挤出循环对玻纤增强PA66复合材料流变性能和力学性能的影响
2017-04-27张来胜王婷兰唐颂超孟庆国张祥福华东理工大学材料科学与工程学院上海0037上海普利特复合材料股份有限公司上海0707
张来胜, 王婷兰, 唐颂超, 孟庆国, 张祥福(.华东理工大学材料科学与工程学院,上海 0037;.上海普利特复合材料股份有限公司,上海 0707)
挤出循环对玻纤增强PA66复合材料流变性能和力学性能的影响
张来胜1, 王婷兰1, 唐颂超1, 孟庆国2, 张祥福2
(1.华东理工大学材料科学与工程学院,上海 200237;2.上海普利特复合材料股份有限公司,上海 201707)
通过双螺杆挤出机对w=35%玻纤增强尼龙66(PA66/GF35)复合材料进行循环加工,研究了挤出循环次数对PA66/GF35的流变性能、热性能、玻纤长度和力学性能的影响。结果表明:随挤出循环次数的增加,PA66/GF35复合材料的熔体体积流动速率逐渐增加,表观黏度显著下降;多次挤出加工使PA66基体发生热氧降解,特性黏度逐渐减小,熔点、结晶温度、结晶度略有降低;玻纤断裂,玻纤保留长度变短。PA66/GF35复合材料的力学性能随挤出循环次数的增加逐渐下降,经4次挤出循环后其拉伸强度、弯曲模量和冲击强度分别下降了38.41 %、21.73 %和67.33 %。
玻纤增强尼龙66; 挤出循环次数; 流变性能; 特性黏度; 力学性能
玻纤增强热塑性复合材料因其机械强度高、质轻、耐腐蚀和良好的可塑性等优点被广泛应用于汽车工业。玻纤增强尼龙66复合材料优异的力学性能和热稳定性使其在汽车上的应用正逐渐增加,常见塑件包括气缸头盖、发动机座、制动轮缸等,尤其是伴随着汽车淘汰会产生大量的塑料废弃物。为减轻环境压力,对于玻纤增强热塑性复合材料的回收利用正日益受到关注。