热风非织造布厚度提升研究
2017-03-30覃俊东焦晓宁
覃俊东 焦晓宁
1. 天津工业大学材料学院,天津 300387; 2. 天津工业大学纺织学院,天津 300387; 3. 天津工业大学先进复合材料教育部重点实验室,天津 300387
热风非织造布厚度提升研究
覃俊东1焦晓宁2,3
1. 天津工业大学材料学院,天津 300387; 2. 天津工业大学纺织学院,天津 300387; 3. 天津工业大学先进复合材料教育部重点实验室,天津 300387
着重研究热风非织造布部分生产工艺对厚度的影响。结果表明,增加梳理杂乱度、使用空调风冷冷却方式、降低冷却辊-热风炉牵伸速差等,均能不同程度地提升热风非织造布的厚度,以及其作为卫生用品表层的干爽舒适感。
热风非织造布, 厚度, 梳理杂乱度, 冷却方式, 牵伸速差
热风非织造布是干法热黏合非织造布中的一种,其是在纤维梳理成网后,利用烘燥设备上的热风穿透纤网,使之受热并黏合形成的[1]。热风非织造布产品具有蓬松度高、手感柔软、干爽性佳、透气性好等特点,其配合复合型纤维[2-3]制造出的薄型产品,纤维间空隙大,使用时液体能迅速通过纤维缝隙渗透到吸收层,因此被广泛应用于用即弃产品,如婴儿尿裤、成人失禁垫、妇女卫生用品,以及餐巾、浴巾、一次性桌布等;厚型产品则用于制作防寒服、被褥、婴儿睡袋、床垫、沙发垫等[4-5]。高密度的热风非织造产品可用于制作过滤材料、隔声材料、减震材料等。与纺黏非织造布和热轧非织造布相比,热风非织造布厚度更大,液体穿过表层材料后会更难返渗到表层,所以使用热风非织造布做卫生用品的表层会更加干爽、舒适[6-7]。
热风非织造布应用于卫生用品表层是近两年由日本和韩国市场引领的,其因优良的性能迅速风靡全球,故热风非织造布生产厂家的规模在迅速扩大,他们对热风非织造布性能的研究也在更加地深入。本文所研究的厚度的提升便是众多厂家研究最多的内容之一[8-9]。随着国内个人卫生用品市场的不断扩大,热风非织造布在个人卫生用品方面的用量呈不断上升的趋势,前景十分看好。宝洁[10]、金佰利[11]、花王[12]、尤妮佳[13]、恒安[14]等国内外知名卫生用品制造商对热风非织造布进行对比分析得出,厚度越大、蓬松性越好的非织造布,液体穿透、返渗性能越好,越干爽舒适。非织造布生产厂家为提高厚度,多数从纤维的选择与配比、梳理工艺的调整、热风工艺的调整等方面进行改善,但由于影响非织造布厚度的因素较多,加之生产产能较紧张,故厚度的提升效果并不理想[15]。
本文着眼于研究非织造布生产工艺,探讨生产工艺对非织造布厚度的影响,通过调整梳理杂乱度、冷却方式、牵伸速差等提高热风非织造布的厚度,确保同质量的非织造布能生产出更多的卫生用品。目前,在不增加非织造布面密度的前提下提高其厚度,是非织造布生产厂家的核心竞争内容之一[16-17]。
1 试验部分
1.1 设备选择
目前较流行的热风非织造布设备组合:
(1) 单梳理双道夫+圆网热风炉;
(2) 单梳理双道夫+平网热风炉;
(3) 双梳理单道夫+圆网热风炉;
(4) 双梳理单道夫+平网热风炉。
一般来说,双梳理设备更有利于纤维组合和厚度提升,而平网热风炉设备更适用于高速生产,故本课题重点研究的设备为双梳理单道夫+平网热风炉。
1.2 原料选择
通常,卫生用热风非织造布使用的原料为ES复合纤维,其多为皮芯结构中的同芯结构,少数使用并列结构或偏芯结构。材料一般分两种,一种是PE/PP纤维(皮层PE+芯层PP),另一种是PE/PET纤维(皮层PE+芯层PET)。纤维长度一般为38.00~ 51.00 mm,线密度一般为1.1~6.6 dtex。
