米桑油田天然气处理项目塔架式烟囱吊装技术
2017-04-11董云滨
董云滨
海工英派尔工程有限公司,山东青岛 266061
米桑油田天然气处理项目塔架式烟囱吊装技术
董云滨
海工英派尔工程有限公司,山东青岛 266061
伊拉克米桑油田天然气处理项目硫磺回收单元尾气烟囱为塔架式结构,是天然气处理项目中最高的设备,也是项目关键性控制工程。塔架高76.2 m,总质量136 t,烟囱高80 m,带衬里总质量177 t。针对塔架式烟囱质量大、高且易变形、作业场地狭窄等施工难点,吊装方案采用“双机抬吊、单机溜尾”分段吊装和空中组对的吊装工艺,重点对地面组装、场地处理、吊耳选择及索具受力计算、吊装流程规划、吊机技术参数、吊装过程精度等工序重点控制,烟囱按计划顺利吊装就位并一次验收成功,对在中东地区类似大型吊装管理具有指导意义。
烟囱;塔架;分段组装;分段吊装;垂直度
1 工程概况
伊拉克米桑油田天然气处理项目硫磺回收单元尾气烟囱为塔架式结构,主要由塔架、烟囱、附属管道及梯子、平台等组成,其中烟囱高80 m,包括衬里在内质量约177 t;塔架高76.2 m,质量约136 t。烟囱安装在塔架内,采用钢板支撑与塔架连接。塔架为三棱锥体桁架结构,横截面为变截面等边三角形,底部截面边长为18 m,顶部截面边长为4.5 m。
塔架散件到货,塔柱和上下横腹杆采用法兰连接。塔架采用热镀锌处理,镀层平均厚度大于85μm。烟囱分六段到场,各段之间焊接连接,主体底部直径为3 600 mm,材质为SA283GrC;顶部直径1 742 mm,材质为304不锈钢。烟囱内壁衬里厚度为160 mm。
烟囱结构参数如表1和图1所示。
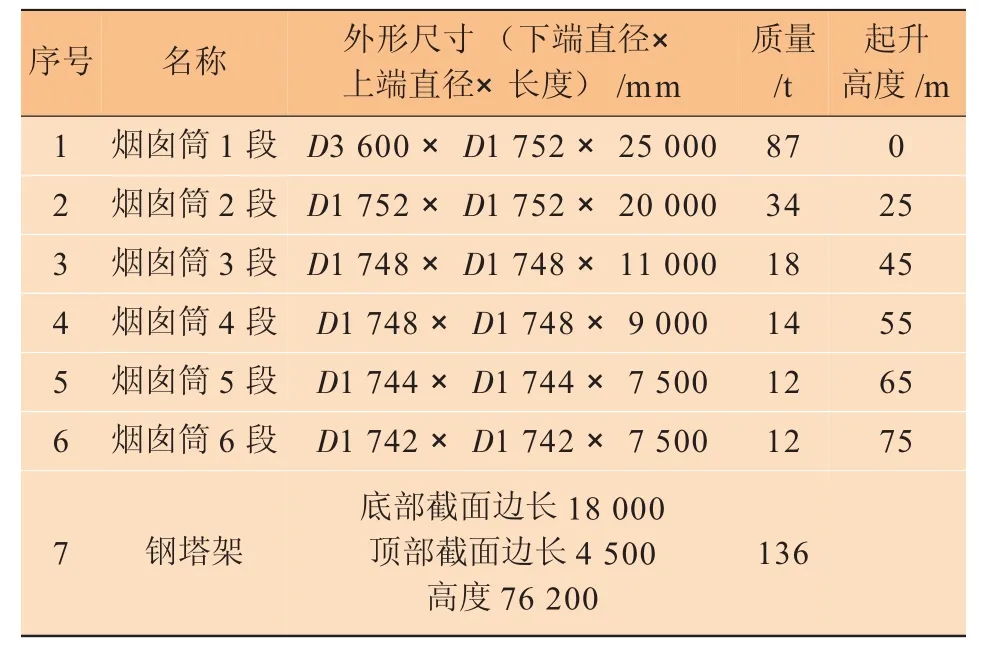
表1 塔架式烟囱分段到场规格
2 吊装难点