目前关于废旧塑料的回收主要集中在聚乙烯(PE)[1]、聚碳酸酯(PC)[2]、尼龙6 (PA6)[3]等纯树脂以及尼龙6/ABS树脂合金(PA6/ABS)[4]、聚碳酸酯/ABS树脂合金(PC/ABS)[5]等二元树脂共混物领域,而对于以玻纤为填料的尼龙66复合材料的循环回收利用的研究还鲜有报道。玻纤增强热塑性复合材料的回收再利用价值不仅取决于其基体的强度,还和玻纤的保留长度密切相关,本文采用双螺杆挤出机对w=35%玻纤增强尼龙66 (PA66/GF35)进行挤出循环加工,研究了多次挤出循环对PA66/GF35的流变性能、热性能、玻纤长度和力学性能的影响,为玻纤增强尼龙66复合材料的回收利用提供依据。
1 实验部分
1.1 实验原料
PA66/GF35:w=35%玻纤增强尼龙66复合材料,牌号Ultramid®A3HG7,密度1.41 g/cm3,美国巴斯夫公司。
1.2 试样的制备
实验前将PA66/GF35粒料在100 ℃下干燥8 h,通过双螺杆挤出机(TSE-35,南京瑞亚高聚物装备有限公司)熔融挤出后水冷造粒;将上述挤出操作重复N次,获得挤出循环PA66/GF35粒料。采用注塑机(BOY 22A,德国BOY公司)将PA66/GF35粒料制成标准力学性能测试样条。挤出机的加热段、熔融一区、熔融二区、熔融三区、熔融四区、口模各段温度分别为250、260、260、265、270、270 ℃。挤出机螺杆转速110 r/min,喂料量30 r/min。注塑机的加热一段、二段、三段、喷嘴各段温度分别为265、275、280、275 ℃,模温为80 ℃。挤出循环次数为N的试样编号为RN(N=1,2,3,4),原始料用V表示。
1.3 测试与表征
特性黏度的测试:精确称量0.25 g左右的聚合物加入25 mL容量瓶中,加入甲酸溶解,配制成0.01 g/mL的溶液。取上清液在25 ℃的恒温水槽中用毛细管直径为0.8 mm的乌式黏度计分别测定溶液和溶剂的流出时间t,按式(1)采用一点法计算溶液的特性黏度[η]:
(1)
式中:[η]为特性黏度,dL/g;c为溶液质量浓度,g/mL;ηr为相对黏度;ηsp为增比黏度,ηsp=ηr-1。
