基于单片机的塑料光纤烫面控制系统研究与设计
2017-04-10梁志勋罗日才杨云峰
梁志勋+罗日才+杨云峰
【摘要】 塑料光纤是光通信中重要的传输介质,端面的处理优劣直接影响到连接器和光电器件的光耦合率,进而影响通信信号的传输优劣;文中基于MSC-51单片机研究设计了塑料光纤的烫面控制系统,通过测试验证了该系统实现塑料烫面效果的优良性。
【关键词】 塑料光纤 端面处理 控制系统
一、引言:
由于塑料光纤芯径大,材料为聚合物,因此其具有制造简单、接续快捷、价格低廉、抗冲击强度高和抗辐射等优点,非常适合用在局域网中的短距离通信和室内计算机以及工业通信领域,是短距离通信的最佳选择[1]。塑料光纤作为光信号的传输介质,端面的处理优劣直接影响到连接器和光电器件的光耦合率,实验表明[2],光纤端面经过处理后,无划痕、无裂纹、无花点、表面粗糙度较低、光洁度较高、透过率较高的光纤端面,能够提高光纤的传输性能。反正,处理效果差的光纤端面,光纤的传光效率差,进而影响通信信号的传输优劣,因此研究设计塑料光纤快速智能处理端面的系统显得尤为重要,本文采用金属板烫面法对光纤端面处理系统进行了探讨和设计。
二、系统设计
系统采用模块化设计,单片机控制模块以AT89S52单片机作为控制单元,系统包括前推模块、后退气阀模块、显示模块、脚踏模块、温度测量、加热器模块。脚踏装置负责接受人工半自动化烫面的控制,前推气阀将光纤推至加热适当温度的金属板,后退气阀具有吹气冷却功能并将烫好的光纤推离热金属板。显示模块上显示着烫面所设定的和当前系统状态的各种信息。而温度测量模块和加热模块形成一个的闭环恒温控制系统,将温度恒定在设定的烫面需要的温度值。
三、硬件设计
单片机模块以AT89S52单片机为核心设计外围电路,外置设计RC复位电路,12Mhz晶振给单片机作为系统时钟,整个单片机模块供电+5V,并加入0.1uf和10uf退耦电容,保证系统的稳定性。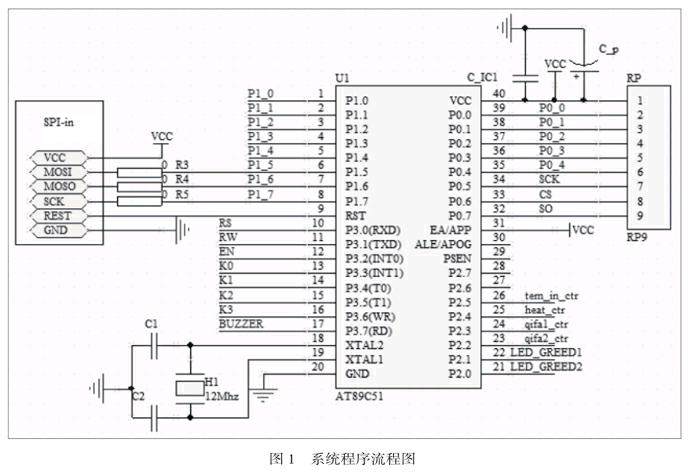
烫面温度对烫面的效果极为重要,因此加热和测温部分是精确控制烫面的关键,测温采用热电偶作为温度传感器,配合放大器,将温度值按比例转换成相对应的电压信号,单片机定时启动外置AD将此电压值读取后转换为温度值。温度控制、前推气阀、后退气阀都采用继电器的通断来控制其工作,采用继电器控制的优点在于对于强电和瞬间通断信号的隔离度好,抗干扰能力强,保证系统稳定运行。他们的I/ O分配和初始状态分别如表1所示。
四、软件设计
硬件是整个系统的躯体,而软件则是灵魂,当系统的硬件设计好后,系统的主要功能是靠软件来实现的,并且软件的设计在很大程度上决定了控制系统的性能,控制系统除了满足最基本的功能要求,编制软件时更要符合易理解性、易维护、性实时性、准确性等要求[3]。
因此软件采用模块化设计,利用C语言作为程序设计语言,使所设计的程序满足上述要求。软件部分的任务主要是完成参数设定、烫面端面处理等功能,具体软件设计如图1的流程图,当系统上电后,首先读取EPROM存储中上一次设定的参数并配置当前系统。扫描按键是否需要修改参数,如果有按键按下则修改相应的参数,并保存至EPROM;否则等待烫面指令,假如收到脚踏发来烫面指令则启动烫面程序,烫面程序包含了金属板加热、温度测量、前推气阀、吹气冷却、后退气阀几个这几个步骤。其中温度控制包含了一个恒温闭环控制小算法,来完成金属板的恒温控制,保证了烫面的质量。
五、结束语
系统经过测试,实现了塑料光纤端面的自动化处理。首先,恒溫控制得到了很好的控制,一般情况烫面的温度控制在165摄氏度左右,可根据不同厂家生产的光纤和生产现场进行调试调整。
其次,烫面时间得到了精确的控制,一般情况下烫面时长3秒,冷却时长2秒,这些参数都需要根据不同的厂家生产的光纤进行调整,但参数的控制是严格的。系统经过多次的实际测试,很好的完成塑料光纤端面的自动化处理,提高了生产效率和产品的一致性。
但是,系统对大量数据的处理能力有限,计划下一步的研究工作是将对大量的烫面数据进行统计,分析得出塑料光纤端面处理的最佳参数。
参 考 文 献
[1] Y Koike,T Ishigure,E Nihei. High Band width graded-index polymer optical fiber [J]. Polymer, 1991, 32(10):1737-1745
[2]王珅. 光纤端面加工质量对其性能影响[D]. 长春:长春理工大学,2011
[3] 王海宁. 基于单片机的温度控制系统的研究[D].合肥:合肥工业大学, 2008
