9Ni钢低温储罐药芯焊丝自动立焊工艺研究
2017-04-17陆欢军
陆欢军
(上海市安装工程集团有限公司)
9Ni钢低温储罐药芯焊丝自动立焊工艺研究
陆欢军*
(上海市安装工程集团有限公司)
分析了9Ni钢低温容器的焊接特点。通过大量的试验,解决了9Ni钢采用药芯焊丝的自动立焊工艺问题。该焊接工艺已成功地应用于大型低温储罐的制造安装。
低温容器9Ni钢药芯焊丝焊接工艺规程自动立焊
0 引言
液化天然气(LNG)具有可燃性和超低温性(-162℃),因此对LNG储罐有很高的要求。LNG储罐应使用特殊的材料,并应具有良好的耐低温性能、优异的保冷性能和较高的安全性能。根据压力高低,LNG储罐分为压力储罐和常压储罐。大型LNG储罐是一种常压储罐。大型LNG低温储罐罐体为内、外两层的结构。外罐罐壁为预应力混凝土结构,内罐是大型LNG低温储罐的主要构件,主要由耐低温的、具有较好机械性能的钢板焊接而成。目前世界上建造的LNG储罐采用9Ni钢越来越多[1-3]。9Ni钢是国际上广泛使用的钢种,有效的焊接对于9Ni钢LNG储罐的安全性和可靠性是非常关键的[4]。焊接质量和安全性取决于选择合适的焊接材料和焊接方法[5-7],以及正确的焊前准备。
本文研究了LNG储罐立焊焊缝采用药芯焊丝自动焊的焊接工艺,旨在充分掌握9Ni钢的自动焊焊接施工技术,提出LNG储罐合理的焊接工艺及相应的焊接工艺参数,确保LNG低温储罐安全持久运行。
1 自动立焊设备
目前,对于大型镍钢储罐采用药芯焊丝自动焊时,通常是搭设脚手架,以便使操作人员能对自动焊情况进行观察和调整。但是这种方式存在着很多缺陷:
(1)不能双面进行焊接,增加了焊工的劳动强度和操作的危险性。
(2)工作仓不能覆盖(2~20)×104m3不同容积的罐体。
(3)对焊接时产生的危害气体只有排放,没有绿色处理。
(4)对立焊施焊的高度有限制,不能自由地升降来适应超宽的储罐圈板。
(5)工作仓的移动对储罐圈板经常造成挤压。
为解决自动焊焊机沿罐体能够自由行走,解决高处焊时内外焊工安全自由作业等问题,研究设计了一种结构简单、性能可靠、装拆方便的大型储罐自动焊辅助工作仓,如图1所示。该工作仓包括下述部件:矩形框架、圈板横向移动滚轮、电机以及减速箱。矩形框架分成前仓室与后仓室,前、后仓室之间留有供圈板伸入的空隙,前、后仓室的顶部设有圈板横向移动滚轮。电机经减速箱驱动圈板横向移动滚轮转动,使得整个大型储罐自动焊辅助工作仓能够沿着圈板的顶部移动,这样操作人员不但可以站在前、后仓室内,实现双面焊接,而且还降低了焊工的劳动强度和操作的危险性。此外,这种结构的工作仓不但有效地提高了施工效率,而且工作仓能够覆盖不同容积的罐体,适用范围较大。

图1 储罐立焊自动焊工作仓
2 药芯焊丝自动焊工艺试验
由于10×104m3的9Ni钢储罐的容积大,焊接工作量也较大,因此考虑采用药芯焊丝自动焊(FCAW)、埋弧自动焊(SAW)与手工焊条电弧焊(SMAW)三种焊接方法。在实际焊接中,筒体的横焊焊缝采用埋弧自动焊,立焊焊缝采用药芯焊丝自动焊,对于一些位置复杂的焊缝采用手工焊条电弧焊。由于上海市安装工程集团有限公司在埋弧自动焊(SAW)与手工焊条电弧焊(SMAW)方面技术已经比较成熟,因此在这里仅介绍药芯焊丝自动焊(FCAW)的焊接工艺评定问题,以及该公司所做的研究。
(1)9Ni钢材料和坡口形式
试验用的钢板以离线淬火+回火(QT)的调质热处理回火状态供货,钢板的主要成分和机械性能如表1、表2所示。
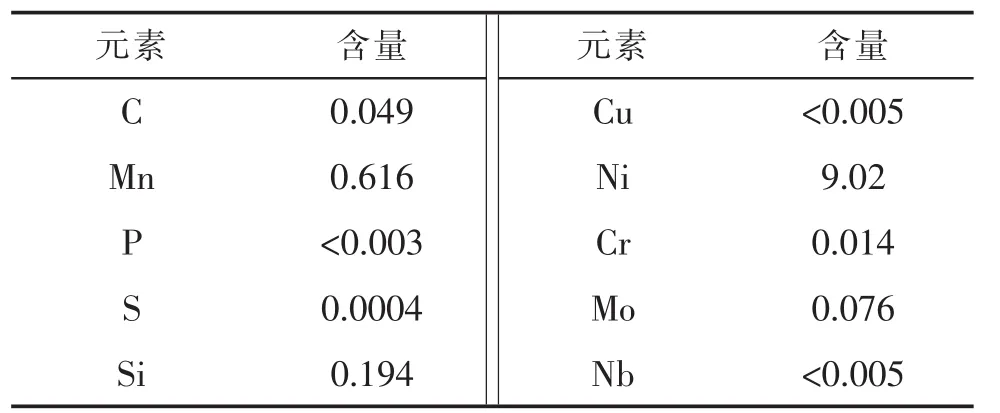
表1 9Ni钢板的化学成分(%)