熔体体积流动速率(MVR,cm3/10 min):采用熔体流动速率仪(MI-4型,德国Gottfert公司),测试标准GB/T3682-2000,测试温度280 ℃,负荷2.16 kg。
毛细管流变性能:采用毛细管流变仪(Rheograph 20,德国Gottfert公司),毛细管口模长径比30∶1,测试温度分别为270 ℃和280 ℃,剪切速率范围10~103s-1。
差示扫描量热(DSC)分析:采用差示扫描量热仪(DIAMOND DSC,铂金埃尔默仪器(上海)有限公司),将10 mg左右的样品从25 ℃加热到300 ℃,保温5 min后降温到25 ℃,再加热到300 ℃。升降温速率10 ℃/min,氮气吹扫。
玻纤长度分析:将PA66/GF35粒料放进马弗炉中于700 ℃下灼烧5.0 h后取出,放置在载玻片上,滴加适量去离子水,使得玻纤均匀分散在载玻片上,在图像颗粒分析仪(BT-1600,丹东市百特仪器有限公司)下观察玻纤长度,并使用图像分析软件Matlab对图像进行分析处理。
力学性能测试:采用电子万能材料实验机(AG-2000A,深圳新三思材料检测有限公司)测试PA66/GF35的拉伸和弯曲性能,拉伸性能按照GB/T1040—1992进行,拉伸速度为10 mm/min;弯曲性能按照GB/T9341—2000进行,下压速度为2 mm/min;用悬臂梁冲击仪(CEAST 9050 ,意大利CEAST公司)按照GB/T1843—1996测试PA66/GF35的冲击性能。
2 结果与讨论
2.1 挤出循环对PA66/GF35复合材料特性黏度的影响
采用乌式黏度计测得不同挤出循环次数下PA66基体的特性黏度[η]如图1所示。特性黏度[η]可以衡量聚合物相对分子质量的大小,特性黏度增大表明聚合物相对分子质量增大。从图1可以看出,随挤出循环次数增加,PA66基体特性黏度[η]逐渐减小,表明其相对分子质量随挤出循环次数增加逐渐减小。这可能是由于在多次挤出循环过程中,PA66分子链发生降解而断裂变短,导致其相对分子质量减小。
