盒式气调包装机组成及设计研究
2017-03-31吴锦庭赖太群
吴锦庭 赖太群


摘要:本文主要针对盒式气调包装机的组成及设计展开了研究,对盒式气调包装机的组成及原理和基本参数作了详细的说明,对结构和控制系统的设计作了分析,并阐述了试验研究与验证,以期能为有关方面的需要提供参考借鉴。
关键词:包装机;组成;设计
0引言
气调包装是通过改变食品包装内部气体成分来减缓食材呼吸速率、防止酶败、阻止微生物生长,从而延长食品的保鲜期和货架期。如今,气调包装已被广泛应用于各类食品的包装中,因此,为了更好地运用做好气调包装技术,就需要做好气调包装机组成及设计。基于此,本文就盒式气调包装机的组成及设计进行了研究,相信对有关方面的需要能有一定的帮助。
1盒式气调包装机基本参数
本机所使用的塑料硬盒,盒式气调包装机功率为2000W、生产能力为1200~1600盒·h-1、热封温度为0~200℃、气体置换率为98%。
2结构设计
2.1机械结构设计
盒式气调包装机机械结构设计如图1所示。
包装盒输送机构由步进电机、链轮、导轨和带推杆的链条组成。导轨宽度可调节,可用于不同尺寸包装盒的输送。步进电机驱动器通过PLC输出脉冲驱动步进电机,因此可通过调节输出脉冲频率调节包装盒输送速度。触摸屏是当前最常用的人机界面,其作用是显示PLC中变量的状态和寄存器中数字变量的值,发送命令和修改寄存器中的参数。包装膜输送机构,主要由放膜轴、拉膜轴、记数辊、刹车电机和打码装置组成。包装膜输送长度通过记数辊记录,并反馈给PLC对输送长度进行控制。在包装膜输送过程中打码装置在包装膜上打印生产日期等信息。电控柜用于安装PLC、步进驱动器、温控仪和电磁阀等电气元件。
2.2气动回路设计
气动工作介质是空气,气动回路具有清洁无污染、结构简单、成本低、易于调节控制等特点,并且气压驱动可以在短时间内释放能量获得高速响应,抗冲击能力强。气动回路中的三联体,由过滤器、调压阀和油雾气组成,其中过滤器用于过滤空气,调压阀用来调节压缩空气压力,油雾器给系统提供润滑。通过PLC控制,电磁阀通断来改变气缸的工作状态。阀座用于安装电磁阀。下模具驱动气缸,双排布置,驱动下模具向上运动。上模气缸,双排布置,驱动上模向下运动。打码气缸,给包装膜上打印生产日期等信息。
3控制系统设计
控制系统主要完成信号采集与处理、步进电机控制、刹车电机控制、气动回路控制和气调包装控制。信号采集是通过光电传感器、温度传感器、压力传感器等元器件完成。步进驱动器接收来自PLC的脉冲信号,驱动步进电机完成定位输送,并反馈电机工作状态给PLC。气缸是气动回路的执行元件,PLC通过控制换向电磁阀实现气缸运动控制。由于PLC对模拟量的控制比较复杂,所以热封温度采用温控仪控制单独控制。PLC通过温度传感器检测温度是否正常,若不正常则报警停机。
3.1 PLC的选择
控制系统以PLC作为控制核心,PLC按以下原则选型:
