退刀,把 G00 X Z 分成两段来执行,先退完 G00 X 再退 G00 Z。内孔加工时也经常出现撞刀现象,如图 5 所示,工件内孔编程加工时,要考虑底孔直径与刀杆进去后的间隙。尤其是小孔加工时,用循环指令如 G71 或 G75 加工时一定要注意程序里的参数“R”退刀距离,也要注意单位是微米还是毫米,数值不能过大,否则刀背会撞到工件孔壁。单一指令或手动加工内孔或内孔槽时,退刀先走 Z 方向,把刀具从孔里退出来,再走 X 方向使刀具移动至目标点。当需要顶尖辅助加工时,退刀路线为图 6 所示虚线,先走 X 方向,退出的距离要大于顶尖尾座尺寸,然后再走 Z 方向,这样就可以避免程序撞刀现象的发生。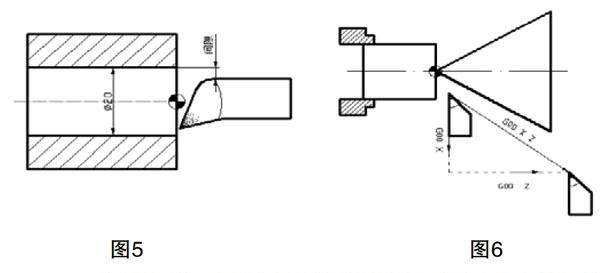
三、合理使用刀补指令是预防和减少撞刀现象发生的有效手段
刀补功能在数控车床加工中有非常重要的作用。使用刀具补偿功能后,如刀具磨损也不必改变加工程序的尺寸,它能将编程的计算量简化,大幅提升加工效率。但假如在编程中刀补指令使用不当,就会出现多切、少切或撞刀现象。初学数控车床加工的学生在使用刀具补偿功能时,由于对刀具补偿功能不理解,使用刀具补偿功能的方法和步骤不正确,容易出现刀具位置补偿错误。表现为当某号刀执行刀补后,导致实际与理论不符,从而出现撞刀事故发生。如学生在试切对刀时,用 1 号刀去车工件外圆和端面,却把 X 测量的数据和 ZO 输入进 2 号刀存储器里面去,在程序加工时刀具却又写上 T0101,这样肯定会导致与理论不符的错误。要想在数控车床加工上编出完整合格的程序,车出尺寸标准的零件,就必须要很好地掌握和利用刀具补偿功能。
总之,程序的编写、输入与校验在数控车床实训教学中是一个重要的环节。在编程中要养成细心、认真、负责、校验的习惯,一个好的编程习惯可以极大地避免一些不必要的碰撞现象。文中所讲的这些问题也仅仅是其中的一部分,我们还要在编程加工中积极探索,注意做好每个环节,注意把握细节,最大限度地降低因编程错误而造成的撞刀现象,避免撞刀事故发生。
【参考文献】
[1]王洪燕.数控车床床实训事故预防和解决方法的探讨[J].科技创新导报,2012(2)
[2]张浩峰.数控车床床实训过程中易出现撞刀原因分析[J].淮北职业职业技术学院学报,2016(5)
【基金项目】2015年度广西中职教改项目“提升机电专业群服务区域经济适应河池产业发展的能力与研究”(GXZZJG2015A035)
【作者簡介】谭鹏程(1979— ),男,广西河池人,苗族,大学学历,广西河池市职业教育中心学校讲师,研究方向:机械加工(数控)。
(责编 卢建龙)