2.2 挤出循环对PA66/GF35复合材料中玻纤长度的影响
经历不同挤出循环次数后PA66/GF35复合材料中的玻纤照片如图2所示。从图中可以看出随挤出循环次数的增加,玻纤保留长度逐渐变短。在挤出过程中存在螺杆的机械剪切力,导致玻纤在多次挤出过程中发生断裂造成玻纤保留长度变短,且随挤出循环次数增加PA66/GF35复合材料的玻纤断裂更加明显。
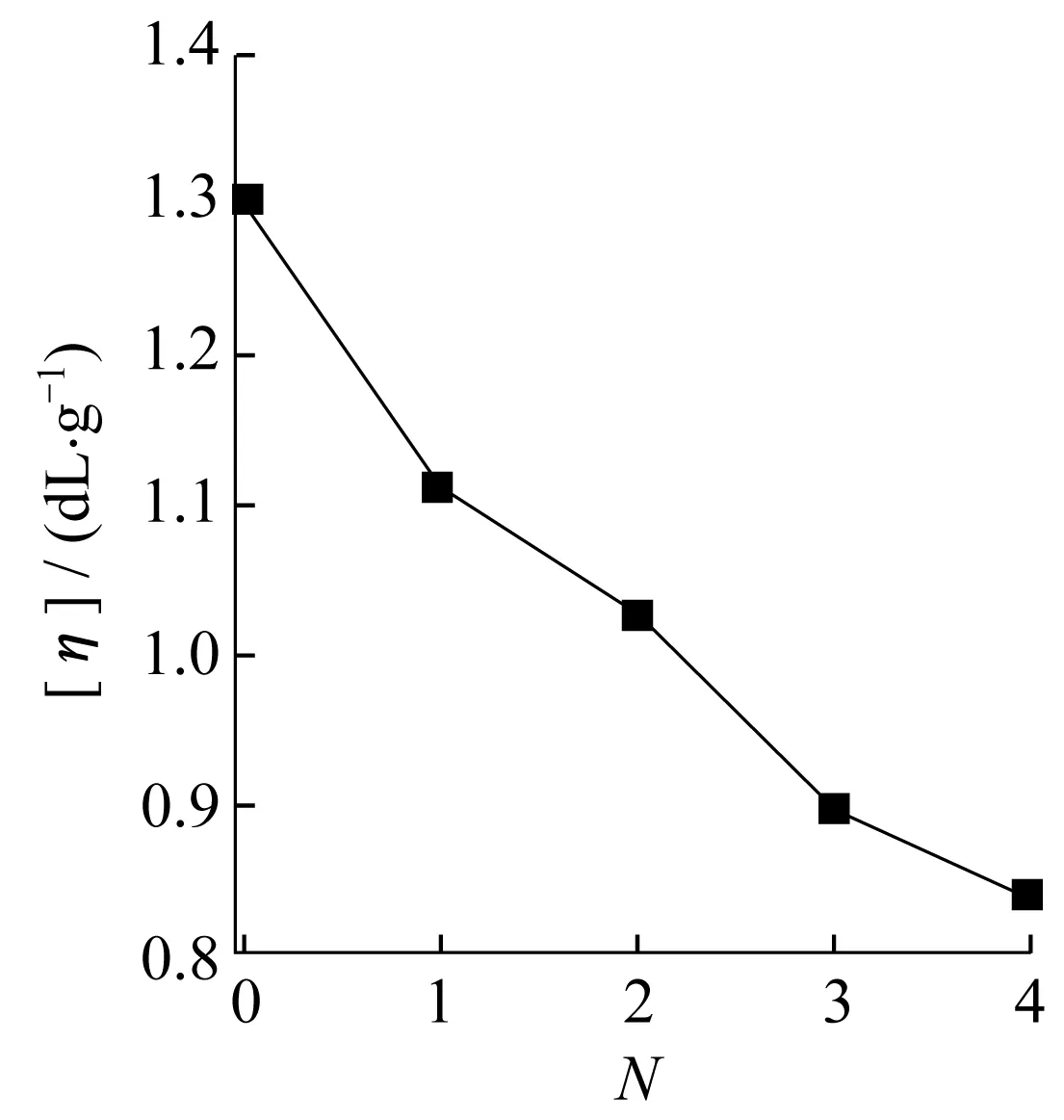
图1 不同挤出循环次数下PA66/GF35复合材料的特性黏度[η]
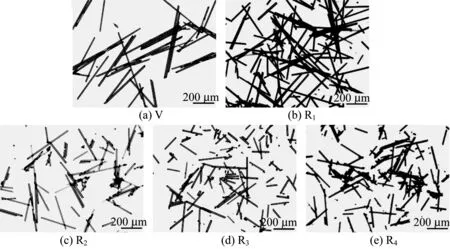
图2 不同挤出循环次数下PA66/GF35复合材料中的玻纤
采用图像颗粒分析仪在同一样品的不同位置拍摄20张图片,采用图像分析软件Matlab对约1 000根玻纤的保留长度进行统计,如图3所示。可以看出,当挤出循环次数N=1时,PA66/GF35复合材料中玻纤保留长度与原始料相比下降幅度不大;而当N≥2时,玻纤保留长度显著下降,随挤出循环次数的增加,玻纤在高长度区所占的百分比逐渐减少;当N≥3时,玻纤保留长度总体小于1 000 μm。
2.3 挤出循环对PA66/GF35复合材料熔体体积流动速率的影响
多次挤出循环后PA66/GF35复合材料的熔体体积流动速率(MVR)如图4所示,从中可以看出PA66/GF35复合材料的MVR随着挤出循环次数增加逐渐增大。PA66/GF35粒料的MVR在第1次挤出成型后并未出现急剧增加,而经过第4次挤出成型后,MVR的增幅达到417%,且发现挤出物颜色发黄,表面粗糙度明显增加。
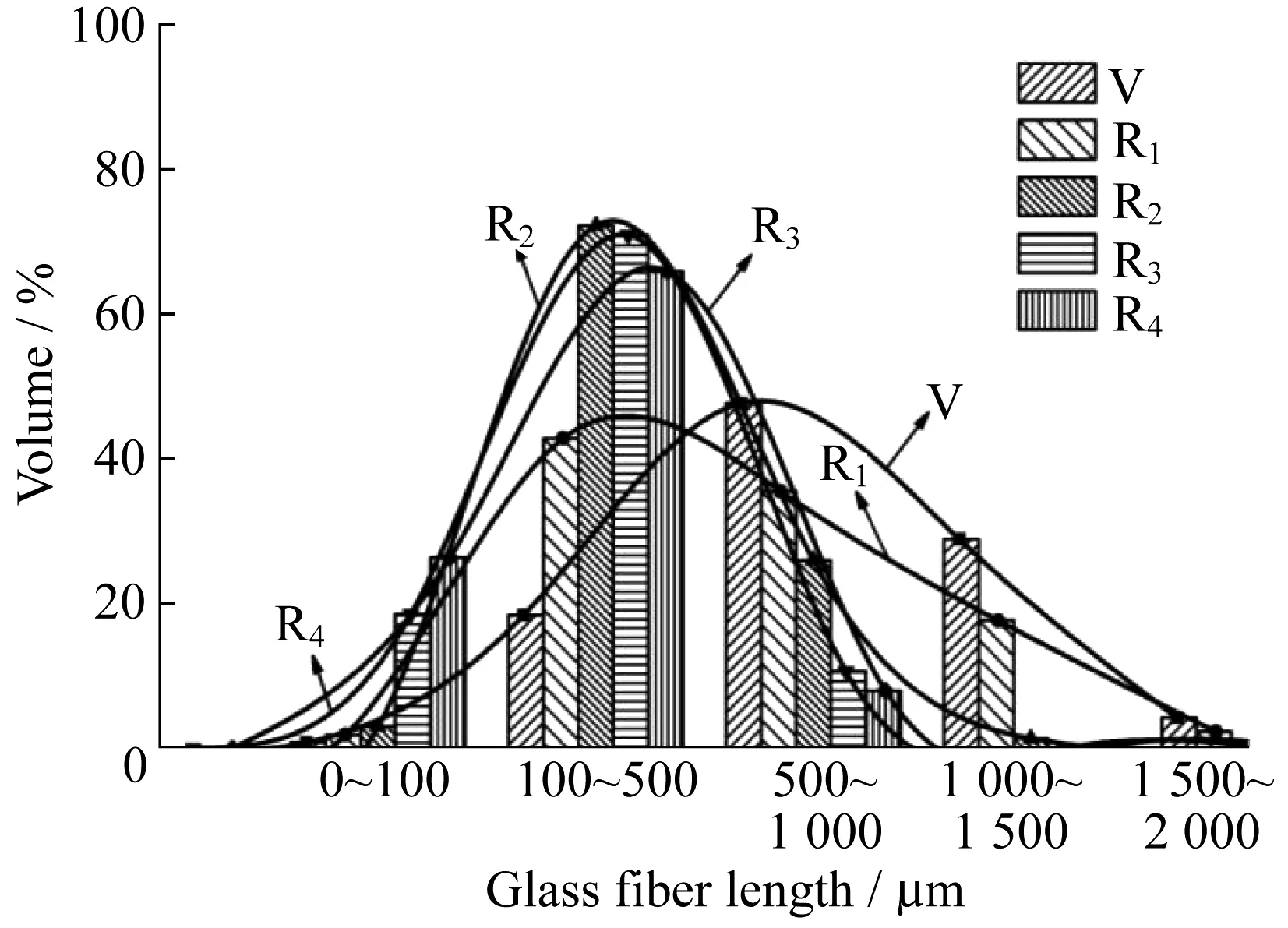
图3 不同挤出循环次数下PA66/GF35复合材料中玻纤长度的分布
