家具生产中电脑裁板锯作业的工时分析∗
2017-04-27刘子欢黄琼涛
赵 斌 陶 涛 刘子欢 黄琼涛
板式家具具有简明流畅的造型、便于组织大批量自动化生产,且具有节约材料、性能和质量稳定、易组装、易搬运等优点。目前,进一步提高生产率成为了企业追求的目标,家具企业普遍急需与之相匹配的管理技术来推动企业的快速发展。经调查发现,大部分家具企业在时间管理方面相当落后,普遍依靠主观经验来判断,缺乏科学性和准确性,导致企业生产效率低,而工时研究是一种非常有效的提高效率,降低成本,平衡生产的方法。对板式家具生产中各道工序进行工时研究,有利于企业获得基础性的标准工时资料,为企业的计划、组织、生产、定员等提供科学的依据,从而达到提高生产效率的目的。
笔者研究的对象为电脑裁板锯,该设备是板式家具裁板工序中使用最频繁的设备之一,它属于半自动化设备,且能锯切不同规格的板材,虽然裁板图可以千变万化,但裁板锯作业的基本操作单元可视为通用操作,利用大量由直接作业测定所得的通用操作单元时间消耗数据,经分析整理,可编制成各操作单元的正常时间值及其随主要影响因素变化的数据库。
1 设备和方法
1.1 设备
电脑裁板锯特点是裁板速度快、加工精度高,裁板规格范围广,灵活多变,能同时锯切多张板材,适用于大批量板件加工。该设备属于半自动化加工设备,上下料需要人工操作,进料、夹紧、锯切、退料则是由电脑自动控制,锯片的直径为480 mm,考虑到锯片的寿命,其最大的切削厚度为84 mm,锯片的行程为3 800 mm。
1.2 方法
选取典型的零部件和熟练的操作工人进行试验,现场对电脑裁板锯连续作业一周进行秒表连续测时,并对数据进行采集记录。同一零部件各计时单元的测定次数在10次以上,并对原始数据用三倍标准差法剔除异常值,保证精确度。实验过程中不能打扰工人的操作,以免影响测时,遇到特殊情况停止操作时,计时的数据不统计在内,试验所采用的工具为体育电子秒表,精确度为0.01 s,记录表格根据需要自行设计。
2 电脑裁板锯作业的操作单元划分与工时影响因素分析
2.1 操作单元划分
电脑裁板锯属于一机多人制作业,一台机器有多个工位。主操作工负责输入程序,主操作工和辅操作工一起上下料和转板。裁板锯作业以一个加工周期为标准,进行各基本单元的测定,一个加工周期为板材从抬板上料到完成锯切后,抬板下料摆放好的这一过程,这个周期的时间是电脑裁板锯作业难以压缩的,而其他辅助时间如,找材料、输尺寸、换锯片等可以通过企业的管理优化来进行缩减。