(1)PLC控制器与其所允许的扩展模块的I/O接口的总数要与气调包装机控制所需接口数量匹配;(2)存储容量与控制功能与需求相符合。PLC控制包装机的传动系统、气动回路和气体置换,经估算控制系统需要20个输入点,12个输出点。一般情况下,需要预留15%的备用接口,因此需要23个输入点,14个输出点。综合上述选用西门子S7-200PLC作为控制核心,该PLC有6种CPU模块,可扩展7个扩展模块,可扩展到256点数字量I/O,完全满足盒式气调包装机的控制需求。
3.2系统I/O分配
选择224XP型CPU和EM223扩展单元,系统有20個输入点,12个输出点,具体I/O分配见表2。
表2系统I/O分配
3.3控制系统程序设计
编程使用STEP7-Micro/WIN编程软件,该软件可实现程序的编写、传送、监控与调试等功能。PLC通电后,包装机系统进入初始化子程序,推杆复位,热封模具预热,预热完成后传动系统开始工作。包装盒进入包装通道,通道末端布有光电传感器,包装盒通过时触发光电开关,上模驱动气缸工作,上模下降,模具内形成闭合腔,抽气装置将腔内空气抽出,然后由充气装置充入混合保护气体,热封切刀工作,切裁完成后下模驱动气缸工作,包装盒被顶出,输送出包装机。在包装盒输送时,包装膜同时输送,膜检测光电开关检测到膜输送到位,打码装置打码。热封切裁完成后,收膜轴完成废膜回收。
4试验研究与验证
盒式气调包装机试制、调试完成后进行了气体置换率和封合强度2个试验,对气调包装机工作能力进行试验验证。
4.1气体置换精度试验
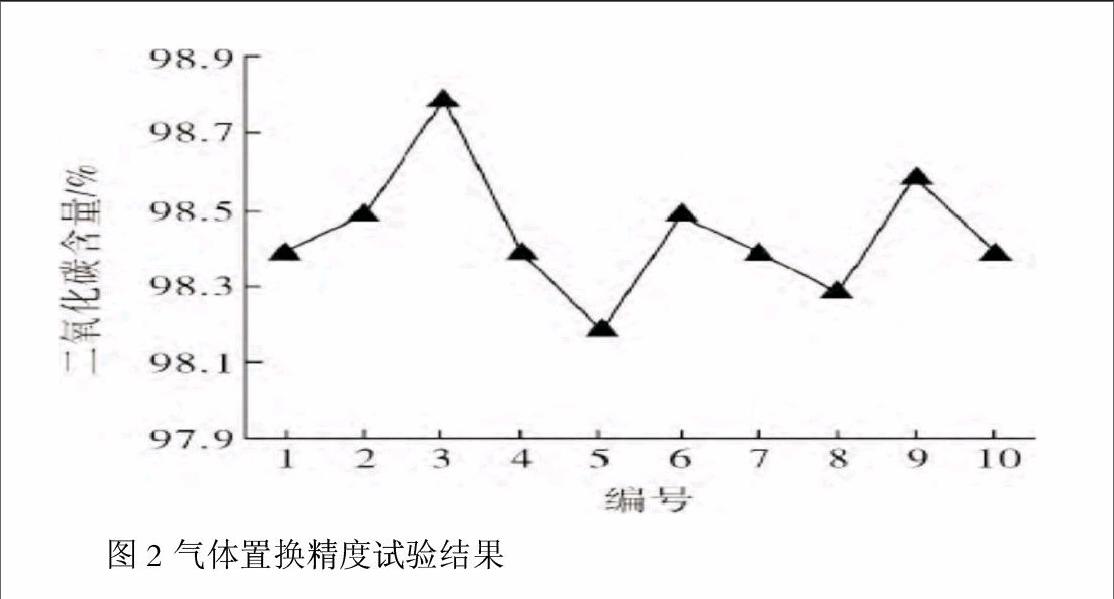
空气中氮气约占78%,氧气约占21%,稀有气体占0.939%,二氧化碳占0.031%,其余杂质占0.03%。稀有气体活性低不会对包装的保鲜效果产生影响,二氧化碳和杂质气体含量低可忽略不计,因此给包装盒中只充入二氧化碳,测量包装内二氧化碳含量即可得出气体置换率。检测工具使用德国WITT便携式气体分析仪。该气体分析仪可以测出包装中氧气和二氧化碳含量。
在100个只充入二氧化碳的包装盒中随机选取10个测得二氧化碳含量结果如图2所示。由图2中的结果可得气体置换率大于98%,符合设计要求。
4.2封合强度试验
包装封口强度表示逐渐分离包装盒封口所需要的作用力,它能检验包装盒封口的牢固程度和气密性。
在100个包装盒中随机选取25个,每个包装盒上取一个宽度15mm,长度100mm的试样,使用万能电子试验机测试其封口处的拉伸强度。
拉伸强度试验结果可得试样最小拉伸强度为31.7N/15mm,封口牢固,气密性好。
5结束语
综上所述,如今,气调包装已被广泛应用于各类食品的包装中,为了能更好地应用这项技术,相应的机器也必须要有足够的质量。因此,我们需要做好气调包装机组成及设计的工作,以为气调包装的进行带来帮助。