Fig.3 Fiber size distribution of PA66/GF35 composite under different numbers of processing
2.4 挤出循环对PA66/GF35复合材料流变性能的影响

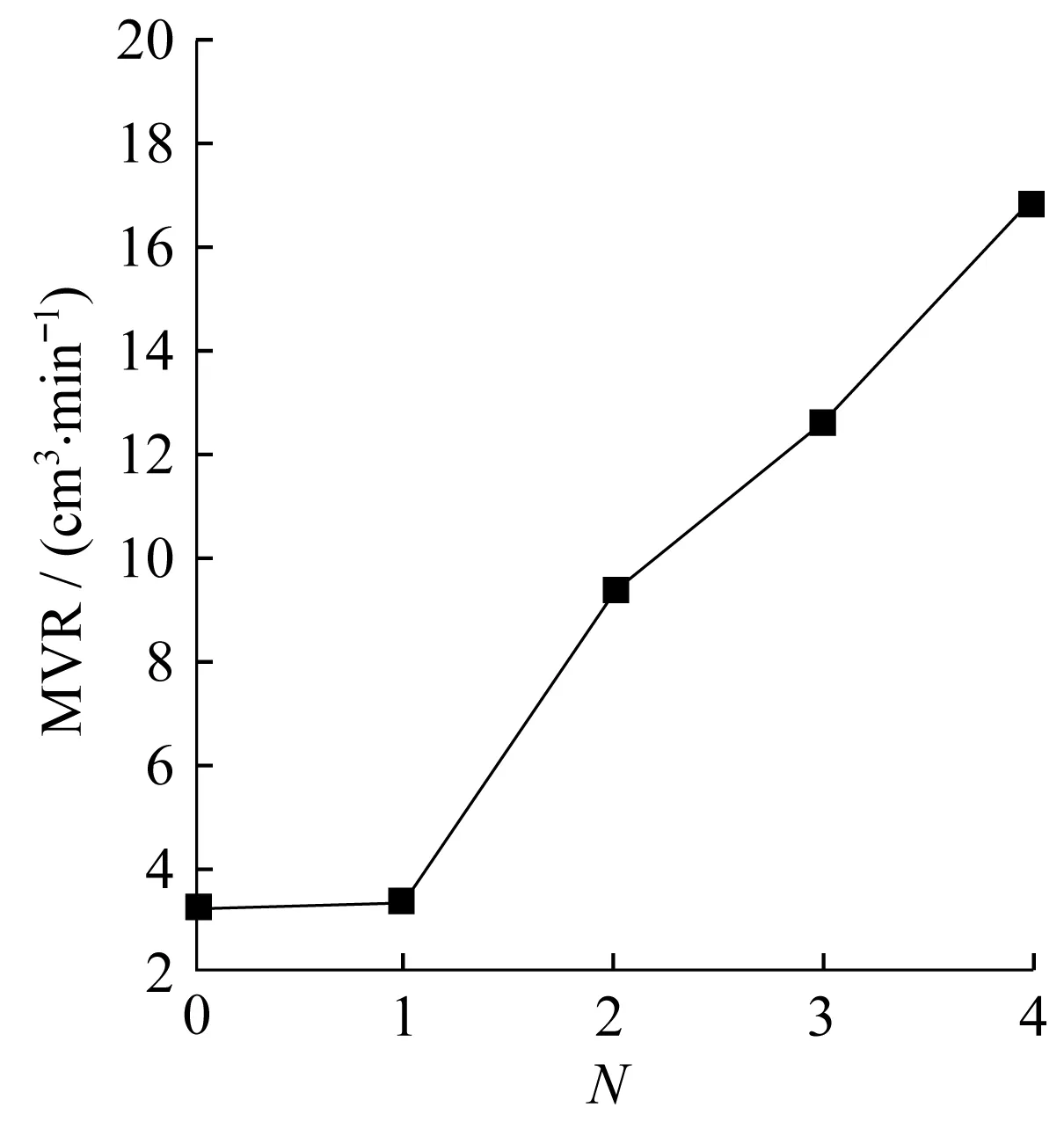
图4 不同挤出循环次数下PA66/GF35复合材料的熔融指数
(2)
式中:K为稠度系数,Pa·sn,n为非牛顿指数;ηa为表观黏度,Pa·s。

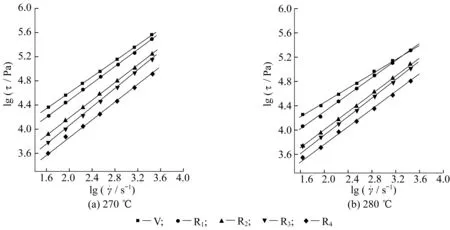
图5 PA66/GF35复合材料的剪切应力和剪切速率的双对数坐标图
SamplesnK/(Pa·sn)270℃280℃270℃280℃V0.660.5918621778R10.700.701202776R20.730.74513316R30.770.73309246R40.740.70282245
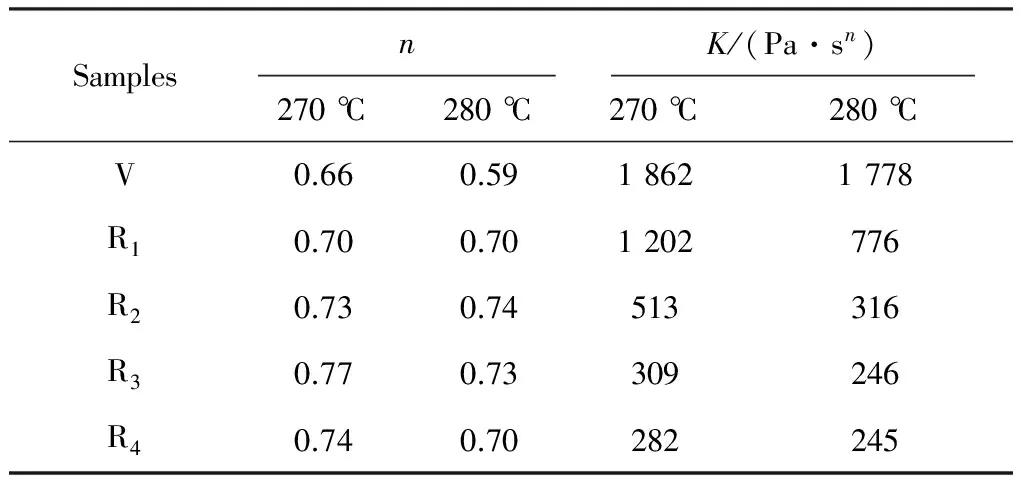
图6所示为PA66/GF35挤出循环料在270 ℃和280 ℃下表观黏度和剪切速率的双对数坐标图。从图中可以看出,PA66/GF35挤出循环料的表观黏度随剪切速率的增加而逐渐减小,呈明显的剪切变稀现象。在相同的剪切速率下,PA66/GF35挤出循环料的表观黏度随着挤出循环次数的增加而下降,当挤出循环次数N=1时,PA66/GF35的表观黏度与原始料相比下降幅度不大,而当挤出循环次数N≥2时,PA66/GF35的表观黏度显著下降。
由流变性能测试看出,经挤出循环后,PA66/GF35复合材料的熔体体积流动速率MVR显著增加,表观黏度显著下降。这是由于在挤出循环过程中存在热氧老化和机械剪切力的作用,导致PA66分子链在多次挤出过程中的断裂变短,PA66相对分子质量减小,分子链间缠节点减少,分子间氢键被破坏作用力减弱,PA66熔体强度下降;另一方面,由于挤出循环过程中,机械剪切力导致玻纤断裂,玻纤保留长度减小,对熔体流动阻碍作用减弱,这共同引起了PA66/GF复合材料熔体流动性的变化。