本文选择热风非织造布应用最广泛、最普通的一种皮芯结构的PE/PET纤维,线密度为2.2 dtex,长度为38.00 mm,卷曲数为13~16个/(25 cm),卷曲率为12%~17%。
1.3 工艺原理
本文选择的生产工艺流程如图1所示。
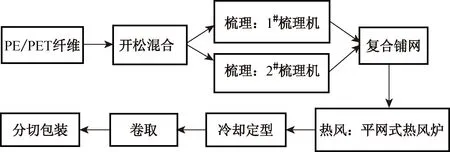
图1 热风非织造布生产工艺流程
其主要工艺原理:纤维经针帘、打手开松,以及棉箱混合后,分别送至1#梳理机和2#梳理机梳理成网,2台梳理机可独立选择纤维、纤网定量、梳理工艺等;纤网复合铺网后送至平网式热风炉,热空气穿透纤网,纤网中的纤维通过点黏合形成具有一定强度的非织造布;再经冷却定型后卷绕成卷,并按客户要求的规格分切成子卷,最后包装成品。
本文生产的热风非织造布面密度为22 g/m2。
1.4 产品性能测试
1.4.1 仪器测试厚度
采用YG141N型数字式织物厚度仪,依据GB/T 24218.2—2009《纺织品 非织造布实验方法 第2部分 厚度的测定》进行。砝码质量使用170 g,仪器测试厚度精确到0.01 mm。
鉴于单层热风非织造布厚度较小,测试蓬松度有一定的难度,本文以生产中惯用的50层非织造布自然状态下的厚度即50层自然厚度,间接反映产品的蓬松度。
试验步骤:
(1) 裁取试样50片,试样大小为10 cm×10 cm;
(2) 将50片试样层层码放在一起,用钢直尺测试总高度;
(3) 读取50片试样总高度(精确到0.10 mm),测试3组数据,计算平均值。
1.4.3 拉伸断裂强度
采用HD026H型织物强力仪,依据GB/T 24218.3—2010《纺织品 非织造布实验方法 第3部分 断裂强力和断裂伸长率的测定》进行。
1.2.1 对照组 在发生产后出血后实施一般护理,包括遵医嘱给药止血,监测产妇心率、血压等生命体征,如有异常立即告知医生进行相应处理。
1.5 试验方案
1.5.1 梳理杂乱度试验
仅调整梳理杂乱度,其他条件保持不变。
梳理杂乱度一般用梳理机道夫与凝聚辊的速比表示,速比越高则梳理杂乱度越高。通过调整梳理机道夫与凝聚辊的速比,改变纤维纵横向分布,对比梳理杂乱度对热风非织造布最终厚度的影响。主要试验参数及热风非织造布性能测试结果如表1所示。

表1 梳理杂乱度主要试验参数及热风非织造布性能
1.5.2 冷却定型试验
仅对热风后的冷却方式进行调整,其他条件保持不变。
通过调整热风后的冷却方式,对比对热风非织造布最终厚度的影响。主要试验参数及热风非织造布性能测试结果见表2。

表2 冷却定型主要试验参数及热风非织造布性能
1.5.3 牵伸试验
调整3道牵伸速差,即热风炉-梳理机牵伸速差、冷却辊-热风炉牵伸速差、卷取辊-冷却辊牵伸速差,改变纤维分布状态,从而改变热风非织造布的厚度。
本文仅对以上3道牵伸速差做调整,每次只调整其中的1道牵伸速差,其他牵伸速差保持不变。牵伸位置如图2所示。主要试验参数及热风非织造布性能测试结果见表3。
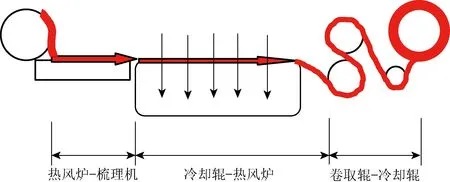
图2 牵伸位置示意
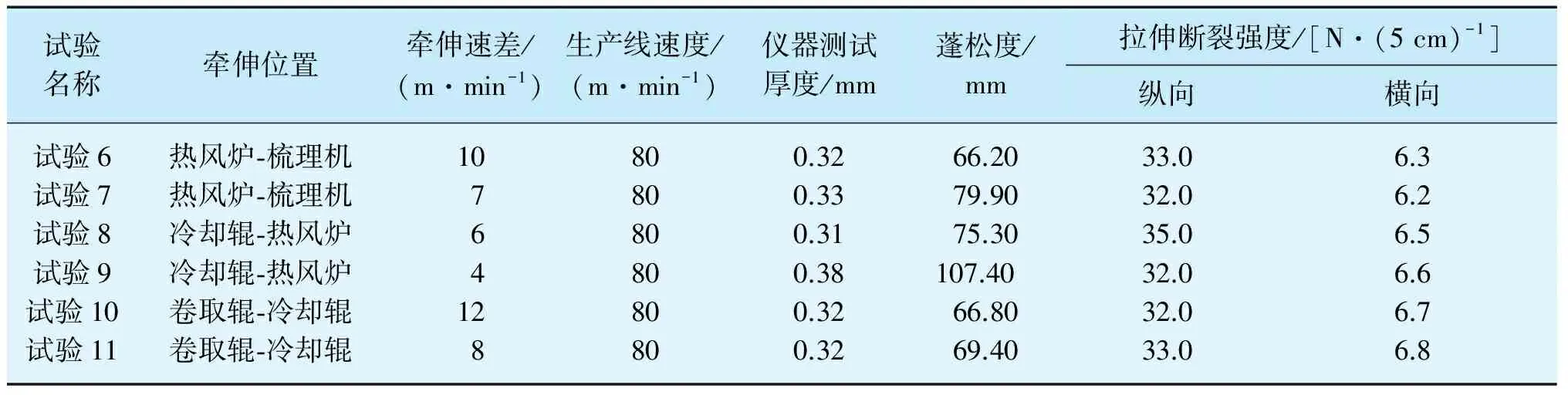
