再议无线胶订书刊的散页、掉页现象
2017-04-04刘晓丽邱丙中罗文
刘晓丽+邱丙中+罗文
无线胶订是一种不用铁丝、不用线,而是用热熔胶粘合书芯、封面的装订方法。它是我们工作、生活、学习中常见的书刊装订方式。但由于各种原因,无线胶订书刊存在很多质量问题,如散页、掉页现象,如图1所示。胶订书刊的散页、掉页现象与它的生产工艺、参数设置、胶包设备、操作者的技术等有关,下面我主要从铣背、打毛、胶的选择3个方面分析胶订书刊的散页、掉页现象。
铣背、打毛环节
铣背、打毛是无线胶订书刊生产过程中非常重要的环节,其利用铣背刀高速旋转,把书芯、书背铣削成单张书页,然后通过打毛刀在书背上划口,将书背后边划出许多沟槽。铣背、打毛处理不当,会影响胶液的渗透,从而引起书刊掉页现象。
①铣刀片的选择
铣刀片是铣背的重要工具,其质量好坏会影响书刊胶订的质量。铣刀片有碳钢刀片、合金刀片。碳钢刀片的价格相对便宜,但合金刀片耐磨性、硬度、耐高温性、锋利性等都比碳钢刀片好。因此,工作者在选择铣刀片时,最好选择合金刀片。
1.铣背
铣背是用铣刀把书背削去一层,将书芯铣透成单页,如图2所示。若铣背深度不够,必然影响胶的渗透,从而造成脱页、散页的质量缺陷。因此要选择优质的刀片、调整好活动刀与固定刀的间隙、调整好铣背深度。
②铣背深度的确定
铣背深度决定了铣背的质量。如果铣背深度不够,最里层书页就铣不透,必然影响胶液的渗透,引起脱页、开胶现象。一般来说,铣背深度是根据纸张的厚度和折页数来调节的。三折页书籍的铣背深度为1~1.5mm,折页过多或有套帖的书籍,铣背深度必须增加到2~3mm,否则很难铣透。
③活动刀与固定刀的间隙的调整
活动刀与固定刀的间隙会影响铣背的质量,因此最好将间隙调整为0.05mm,这样铣刀会处于最好的铣削状态,铣削阻力小,刀片的磨损小,铣削完成的书背平整度高,有利于胶液的渗透。
2.打毛
打毛是打毛刀将书背后边切出许多沟槽,使纸张边沿的纤维松散,并形成粗糙的表面,胶液沿纤维渗入到纸张表面,互相粘结,如图3所示。若书芯打毛深度不够,会直接影响胶的渗透,从而造成脱页、散页的质量缺陷。因此,为了保证打毛质量,工作者要选择优质的刀片、调整好打毛铣刀与书夹间的距离、调整好打毛深度。刀片的选择在铣背环节已经介绍,在此不再介绍。
①调整打毛铣刀与书夹间的距离
在调节机器时,首先确定铣背刀的高度,然后用塞尺确定每把打毛铣刀与书夹间的距离,并保持在0.3mm。如果打毛深度不够,可适当降低铣背刀的高度,以提高打毛铣刀的位置,确保打毛深度合适。
②打毛深度的确定
书背是否具有较强的着胶能力,关键是打毛的深度。如果书背未经打毛或打毛深度不够,铣削切口接近平滑,胶液就很难在纸张中的浸润和黏附,因此打毛的槽间距应为5~10mm,槽深应为0.5~1.2mm,以利于灌胶,并提高抗拉力。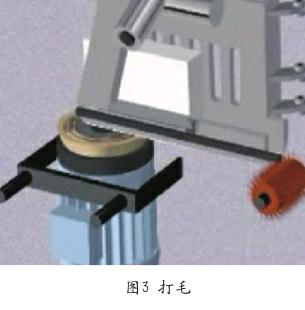
热熔胶的使用
1.选择优质的热熔胶