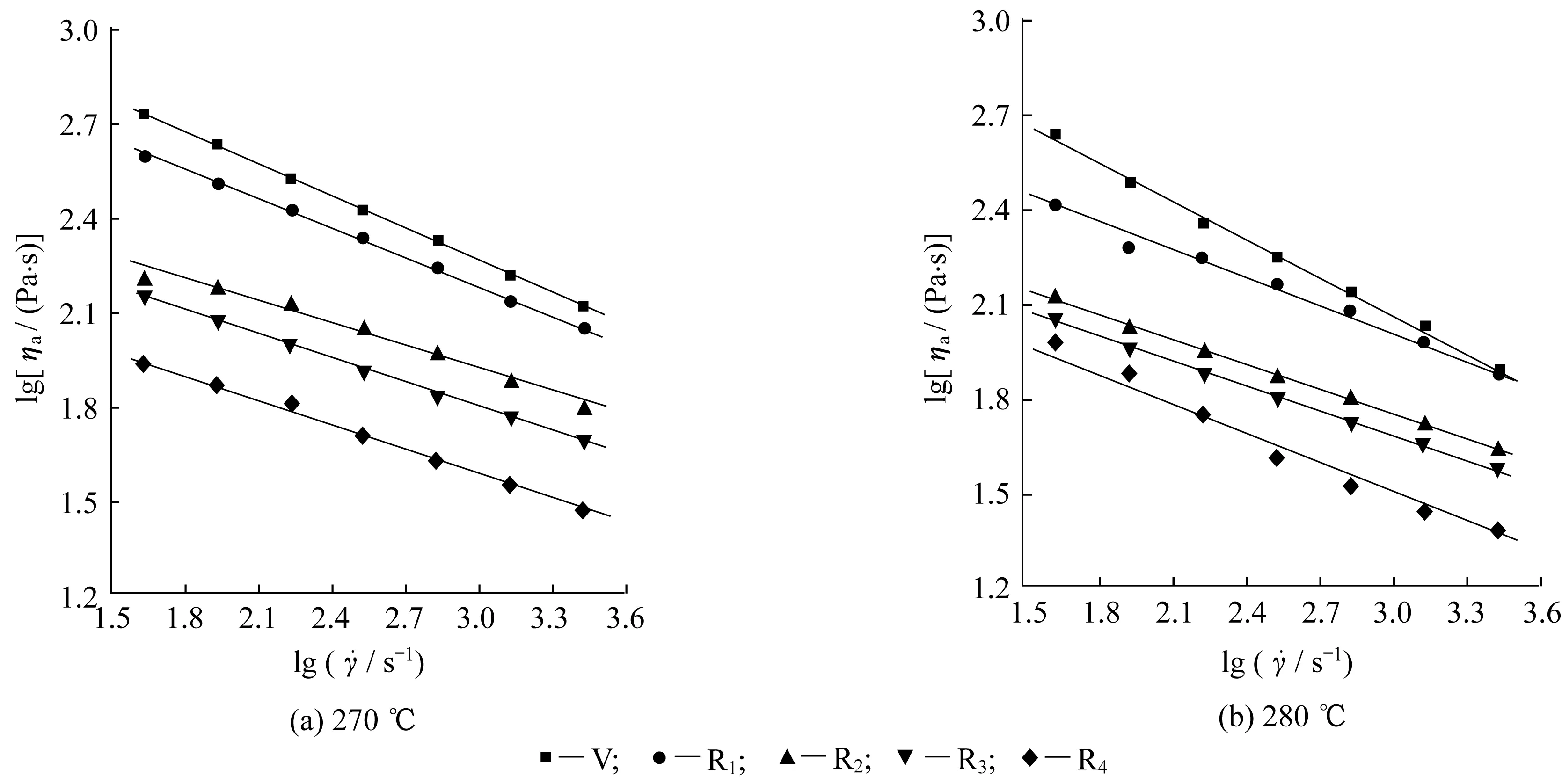
图6 PA66/GF35复合材料的表观黏度和剪切速率的双对数坐标图
2.5 挤出循环对PA66/GF35复合材料熔融和结晶行为的影响
不同挤出循环次数下PA66/GF35复合材料的DSC曲线如图7所示。从图7(a)的二次升温曲线可看出PA66/GF35复合材料存在熔融双峰现象,分别归属于PA66中γ型晶体熔融形成的肩峰和α型晶体熔融形成的主峰[7]。随挤出循环次数的增加,PA66的γ肩峰逐渐减弱且向低温方向移动;α主峰亦向低温方向移动。从表2中看出,经过4次挤出循环后,PA66的两个熔点Tm1和Tm2分别降低了5.7 ℃和4.75 ℃。我们知道聚合物晶体的熔点与晶片厚度相关[8],熔融双峰向低温方向移动说明α型主峰和γ型肩峰晶体中的晶片变薄,这可能是由于挤出循环中机械剪切力的存在和热氧老化降解的作用,使PA66基体中分子链排列规整性受到破坏造成的。
图7 不同挤出循环次数下PA66/GF35复合材料DSC曲线
不同挤出循环次数下PA66/GF35复合材料的熔融和结晶参数见表2。从表2可以看出,随挤出循环次数的增加,起始结晶温度(Tonset)、结晶峰值温度(Tc)和结晶度(Xc)逐渐降低,第4次加工后,复合材料的Tonset、Tc和Xc与纯PA66相比分别降低了3.94 ℃、3.29 ℃和1.95%。这是由于在挤出循环过程中PA66分子链发生热氧老化降解而断裂产生的自由基,在结晶过程中发生偶合交联反应,限制了PA66分子链的运动,抑制了其结晶能力[9],故放热峰向低温区移动,结晶度下降。过冷度(ΔTc)[10]随循环次数的增加逐渐减小,说明PA66的结晶诱导期缩短,这是由于PA66分子链在热氧和机械外力的作用下大量断裂变短,未发生交联反应的分子链运动能力强,易于结晶。