图1 烟囱和塔架分段示意
项目位于伊拉克米桑油田,当地安全局势恶劣,大型吊车资源匮乏,只能选用DemagAC500-1型 500 t汽车吊。吊车司机为当地人,与中方的吊装指挥及安装工人配合不熟练,行动一致性上有待磨合。
钢烟囱属于薄壁圆筒型设备,具有细长比大、刚度小、结构稳定性差、高空拼接校正困难的特性[1]。本项目烟囱垂直度要求<筒体高度/3 000+5 mm,且≤50 mm。塔架垂直度偏差要求≤塔架高度/ 3 000+50 mm,且≤53.9 mm。
吊装工作的难点在于钢烟囱带衬里,质量大,吊装作业高度高,空中进行烟囱组对焊接和塔架法兰连接要求高。吊装作业在1月份,处于当地雨季,降雨较频繁,湿度高,对烟囱吊装、组对及焊接造成一定影响。
3 总体吊装实施过程
3.1 吊装思路及流程
根据现场吊装高度和作业半径,结合吊车性能表,吊装方案采用地面卧式分段组装、分段吊装、空中组对的吊装工艺,主吊车选用500 t汽车吊,溜尾吊车选用120 t汽车吊。
为减少高空作业量,降低施工风险,塔架在地面采用卧式拼装的方法,在安装位置就近组装,然后直接分段吊装就位,梯子、平台等均安装在塔架上,避免二次倒运。塔架分成6段吊装就位,以立柱法兰节点为界,从下至上分为第1至第6段,各段在地面按照“先单柱,再组片,后整体”的原则组装,如图1所示。烟筒分为6段吊装,在空中组对并焊接为整体。施工流程:塔架和烟囱地面组装→基础验收→第1段钢烟囱吊装→塔架第1段分体就位安装(50 t吊车) →塔架第2段整体就位→塔架第3段整体就位→烟囱第2段就位→塔架第4段整体吊装→钢烟囱第3段就位→塔架第5段整体吊装→钢烟囱第4段就位→塔架第6段整体吊装→烟囱第5段就位→烟囱第6段就位→主吊车退场→整体验收。
每段塔架和烟囱吊装完后要进行垂直度验收,合格后才能进行下一步工序。
3.2 塔架地面预制[2-3]
塔架的地面预制质量对塔架的吊装有决定性的影响,是塔架吊装过程控制的第一步。第1段塔架直接在塔架基础上进行组装、精度检查及固定。第2~6段塔架先在地面预组对后,分段吊装。
3.2.1 第1段塔架地面预制及精度控制
第1段塔架在基础位置附近先单片组装,以立柱为主要构件组装成3部分,然后依次吊装就位,并用高强螺栓连接为整体。
第1段塔架利用50 t吊车和25 t吊车配合直接吊装就位。50 t吊车工况为主臂25.3 m、作业半径为6 m,25 t吊车主臂10.2 m、作业半径7 m。用钢丝绳在立柱顶部采用捆扎法设置吊点,钢丝绳与立柱之间应设置隔垫,在立柱底部系挂溜绳以控制方向,吊车将立柱翻转竖立后吊装就位并将地脚螺栓把紧,同时为防止立柱倾倒,利用钢丝绳捆绑立柱上端固定。然后依次吊装第二根和第三根立柱,将立柱及其横杆、斜拉杆等组件连成一个整体。
3.2.2 其余各段塔架预制及精度控制
第2~6段塔架采用地面卧式拼装的方法,组装时将附属管道、梯子、平台等安装在塔架上,根据吊装平面布置图依次摆放。
以第2段塔架组装为例,先在组装区域布置吊装平台:制作8个支架作为支撑点,每个立柱放置4个支架,用水准仪测量其标高一致并固定。先将塔架一面的两根立柱及其连接杆在平台上组装,初步测量该梯形平面的对角线,此时将螺栓预紧即可。第三根立柱及其连接杆组装完后利用吊车将其翻转竖立后与已组装好的梯形平面部分连接。塔架连成整体后用吊车将其翻转60°安装其他两个面的剩余构件及直梯、平台等。塔架组装完成后,分别测量每个侧面的对角线及上下端面的水平度,满足要求后紧固连接螺栓。
3.3 吊装场地处理[4]
吊机站位区域采用分层回填夯实的方法进行场地平整和处理,每回填300 mm碎石级配料进行洒水并压实,压实度为95%,取样检测合格后再进行上一层的回填。地面处理完成后进行局部压力试验,试验压力为150 kPa。主吊车自重、配重加副臂的总质量t1按240 t计算,吊物的最大质量t2为烟囱第1段加索具共计90.5 t,每块路基板规格2.4 m×3.5 m,四块路基板的总面积A为33.6 m2,所需的地基承载力f=(t1+t2)/A=98.4 kPa<150 kPa,符合要求。
3.4 吊耳选用及锁具受力计算
3.4.1 吊耳的选用[5]
烟囱选用管式吊耳,各段烟囱上端对称焊接两个吊耳,尾部设立两个溜尾吊点[6-7],第1段烟囱吊耳如图2所示。考虑到烟囱带衬里,为防止现场吊耳焊接时破坏衬里结合力,在现场焊接时要注意控制好焊接电流,使烟囱受热均匀。

