基于UG的曲轴锻模数控加工工艺与编程
2017-04-27赵明炯潘强方名汉
赵明炯+潘强+方名汉
摘 要: 本文以曲軸锻模下模为例,对下模的结构特征、材料的硬度及所需刀具等进行综合加工工艺分析,制定数控加工工艺规程,介绍基于UG的曲轴锻模数控编程与加工的过程。
关键词: 曲轴锻模;加工工序;刀具选择;数控加工
中图分类号: TG76 文献标识码: A 文章编号: 2095-8153(2016)06-0108-02
0 引言
曲轴是发动机中最重要的部件。要求曲轴有足够的强度和刚度,轴颈表面须耐磨,工作均匀、平衡性好。曲轴粗加工广泛采用数控车床、数控内铣床、数控车拉床等先进设备对主轴颈、连杆轴颈进行数控车削、内铣削、车-拉削加工,以有效减少曲轴加工的变形量。曲轴精加工采用CNC控制的曲轴磨床对其轴颈进行精磨加工。而曲轴的毛坯是通过锻造生产的,曲轴锻造的质量直接影响其在发动机中使用性能,所以锻造使用的模具,是保证曲轴锻造质量的关键。本文以曲轴锻模下模为例,介绍基于UG的曲轴锻模数控编程与加工的过程。
1 曲轴锻模加工工艺分析
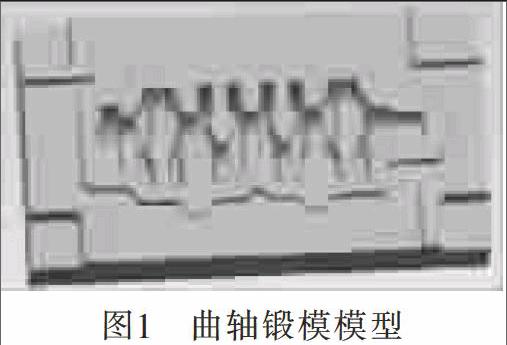
锻模材料为4Cr5MoSiV,该材料具有耐磨损性、高温强度、热态硬度、韧度等优点,广泛应用于锻造模具中。曲轴锻模下模毛坯尺寸600×320×160;为了保证模具的整体强度,在数控加工前先对材料进行热处理,材料硬度达到HRC45-50,加工难度比较大。首先该模具腔体最窄处只有6.5 mm,最深处达到60 mm,只能选择φ6以下的刀具进行加工,刀具直径小且伸得长,刀具直径刚性就比较差,容易断刀;其次如图1所示,主轴颈、曲柄颈之间圆弧连接比较多,型面复杂,加工过程中容易过切。所以必须合理安排数控加工工艺,才能完成锻模下模的加工。
2 制定数控加工工艺规程
2.1 零件的定位与装夹
为使编程基准与锻模设计基准重合并使程序尽可能简短,方便加工过程中对刀,曲轴锻模加工坐标系设定在零件表面的对称中心。为了保证一次装夹,完成模具上表面所有部位的加工,采用强力吸盘方式,吸住工件,校正下模,使长边基准面与加工中心的X轴平行。
2.2 锻模数控加工工序
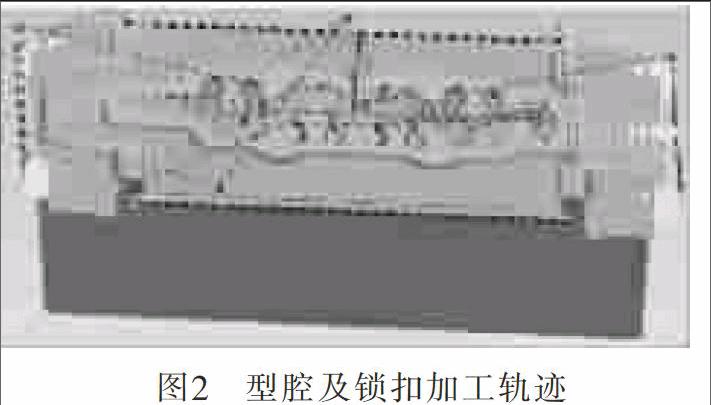
曲轴锻模数控加工工序卡如表1所示。
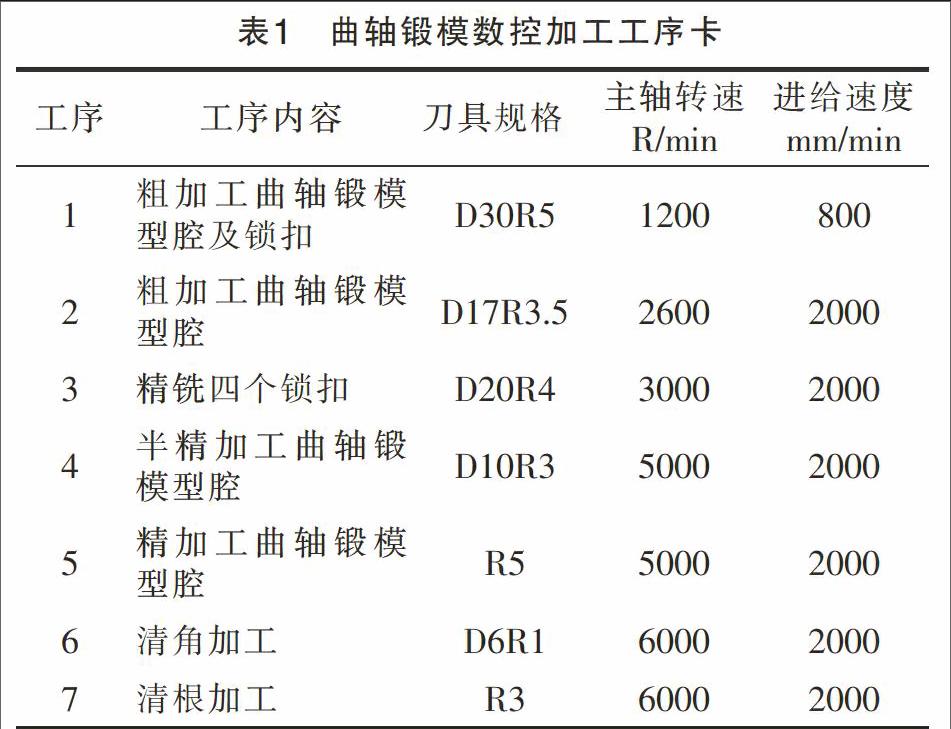
工序1:为了提高加工效率,选用D30R5圆鼻铣刀,加工方式为型腔铣,加工余量为0.3 mm,粗加工曲轴锻模型腔及四处锁扣。型腔及锁扣加工轨迹如图2所示。