2.6 挤出循环对PA66/GF35复合材料力学性能的影响
不同挤出循环次数下的PA66/GF35复合材料的拉伸、弯曲和冲击性能如图8所示,从图中可以看出,随着挤出循环次数增加,PA66/GF35复合材料的力学性能逐渐变差。4次挤出循环后,PA66/GF35复合材料的拉伸强度、拉伸模量、弯曲强度、弯曲模量和冲击强度分别降低了38.41%,28.19%,28.82%,21.73%和67.33 %。这是由于多次挤出循环使PA66分子链发生降解而断裂,导致基体强度下降以及结晶缺陷,故力学性能明显下降;同时在挤出循环过程中,螺杆的机械剪切力导致玻纤的断裂,玻纤保留长度随挤出循环次数增加逐渐变短,而玻纤保留长度的损失导致了PA66/GF35复合材料力学性能的下降。

表2 PA66/GF35复合材料的二次熔融和结晶数据

图8 不同挤出循环次数下的PA66/GF35复合材料的力学性能
3 结 论
(1) 随挤出循环次数增加,PA66基体的特性黏度逐渐减小,相对分子质量减小;PA66/GF35复合材料中玻纤保留长度逐渐变短。
(2) 挤出循环次数增加,PA66/GF35复合材料熔体表观黏度减小,熔体流动性增强;挤出循环影响了PA66/GF35复合材料的熔融和结晶行为,导致PA66/GF35复合材料中PA66基体的熔点、结晶温度和结晶度略有降低,结晶能力下降。
(3) 随挤出循环次数增加,PA66/GF35复合材料的力学性能逐渐降低。
[1]SAWALHA S,EL-HAMOUZ A.Improvements of the tensile properties of recycled high density polyethylene (HDPE) by the use of carbonized olive solid waste[J].Polymer-Plastics Technology and Engineering,2010,49(4):387-393.