图1所示为电脑裁板锯作业布置图,图2为电脑裁板锯的作业流程图。

图1 电脑裁板锯作业布置图Fig.1 Layout of computer panel saw operation

图2 电脑裁板锯作业流程图Fig.2 Computer panel saw operation flow chart
从图2可以看出,电脑裁板锯作业是一个连续生产的过程,这给测时带来了困难,因为难以确定测时的起止点。因此,为了准确地对电脑裁板锯作业进行时间测定,笔者将电脑裁板锯作业一个加工周期内的动作要素划分为如下若干个作业单元,这样的作业单元可能是由几个动作要素合并而成,也可能只包含一个动作要素,裁板锯作业的加工时间就等于各个操作单元时间之和。
上料单元。上料需要两人共同配合完成,上料的数量根据板材的厚度调整,上料单元是操作人员从开始抬板到把板材放置到工作台面上,并将其定位固定为止。
进料单元。启动控制开关,人工推动板材,使板材在进料装置的带动下运输到切割区,此单元以进料臂停止运动为止。
横切单元。板材到达切割区后,机器自动将其夹紧,并按照设定的程序执行锯切,锯切后夹紧装置自动张开,操作工将不需要继续加工的板料放到指定的托架上,待加工的板料则放到工作台面的一边,等待横切走刀全部加工完成为止。
转板单元。将待加工的余料转向90°,此单元后要重复第二个单元。
纵切单元。纵切单元和横切单元的区别是锯切板材的方向不同,但实质还是一样的,所以纵切与横切单元放在一起研究。
下料单元。这里的下料是指最后一次下料,因为此前的下料和机器作业可以同时进行,不考虑在内,只有最后一次是有时间消耗的。
2.2 工时影响因素分析
影响电脑裁板锯作业的工时因素有很多,其中主要受以下因素的影响:
板材特征。板材特征指板材的重量、形状、材质等属性,其中重量主要影响板材的上下料,转板时间;形状主要影响板材的取放方便程度,进而影响其他时间;材质主要影响板材锯切的时间,因为不同的材质,锯片的切削速度不同,一般中密度纤维板的锯切速度为130 m/min,刨花板的锯切速度为60~70 m/min。
裁板特征。裁板特征即裁板图的锯切方式,即锯切长度,锯切方向、走刀数构成的综合特征,主要影响锯切时间。
除了以上影响因素外,还有工人之间的配合程度、板材的质量、车间的环境条件等等,由于篇幅的原因,下面只测定上料、锯切和退料时间,并对其中的一些重要影响因素进行回归分析。