图2 烟囱管式吊耳
塔架选用板式吊耳,吊耳通过螺栓与塔架的三根主立柱上端的法兰连接,作为吊点[8]。注意吊装时板式吊耳安装位置取向心状态[9],如图3所示。

图3 塔架吊耳布置示意
3.4.2 索具受力计算
以吊装最重的第1段烟囱为例进行索具的受力计算,选择长度为12 m的φ60 mm双股钢丝绳连接到双管式吊耳上。
(1)计算载荷:

式中:Qj为计算载荷,N;K1为动载系数,取1.1;K2为不均匀系数,取1.1;Q为设备净重,87 000 kg;g为重力加速度常数,取9.8 m/s2。
则Qj=1.1×1.1×87 000×9.8=1 031 646 N。
(2)单根吊索受力:

式中:T为单根吊索受力,N;N为受力索具数量;α为索具与水平面夹角,取75°。
则T=1031 646/(2×0.97) =531 776(N)。
(3)钢丝绳比例系数:

式中:R为比例系数;D为轴销或滑轴直径,mm;d为钢丝绳公称直径,mm。
则R=325/60=5.42。
(4)钢丝绳扣效率系数:

压制钢丝绳索具WBW60的安全工作载荷为385 200 N,采用双股吊装,则可承受的工作载荷为385 200×2×0.79=608 616(N) >531 776 N,满足吊装要求。
3.5 吊装过程
烟囱和塔架采用双机抬吊,吊车负荷率不得超过额定负荷的80%。
3.5.1 烟囱吊装
烟囱第1段吊装,主吊车工况为主臂37.9 m;第2段烟囱吊装,主吊车工况为主臂32.6 m,副臂42 m;第3~6段烟囱吊装,主吊车工况为主臂41.9 m,副臂60 m。
以吊装最重的第1段烟囱为例,采用500 t汽车吊和120 t汽车吊双机抬吊,主吊车吊装参数如表2所示,溜尾吊车吊装参数如表3所示。
主吊车钢丝绳挂在第1段烟囱顶部两个管式吊耳上,溜尾吊车钢丝绳通过卸扣挂在地脚螺栓孔上。主吊车和辅助吊机同时起钩,先进行试吊,试吊合格后主吊车继续起升,辅助吊车配合翻转,烟囱在85°时辅助吊车撤离,由主吊车单独进行回转就位,如图4所示。就位前应核对烟囱管口的方位,就位后及时测量烟囱的垂直度。