[2]LIU Z Q,CUNHA A M,YI X S,etal.Key properties to understand the erformance of polycarbonate reprocessed by injection molding[J].Journal of Applied Polymer Science,2000,77(6):1393-1400.
[3]SU KuanHua,LIN JiaHorng,LIN ChihChing.Influence of reprocessing on the mechanical properties and structure of polyamide 6 [J].Journal of Materials Processing Technology,2007,192-193(10):532-538.
[4]KURAM E,SARAC L,OZCELIK B,etal.Mechanical,chemical,thermal,and rheological properties of recycled PA6/ABS binary and PA6/PA66/ABS ternary blends[J].Journal of Applied Polymer Science,2014,131(18):9603-9610.
[5]KURAM E,OZCELIK B,FARUK Y.The effects of recycling process on thermal,chemical,rheological,and mechanical properties of PC/ABS binary and PA6/PC/ABS ternary blends[J].Journal of Elastomers & Plastics,2016,48(2):164-181.
[6]COLUCCI G,OSTROVSKAYA O,RACHE A,etal.The effect of mechanical recycling on the microstructure and properties of PA66 composites reinforced with carbon fibers[J].Journal of Applied Polymer Science,2015,132(29):9116-9125.
[7]王海利,黄仁军,吴盾,等.热氧老化对尼龙6结晶行为与性能的影响[J].高分子材料科学与工程,2013(8):88-92.
[8]刘杰,周金龙,吴盾,等.高温热氧老化对尼龙66结晶与蠕变性能的影响[J].高分子材料科学与工程,2016(1):94-99.
[9]RUGGIERO V,ACIERNO D.Effects of the addition of small amounts of a thermotropic liquid crystalline polymer on the processing characteristics of polyphenylene oxide-polyamide alloys[J].Advances in Polymer Technology,2007,26(2):109-120.
[10]BASAVARAJ E,RAMARAJ B,SIDDARAMAIAH H.A study on mechanical,thermal and wear characteristics of nylon 66/molybdenum disulfide composites reinforced with glass fibers[J].Polymer Composites,2012,33(9):1570-1577.
Influence of Extrusion Cycle on the Rheological and Mechanical Properties of Glass Fiber Reinforced PA66 Composites
ZHANG Lai-sheng1, WANG Ting-lan1, TANG Song-chao1, MENG Qing-guo2, ZHANG Xiang-fu2
(1.School of Materials Science and Engineering,East China University of Science and Technology, Shanghai 200237,China; 2.Shanghai PRET Composite Materials Co.Ltd,Shanghai 201707,China)
Glass fiber reinforced PA66 (PA66/GF35) composites were reprocessed by the twin screw extruder.The effects of extrusion cycles on the rheological properties,thermal performance,glass fiber length and mechanical properties were investigated.The results showed that the melt volume flow rate of PA66/GF35 composites increased gradually and their apparent viscosity decreased significantly upon increasing the number of reprocessing cycle.For PA66 matrix,thermal oxidative degradation occurred during extrusion cycles,which led to the decrease of the intrinsic viscosity,the melting point,crystallization temperature and the degree of crystallinity,as well as the fraction of glass fiber and reduction of glass fiber length.Mechanical properties of PA66/GF35 composites were weakened with the increase of extrusion cycle.After four cycles extrusion,their tensile strength,flexural modulus and impact strength reduced by 38.41%,21.73% and 67.33%,respectively.
glass fiber reinforced PA66 composites; extrusion cycles; rheological properties; intrinsic viscosity; mechanical properties
1006-3080(2017)02-0178-06
10.14135/j.cnki.1006-3080.2017.02.005
2016-08-05
张来胜(1990-),男,山东潍坊人,硕士生,主要从事聚合物结构与性能的研究。E-mail:zlscongcong@163.com
唐颂超,E-mail:schtang@ecust.edu.cn
TQ323.6
A