热熔胶的种类有很多,按胶订速度可分为低速胶、中速胶、高速胶;按纸张分类,有铜版纸用热熔胶和一般纸张用热熔胶两类;按装订工艺分类,有侧胶和背胶两种。因此工作者要根据胶包设备的工作速度、所要包本的纸张类型等选择优质、合适的热熔胶。
①不同类型的纸张,选择相应的热熔胶
不同纸张的表面光滑度、渗透性、导热性等都不同,在选择热熔胶时,要选用符合纸张性能的热熔胶,这样才能达到较好的粘结效果。
②合理的选择背胶和侧胶
按装订工艺要求,热熔胶有侧胶和背胶两种。作为侧胶用的热熔胶要流动性好、黏度低、开放时间及固化时间长、粘结强度高。作为背胶用的热熔胶要选用抗拉强度高、受温度变化小、熔融黏度高、硬度大、拉伸强度和断裂延伸度大的热熔胶。
③不同速度的设备选择不同的热熔胶
热熔胶型号不同,开放時间和固化时间也不相同。为了保证书籍的装订质量,不出现散页、掉页现象,热熔胶在使用时,工作者在选择热熔胶时要根据使用设备的速度,选择与之速度匹配开放时间和固化时间的热熔胶。
④选择优质的热熔胶
为了保证胶订的质量,工作者要选择优质的热熔胶,在购买热熔胶时,工作者可用外观检查法、闻气味辨别法、胶弹性辨识法等方式进行选择。优质的热熔胶应该是光亮的、呈半透明状,来回折叠后应不会有大的变形,打开包装后有较轻的气味,加热后不会有刺鼻的气味,有一定的弹性。
2.热熔胶温度控制
热熔胶在常温下是呈固态,在使用时需要对胶进行加热,加热的温度不能过高或过低,其加热温度与胶的流动性、粘结度有密切的关系。若温度过低,热熔胶的黏度会增加,流动性和渗透性会变小,在上胶时,胶液很难渗透到书背中,影响书背黏结的牢固度。若温度过高,胶液的流动性变好,渗透性也变强,但胶液的黏结强度会下降,会使各书页之间黏合不牢固,发生掉页、散页质量问题。因此胶订书刊背胶的温度一般控制在160℃~180℃,侧胶的温度一般控制在90℃~110℃。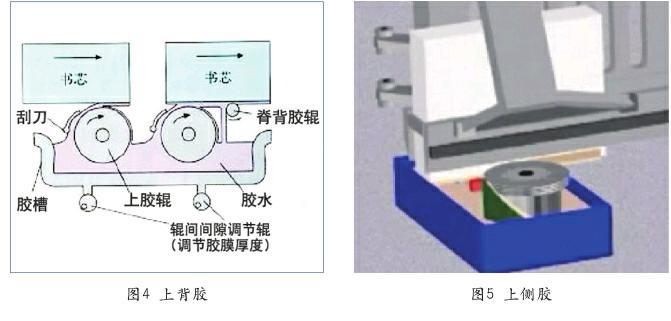
3.热熔胶用量控制
书芯经铣背和打毛后,将热熔胶涂到书芯背脊和背脊的两侧边,使书芯与封面之间粘合在一起成为一本书。根据上胶部位的不同,上胶过程包括上背胶和上侧胶。不管背胶、侧胶,上胶不均匀,胶层太薄,无疑会影响书刊的粘结程度;胶层过厚,又会加大生产成本。所以,应在不影响书刊装订质量的前提下,合理控制胶层厚度。
①背胶的用量
经过铣背打毛的书芯进入涂胶工序,如图4所示,背胶的厚度一般应控制在0.8~1.2mm,胶层要均匀。背胶的厚度会影响的胶订质量,背胶上得薄,影响粘结强度,引起书本脱胶、散页;使用过厚的热熔胶层,不仅浪费胶液,增加了生产成本,而且粘接牢度降低。
②侧胶的用量
胶上到书脊两侧的工艺过程叫上侧胶,如图5示。如果侧胶宽度太窄,无法保护封面,引起掉页现象。如果上胶太宽会影响书刊的美观。因此胶上到书背的两侧宽度一般为3~7mm,要求上得越薄越均匀越好。
在胶订书刊的生产过程中,除了上述几个原因引起书刊的掉页、散页现象外,操作者技术问题、设备保养不当也可以引起掉页、散页现象,但只要在生产的各个工序中严把质量关,规范操作,完全可以解决无线胶订书刊掉页的问题。
作者单位:石家庄信息工程职业学院印刷管理系