表2 主吊车吊装参数

表3 溜尾吊车吊装参数

图4 烟囱和塔架吊装过程
3.5.2 塔架吊装
塔架第1段先在地面分别组装3个立柱支腿及其横杆、斜拉杆,然后采用50 t吊车分别吊装就位,将3个支腿通过横杆及斜拉杆连接为整体。从第2段起采用500 t主吊车吊装就位并进行空中组对连接。第2和3段塔架吊装,主吊车工况为主臂32.6 m,副臂42 m;第4~6段塔架吊装,主吊车工况为主臂41.9 m,副臂60 m。
以吊装最重的第2段塔架为例,塔架外形尺寸10 000 mm×6 000 mm×11 050 mm,采用500 t汽车吊和120 t汽车吊双机抬吊,主吊车吊装参数如表2所示,溜尾吊车吊装参数如表3所示。用3根长8 m、φ60 mm的钢丝绳和三个25 t卸扣与主吊车吊钩连接,辅助吊车通过一根10 m长20 t的吊带捆扎在立柱上尾部,并用25 t卸扣锁紧,站在侧面进行溜尾。吊装时为防止塔架底部变形,需采取加固措施,可用吊带将三根立柱捆绑在一起,将塔架翻转竖立后拆除。吊车起钩,先进行试吊,试吊合格后两台吊机缓慢翻转、竖立,塔架翻转竖立后拆除辅助吊机索具。主吊车继续起升至高出已安装的烟囱顶部1 m高度后停止起升,通过回转、变幅等动作将组段塔架吊至安装位置,如图4所示。吊车操作应缓慢平稳,并通过溜绳控制塔架的方向及晃动,避免与其他部件碰撞。塔架组段就位前需再次核对方向,确认无误后才能将塔架就位,就位后及时测量塔架的垂直度。
3.6 塔架及烟囱精度控制
塔架和烟囱的精度控制指标主要是垂直度,需要从吊装前的检查、吊装过程的组对控制和吊装就位后的测量环节进行控制,以确保垂直度合格。
3.6.1 吊装前的检查
塔架吊装前要分段组对,每一段组装完后要检查塔架上下段对角线、中心线尺寸偏差是否符合要求,偏差过大时,吊装前必须经过校核至合格。烟囱按照要求打磨坡口,在外壁均匀焊接4个导向定位板以确保组对精度。
3.6.2 吊装过程的组对控制[10]
塔架吊装组对过程中,在塔架互成90°的两个面上分别设置两台经纬仪配合找正,当上下段塔架中心线对中偏差满足要求后将法兰螺栓均匀把紧。上段塔架吊装之前,必须对下段已安装的塔架进行初找正。发现垂直度超标时,可利用在立柱局部联接法兰处增加垫片的方法进行调整。
烟囱上下段之间空中组对,可在筒体端口四周设置导向块进行初步组对,并利用经纬仪从互成90°的两个方向进行垂直度复查,合格后进行焊接[11]。焊接要采用分段退焊的方式以防止焊接变形。
3.6.3 吊装就位后的测量
塔架垂直度控制:采用两台经纬仪来校正塔架组对的垂直度,每组对一段塔架用经纬仪沿垂直方向找正,每一段塔架的斜杆“十”字交叉点在垂直线上,两个方向都达到要求方为塔架组对合格。
塔架为钢结构,易受温度变化的影响。在不均匀受热的情况下,各个方向的膨胀变形是不一样的。因此,验收时应选择在日出前或选择在每天固定的时间段,以减少不同温度条件下对测量结果的影响。
每段塔架及火炬筒吊装完后利用经纬仪复测垂直度。本项目安装结束后最终验收一次合格,塔架0°方向垂直偏差25 mm,90°方向垂直偏差27 mm;火炬筒0°方向垂直偏差23 mm,90°方向垂直偏差25 mm。
4 吊装实施要点
(1)烟囱吊装施工中,吊装作业的安全隐患往往在吊装过程控制和吊装辅助设施的使用等环节上,因此加大地面预制与组装工作量,减少高空作业是吊装管理的关键之处[12]。
(2)考虑到运输限制及现场吊装条件,烟囱要在制造厂做预先分段和衬里施工,并且要先进行吊耳焊接再进行衬里的施工,以防止现场吊耳焊接产生的热量对衬里的影响,现场烟囱环焊缝的补衬要在所有焊缝完成后进行[13]。
(3)烟囱的空中组对焊接,要考虑风力、湿度及温度的影响[14]。本项目吊装时选择在上午6~9点钟之间施工,每天吊装一节烟囱或塔架,3名焊工均匀同向焊接,确保焊接质量。
(4)吊装过程中,要使用溜绳进行牵引溜放,以控制被吊物体的方向和防止晃动。为防止塔架吊装过程中变形,要提前用钢丝绳及手拉葫芦将每一段塔架的下支腿固定,塔架处于直立状态后,及时拆除加固设施[15-16]。
(5)吊装作业前必须对起重机械的运行部位、吊具、索具进行详细的检查。吊装前必须进行试吊检查,将塔架吊离地面200 mm后停下观察,重点检查吊车、吊耳、吊绳受力情况以及地基承载状况。
(6)双机抬吊的配合很关键,尤其是当地的司机和中国的起重工之间的配合,要选择有经验的吊车司机和起重工,必要时先进行试吊考试,配置专职翻译,以确保吊装安全和质量受控。
5 实施效果
本项目80 m塔架式烟囱的吊装因地制宜,吊装作业一律安排在早晨5点半至9点进行,克服了风力的影响;伊方吊车司机和中方起重指挥人员考试合格后才上岗作业;受运输限制和当地吊车资源单一的影响,烟囱出厂前预先分为6段且完成衬里,现场只进行焊缝处衬里的施工。现场加大地面预制和组装深度,减少空中作业时间,塔架和烟囱吊装使用500 t吊车,用时16 d,比计划工期提前2 d完成。塔架采用分段组装和分段吊装的方法,烟囱采用分段吊装和空中组对焊接的方法,每段吊装完成后及时进行垂直度的测量。通过上述措施确保了整个吊装一次顺利就位并通过验收。项目提前进行吊装策划,在制造阶段就确定出厂设备的尺寸和重量等,现场提前做好场地处理和预制组装,对今后在中东地区类似的特大型吊装工程有借鉴意义。