3 裁板锯作业各操作单元时间值分析
3.1 上料时间消耗规律
电脑裁板锯由工人在机器前方工作区上料,板材置于一个X型的升降台上,板材的位置基本固定不变,且所有板材的幅面尺寸都是1 220 mm×2 440 mm,因此板材的重量是影响上料时间的主要因素,如表1所示为板材重量与上料时间的关系数据表。
由图3可知,上料时间与板材重量呈线性关系,经计算推导出的回归方程为:y=0.190 3x-8.335 6,相关系数R2=0.975 2。随着板材重量的增加,上料时间也随之增加,由于上料时间受两人配合程度的影响关系,板材重量与上料时间之间为非正比例关系。

表1 板材重量与上料时间的关系数据表Tab.1 Relationship data of panel weight and loading time
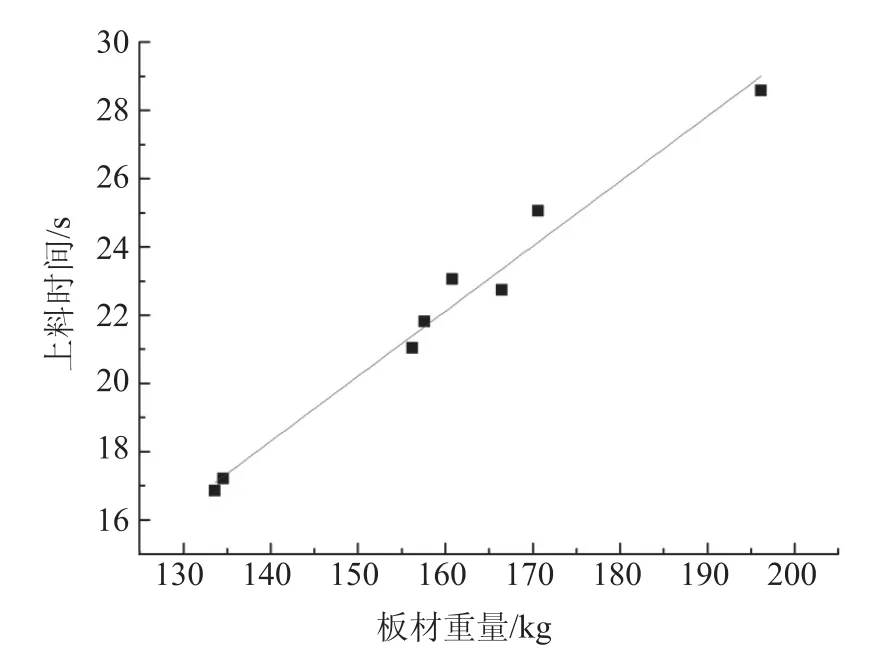
图3 板材重量与上料时间关系图Fig.3 Panel weight and loading time relationship chart
3.2 锯切时间消耗规律
锯切时间是指锯片从锯片槽升起到锯片切割后降落停止的整个时间,主要受板材的材质和锯切长度影响,由于实验所在企业,中密度纤维板用量远远大于其他材料,因此笔者只测定锯切中密度纤维板的时间,机器的锯切速度设定为40 m/s,如表2所示为锯切长度与锯切时间关系数据表。
从图4可知,锯切时间与锯切长度呈线性关系即y=2.148 2x+2.376 6,相关系数R2=0.955 1。经研究发现,锯片在切割过程中,有三个阶段:启动、锯切和停止。启动和停止时锯片是匀速运动,锯切时锯片是非匀速运动,因为机器设定的速度指的是在空载条件下运行的速度,而实际上机器在负载情况下,锯片的速度比空载时慢,因此锯切长度与锯切时间之间是非正比例关系,但关系式后面的常数表明机器在启动和停止过程中所用的时间是一常数。
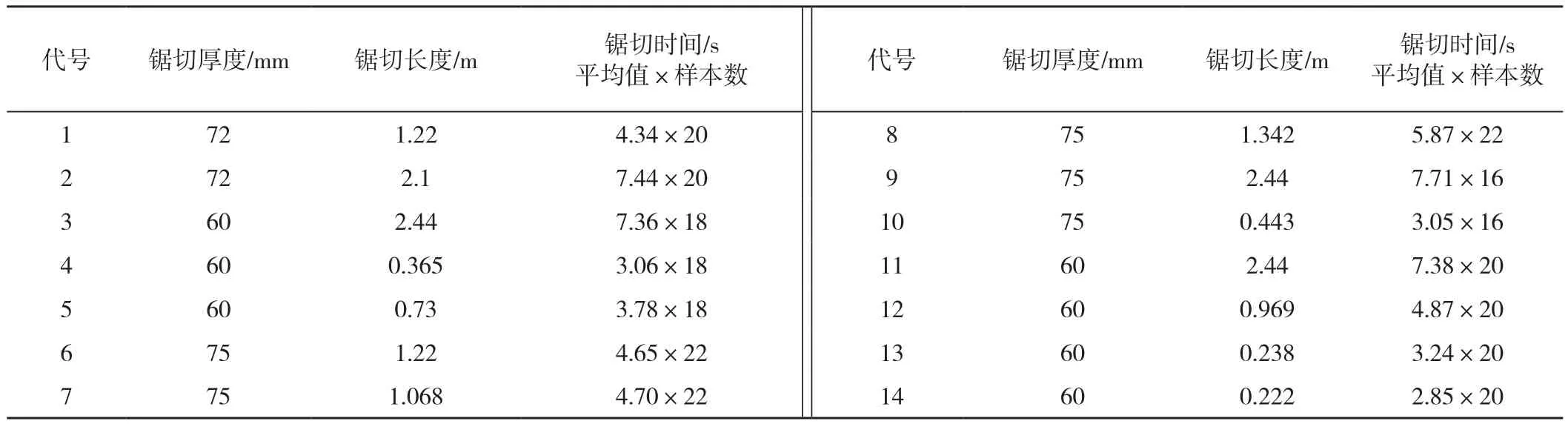
表2 锯切长度与锯切时间关系数据表Tab.2 Relationship data of cutting length and cutting time
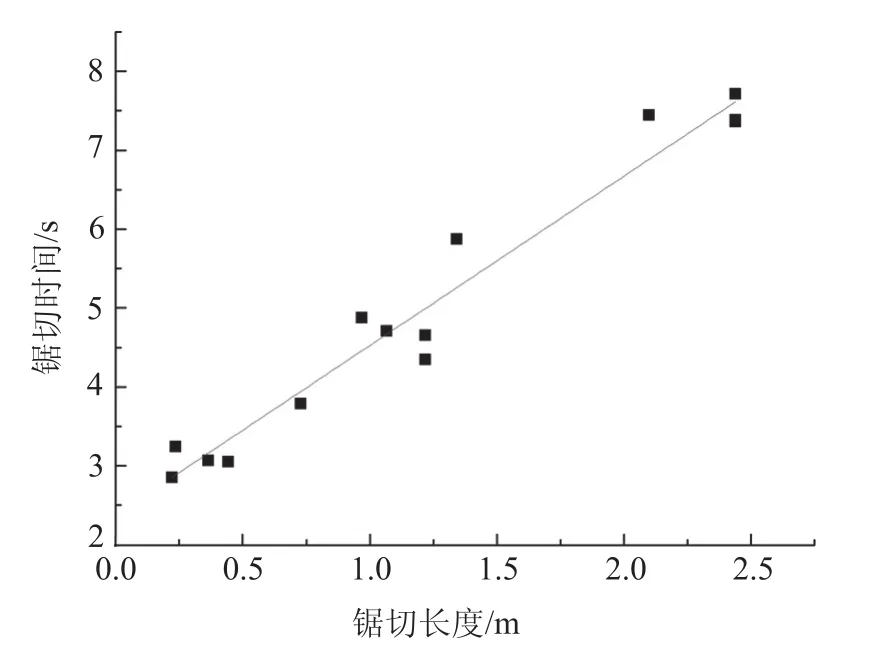
图4 锯切长度与锯切时间关系图Fig.4 Cutting length and cutting time relationship chart