工序2:在D30R5圆鼻铣刀加工后,选用D17R3.5圆鼻铣刀,继续采用型腔铣加工方式,并在切削参数空间范围中设置参考刀具为D30R5,零件余量为0.3 mm,进一步完成曲轴锻模型腔的粗加工。D17R3.5圆鼻铣刀型腔粗加工轨迹如图3所示。
工序3:选用D20R4圆鼻铣刀,采用深度轮廓加工方式,并在切削参数策略中设置切削方向为混合,精铣四个锁扣,零件余量设定为0 mm。精加工四个锁扣轨迹如图4所示。
工序4:选用D10R3圆鼻铣刀,采用深度轮廓加工方式,并在切削参数策略中设置切削方向为混合,半精加工曲轴锻模型腔,零件余量设定为 0.3 mm。半精加工曲轴锻模型腔轨迹如图5所示。
工序5:选用R5球头铣刀,采用深度轮廓加工方式,并在切削参数策略中设置切削方向为混合,精加工曲轴锻模型腔,零件余量设定为0 mm。加工轨迹类似图6。
工序6:型腔根部圆角为R3,R5球头铣刀加工后,还有一定的余量,选用D6R1圆鼻铣刀,采用型腔铣加工方式,并在切削参数空间范围中设置参考刀具为R5,零件余量为0.3mm,去除曲轴锻模型腔根部余量。清角加工轨迹如图6所示。
工序7:采用R3球头铣刀对曲轴型腔进行清根加工。清根加工轨迹如图7所示。
3 结语
数控加工工艺的制定是否合理,对编制加工程序,保证零件精度,提高加工效率和降低加工成本都有着十分重要的影响[1]。针对曲轴锻模的结构特点,进行全面的工艺分析,选择合理的加工设备、刀具和装夹方法,制定了数控加工艺规程,利用UG软件,编制合理、高效的数控程序,确保零件精度的前提下,提高了加工效率,最终顺利完成零件的加工,对类似零件的加工有一定参考价值。
[参考文献]
[1]龙家钊.基于PowerMill的打印机外壳定模型芯加工[J].模具工业,2014,40(11):56-59.
Abstract: This paper studies the lower mold of crankshaft forging die and makes a comprehensive analysis on its structure, material hardness and the necessary tool,develops CNC machining process specification,and introduces NC programming and machining process based on UG crankshaft forging die.
Key words: crankshaft forging die;processing operations;tool selection;NC
