数字射线检测图像空间分辨率测量方法
2017-04-26陈乐章有为上海市特种设备监督检验技术研究院上海200062
陈乐 章有为(上海市特种设备监督检验技术研究院,上海 200062)
数字射线检测图像空间分辨率测量方法
陈乐 章有为(上海市特种设备监督检验技术研究院,上海 200062)
工业数字射线检测技术应用过程中,图像空间分辨率是最重要的图像质量衡量指标。分析相关标准提出的图像空间分辨率的测量方法,对比提出采用灰度轮廓图20%下凹内插值法最为合理。
数字射线检测;图像空间分辨率;20%下凹内插值法
以CR和DR为主的数字射线检测技术在医学影像领域已经几乎完全取代了传统胶片照相,而在工业检测领域,数字射线检测技术应用则相对迟缓。究其原因,主要是受制于数字射线检测普遍分辨率相对不足。近些年,随着相关元器件制造工艺的不断改进和相关标准的不断完善,CR、DR系统等数字射线检测技术也逐渐开始在工业检测领域中崭露头角。其中衡量数字射线检测图像质量最重要的指标之一便是图像空间分辨率(以下简称SRb),它反映了系统能够识别最小细节的能力,所以正确测量SRb就显得尤为必要。
本文通过对ISO 17636-2-2015[1]以及ASTM E2597-07[2]等标准的研究,提出了正确测量SRb的前提,并阐述了数字射线检测SRb的几种测量方法及注意事项,提出采用内插值20%下凹法测量SRb最为合理。

图1 线对测量所取轮廓线以及灰度轮廓图
1 正确测量SRb的前提
1.1 线性灰度是正确测量SRb的前提[1]
因为测量SRb主要依靠灰度直方图中双丝像质计线对灰度下沉幅度来决定,如果系统不能提供线性灰度,接收器上有无双丝像质计处接收到不同射线剂量而不能正比反应到图像灰度值上,那么下沉20%方法就失去其意义,测量结果也相差甚远。
1.2 数字图像的平均灰度应大于最大灰度的50%
对于像元尺寸≥80μm的标准系统,信噪比应大于100;对于像元尺寸<80μm的高分辨率系统,信噪比应大于70。[1]这样的要求是保证双丝像质计影像质量较好,提高测量精度。尤其对于厚度较大的工件,采用高电压和较长的曝光时间,散射线累积较大,所成图像噪声较大,会经常出现无法测量SRb的情况。
2 测量SRb的方法
使用双丝像质计测量SRb,双丝像质计应放在焊缝的源侧表面,其放置方向应使丝的方向与探测器的行或列大约成2°~5°倾角以避免混叠影响。
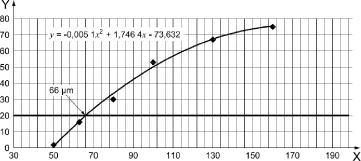
图2 使用20%线和SRb曲线的交点确定实现20%下凹线径为66μm
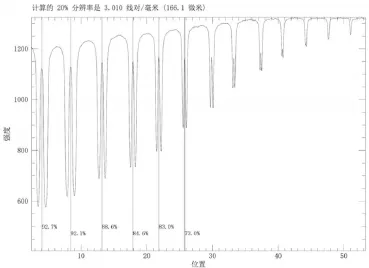
图3 测量SRb时软件自动识别出错
曝光处理后得出带有双丝像质计影像的数字图像后,利用双丝影像测量SRb。测量方法大致有以下几种方法:
2.1 放大双丝影像肉眼分辨第一组不清晰的线对
这种方法在早期数字射线检测应用中较为常见,由于相关图像处理软件并不完善,规定影像放大四倍后观察双丝分离程度,第一根不可肉眼分辨出分离的线对即为不清晰度,对应的分辨率数值即为SRb。这种方法适用性强,在图像质量较差的情况下也能得出SRb数值,但测量结果不精确且受主观影响较大,现阶段已经淘汰。
2.2 灰度直方图20%下凹法
采用软件自带工具垂直线对方向从第一根线对开始拉出一定宽度的轮廓线至最后一根线对,轮廓线覆盖区域至少覆盖线对区域60%面积,在轮廓线范围内取一定数量直线得出灰度轮廓图后叠加平均以消除同一线对不同位置处的灰度偏差(ASTM E2597-07-8.2.1[2]),如图1所示。一般叠加线条数不小于21条,该操作由软件自动处理给出叠加后的灰度轮廓图,第一对下凹幅度低于20%线对对应的分辨率数值即为SRb。
2.3 灰度直方图20%下凹内插值法
该方法为在方法2的基础之上增加内插值法以确定正好下凹20%处对应线对,如图2所示,线对数可能为非整数,比如12.2线对。这样的做法可以较为精准的测量SRb数值。当然,该方法也有其缺点,由于测量过程由软件自动识别计算结果,偶尔会出现测量出错的现象,其中大多为自动识别下凹幅度出错,如图3所示,实际下凹超过20%的线对至少为D9,但软件最终给出的分辨率数值仅为166um,对应线对D8都未达到。
3 结语
随着数字射线检测技术在工业检测领域的逐渐普及,测量数字图像SRb的方法也在不断改进和优化,就目前测量方法来看,采用灰度直方图20%下凹内插值法最为合理,可以较为精准的测量SRb数值。但该方法仍具有软件测量出错的弊端。深入开展SRb测量研究,提出更为有效的精确测量方法,为数字射线检测技术提供有力的保障具有重要意义。
[1]ISO 17636–2:2015,Non-destructive testing of welds.Radiographic testing.Part 2:Xand gamma-ray techniques with digital detectors[S].
[2]ASTM E2597-07:2007,Standard Practice for Manufacturing Characterization of Digital Detector Arrays[S].
陈乐(1989~),男,硕士,主要从事电站锅炉定期、监督检验工作。