3.3 退料时间消耗规律
电脑裁板锯退料是由电脑自动控制退料的,退料精度能保证误差在0.5 mm。退料动作是通过移动装置夹住板材往前推动来实现的,因此退料距离与退料时间之间是存在密切联系的,如表3所示为退料距离与退料时间关系数据表。
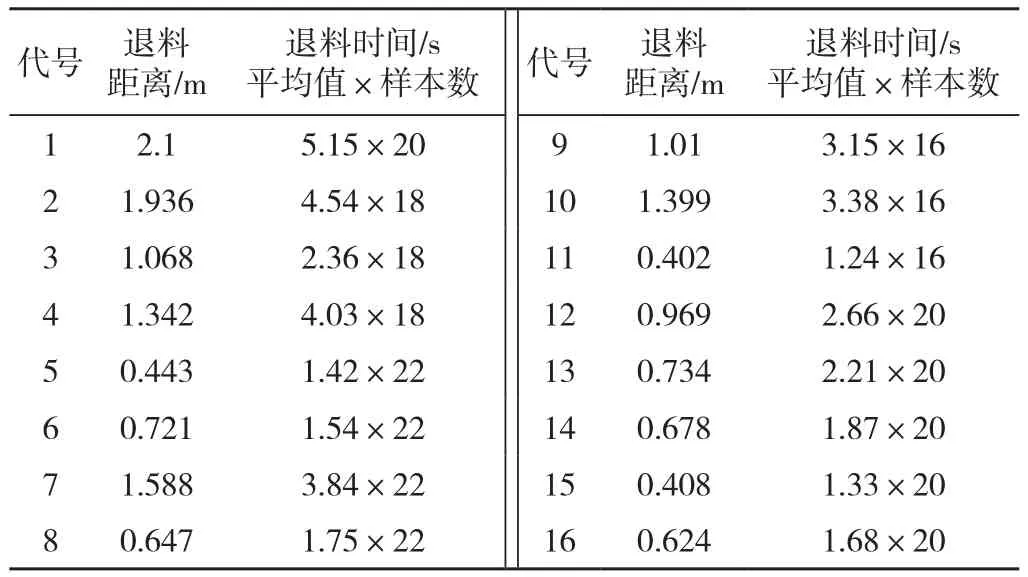
表3 退料距离与退料时间关系数据表Tab.3 Relationship data of returning distance and returning time

图5 退料距离与退料时间关系图Fig.5 Returning distance and returning time relationship chart
由图5可知,退料距离与退料时间之间是呈线性关系,其回归方程为y=2.267 8x+0.356 8,相关系数R2=0.945 3。退料时间也是随着退料距离的增大而增加,同样由于运输臂在退料过程中负载的速度比空载的速度慢,且在运输过程中有启动和停止的动作,因此退料距离与退料时间之间不是正比例关系,后面的常数同样表示在启动和停止过程中所用的时间相同。
4 结论
应用秒表测时法,针对板式家具企业的电脑裁板锯作业工时消耗问题进行了测定和分析,结果表明板材重量与上料时间、锯切长度与锯切时间、退料距离与退料时间之间都呈非正比例线性关系,即随着自变量的增大,加工时间都是增加。通过建立这些回归方程式,对企业标准工时资料库的建立起到了非常重要的作用,为以后的计划管理、工价管理和成本管理等都提供了基础数据,使企业在不需要额外投入资金的情况下,帮助企业提高生产效率,降低生产成本。
[1]张行.板式家具的单元制造方式研究[D].长沙:中南林业科技大学,2013.
[2]刘晓红,俞有明.板式家具裁板工序的工时测定[J].适用技术,2003(6):16-20.
[3]韩维生.板式家具生产中数控裁板中心的作业测定[J].林业机械与木工设备,2009(7):20-22.
[4]王金玉.美式家具零部件钻孔工艺与工时研究[D].南京:南京林业大学,2008.
[5]白东哲.生产系统现场工作研究[M].北京:机械工业出版社,2004,12-28.
[6]刘源,谷岩,李莹.橱柜企业柜身车间流程局部改善研究[J].家具与室内装饰,2015(7):11-13.
[7]陶涛.家具制造工艺[M].北京:化学工业出版社,2011.