表2 9Ni钢板的机械性能
焊接坡口形式如图2所示。
(2)选用的焊接材料
药芯焊丝自动焊(FCAW)选用的焊材为ENiCrMo3T-4药芯焊丝,焊材的化学成分如表3所示,焊丝直径1.2 mm,所用的气体为80%Ar+20% CO2。

图2 焊接坡口形式
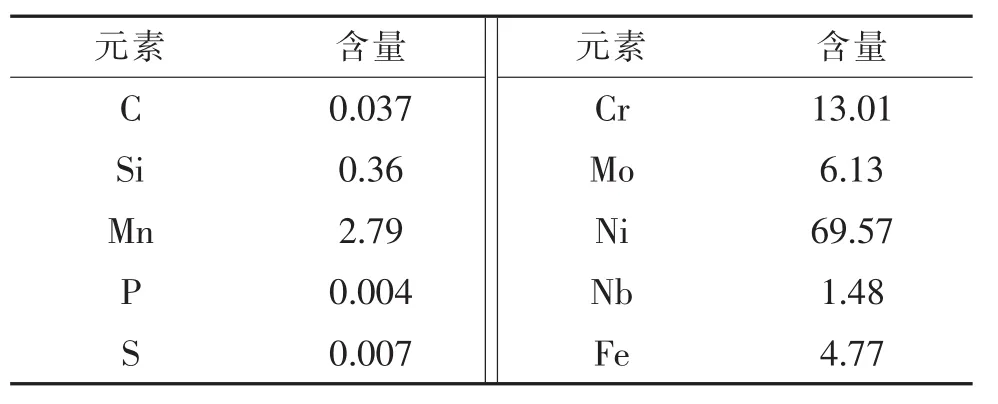
表3 ENiCrMo3T-4的化学成分(%)
(3)焊接规范
药芯焊丝自动焊(FCAW)采用直流反接,焊接试验的具体参数如表4所示,所有焊接试验是立焊向上位置焊接。
(4)焊接试验及评定的结果
在焊接试验和工艺评定时,采用NB/T 47014标准,对试样进行力学性能检测,其评定结果见表5。表5中的试验结果表明,采用药芯焊丝自动焊(FCAW),焊丝为ENiCrMo3T-4,只要焊接规范合适,就能实现自动焊接,并能保证合格的焊接质量。为了保证焊接质量,在9Ni钢焊接时还必须注意:严格控制焊接热输入,即控制焊接电流、电压及焊接速度;保证定位焊缝的质量,定位焊长度应大于50 mm;焊正式焊缝之前应检查定位焊缝,若发现开裂要进行处理;严禁在9Ni钢母材上随意打弧、点焊;对所有弧坑和接头处必须打磨清理。
3 结论
(1)采用药芯焊丝自动焊(FCAW),焊丝为ENiCrMo3T-4,合适的焊接规范,其焊接接头的力学性能符合设计的要求。
(2)设计的大型储罐自动焊辅助工作仓,解决了自动焊机沿罐体上下自由行走的问题,保证了高处焊时内外焊工能安全自由作业。该工作仓已成功应用于大型LNG低温储罐的安装制造。

表4 药芯焊丝自动焊(FCAW)的焊接规范

表5 焊接接头的力学性能
[1]宋立群.9Ni钢1万m3乙烯低温储罐的焊接[J].石油工程建设,1996(5):29-36.
[2]梅哗.9Ni钢10 000 m3乙烯低温储罐焊接技术[J].化工建设工程,2002,24(5):10-13.
[3]刘祥儒.9Ni钢低温储罐焊接施工经验与工艺问题探讨[J].石油工程建设,1997(5):14-18.
[4]SHIN Hyung-Seop,LEE Hae-Moo,KIM Moon-Saeng. Impacttensilebehaviorof9%nickelsteelatlow temperature[J].International Journal of Impact Engineering,2000,24:571-581.
[5]张亚余,石生芳,顾福明,等.9Ni钢焊接工艺评定的比较研究[J].金属加工(热加工),2008,24:44-46.
[6]蔡国强,倪家利,王毅敏,等.9Ni钢低温储罐焊接工艺研究[J].机械制造,2008(7):35-37.
[7]李建军.LNG储罐的建造技术[J].焊接技术,2006(8):54-56.
Research on Automatic Vertical Welding Technology of Flux-cored Wire for 9Ni Steel Cryogenic Tank
Lu Huanjun
The welding characteristics of 9Ni steel cryogenic vessels are analyzed,and the vertical welding technology of flux-cored wire for the 9Ni steel is determined through a large number of practices and tests,which has been successfully applied to the manufacture and installation of a large cryogenic tank.
Cryogenic vessel;9Ni steel;Flux-cored wire;Welding;Process specification;Automatic vertical welding
TG 44
10.16759/j.cnki.issn.1007-7251.2017.02.012
2016-06-17)
*本研究得到上海市科委科技项目的支持,项目编号14DZ1200400。
**陆欢军,男,1966年生,高级工程师。上海市,200080。