[1]罗顶瑞,朱兆华.大型吊装组织设计与方案实例分析[M].北京:化学工业出版社,2007.
[2]许再胜,钟诚.普光气田净化厂重型超高全焊接式火炬施工技术[J].石油工程建设,2014,40(2):56-60.
[3]覃绍生.超高型钢烟囱的吊装工艺[J].安装,2006,30(11):80-82.
[4]汪国林,朱钢坚.采用分解吊点受力法整体吊装放空火炬[J].天然气工业,2010,30(11):80-82.
[5]罗顶瑞,朱兆华.大型吊装组织设计与方案实例分析[M].北京:化学工业出版社,2007.
[6]潘文江.大型吊装中设备吊耳设计与验收[J].石油工程建设,2008,35(3):49-51.
[7]刘乐意,张友星,董正军.大型尾气烟囱吊装施工[J].石油工程建设,2007,33(4):40-43.
[8]蒋晓灵,席明,王开云,等.双机抬吊放空火炬塔架及空中组对[J].天然气工业,2009,29(10):86-88.
[9]卫建良.150 m多筒体自提升塔架式火炬结构与施工[J].石油工程建设,2006,32(5):53-56.
[10]聂涛.矩形烟囱塔架的组对和吊装[J].石油化工建设,2016,38(3):36-37.
[11]刘乐意,王开云,张友星.同步倒装新工艺吊装高低压放空火炬筒体[J].石油工程建设,2011,37(2):52-54.
[12]黄兆康.蒸馏装置高烟囱吊装技术探讨[J].石油化工设备,2011,40(6):60-63.
[13]董正军.百米尾气烟囱分段安装技术[J].石油化工设备,2011,40(6):70-73.
[14]乔礼.一种钢铁塔架施工垂直度控制方法[J].甘肃科技,2013,29(6):103-105.
[15]许硕.化工项目自拆卸式火炬的施工[J].石油工程建设,2012,38(3):55-59.
[16]杨国斌,郝玉军,谢宽涯.三吊车旋转火炬整体吊装方法[J].石油工程建设,2016,42(1):76-80.
Hoisting technique oftower frame type chimney in Missan Oilfield naturalgas treatment project
DONG Yunbin
CNOOC-ENPAL Engineering Co.,Ltd.,Qingdao 266061,China
In the sulfur removal unit of Natural Gas Plant of Missan Oilfield in Iraq,the tail gas chimney with tower frame is the highest and key equipment of the natural gas processing project.The tower frame height is 76.2 m and has the mass of 136 t.The chimney has the total mass of 177 t with lining and the height of 80 m.Aimed at the construction difficulties such as heavy and high chimney,high and yielding tower frame and limited operation site,the segmented hoisting process with double cranes lifting and single crane tailing as wellas the aerialassembly process were adopted.The key controlprocessing focused on ground assembly,foundation treatment,form of hoisting ear and calculation of rigging,hoisting process,crane technicalparameters,etc.,which made hoisting construction reach the primary rate of 100%in precisely positioning. This technique has certain reference value to other relevant projects in Middle East area.
chimney;tower frame;segmented assembling;segmented hoisting;verticality
10.3969/j.issn.1001-2206.2017.01.010
董云滨(1979-),男,山东青岛人,高级工程师,2003年毕业于青岛科技大学过程装备与控制工程专业,主要从事工程总承包项目的管理工作。Email:dongyb2@cnooc.com.cn
2016-10-03;
2016-12-08