试验名称牵伸位置牵伸速差/(m·min-1)生产线速度/(m·min-1)仪器测试厚度/mm蓬松度/mm拉伸断裂强度/[N·(5cm)-1]纵向横向试验6热风炉⁃梳理机10800.3266.2033.06.3试验7热风炉⁃梳理机7800.3379.9032.06.2试验8冷却辊⁃热风炉6800.3175.3035.06.5试验9冷却辊⁃热风炉4800.38107.40 32.06.6试验10卷取辊⁃冷却辊12800.3266.8032.06.7试验11卷取辊⁃冷却辊8800.3269.4033.06.8
2 结果分析与讨论
2.1 梳理杂乱度的影响
从表1的试验结果可以看出:同等条件下,梳理杂乱度从1.8调至2.2时,热风非织造布的仪器测试厚度从1.32 mm提升到2.11 mm;蓬松度(即50层自然厚度)也从65.10 mm 提升至87.90 mm。这说明梳理杂乱度越高,热风非织造布的仪器测试厚度越高。原因在于,梳理杂乱度越高,纤维横向分布越多,热风非织造布立体感越强,故仪器测试厚度越大。
但梳理杂乱度并不是越高越好,应根据纤网的转移情况和纵横向的强力来调整。梳理杂乱度过高可能会导致纤网无法正常转移,产生横向不匀,甚至於网;还可能会导致热风非织造布的纵向强力偏低,达不到客户的标准要求。
2.2 冷却定型的影响
2.2.1 风冷和表面冷却对比
从表2的试验结果可以看出:相较于冷却辊表面冷却,热风非织造布的仪器测试厚度从1.64 mm分别提高到自然风冷的2.14 mm和空调风冷的2.56 mm,分别提高了30.48%、56.09%;蓬松度从67.30 mm分别提升至90.20和102.10 mm,提升幅度达34.03%和51.71%。
原因之一是表面冷却时,热风非织造布表面的热量被带走,但内部的热量仍然大量保留,冷却定型效果差;而风冷是立体穿透,整个热风非织造布的热量均被带走,冷却定型效果优于表面冷却,且纤维间的黏结点牢固,不易被卷取分切工序拉平,仪器测试厚度和蓬松度保持性好。
另一个原因是表面冷却时,布面因直接与辊体接触而受到较大的挤压力,使尚未完全定型的纤维受到挤压变得偏平,厚度减少;而风冷对纤维几乎无挤压,厚度保持性好,故仪器测试厚度大。
2.2.2 冷却温度
表2中空调风冷比自然风冷的温度低,测得的空调风冷的热风非织造布的仪器测试厚度和蓬松度均较高,说明冷却温度越低,厚度越高。原因在于冷却温度越低,纤维之间的黏结点越牢固,越不易被卷取分切拉平,厚度保持性较好。
2.3 牵伸工艺的影响
从表3的试验结果中可以发现:冷却辊-热风炉牵伸速差对热风非织造布的影响较大,且牵伸速差越小(如牵伸速差由6变为4时),热风非织造布的仪器测试厚度从0.31 mm提升到0.38 mm、蓬松度从75.30 mm提升至107.40 mm。原因在于,纤维在热风炉与冷却辊之间时虽然已经黏合,但黏结点仍处于软化熔融状态,此道牵伸速差如果偏大,则纤维之间的黏结点易被拉开、拉平,厚度降低。而热风炉-梳理机牵伸速差、卷取辊-冷却辊牵伸速差对热风非织造布的影响较小。
3 结论与建议
3.1 结论
根据试验结果及分析可以得出:
(1) 通过提高梳理杂乱度来增加纤维横向分布数量,可提高热风非织造布的仪器测试厚度和蓬松度。
(2) 空调风冷更有利于增加热风非织造布的仪器测试厚度和蓬松性,且冷却温度越低,纤维定型越快,纤网受到的拉伸变形越小,仪器测试厚度和蓬松度越易保持。
(3) 降低冷却辊-热风炉牵伸速差可使热风非织造布的仪器测试厚度和蓬松度保持较好;而热风炉-梳理机牵伸速差、卷取辊-冷却辊牵伸速差对仪器测试厚度和蓬松度的影响较小。
3.2 建议
通过本课题的3个方面的试验和分析,提出以下建议供热风非织造布生产厂家参考:
(1) 提高梳理杂乱度可提高热风非织造布的仪器测试厚度和蓬松度。但需注意的是,提升热风杂乱度后要保证纤网的顺利转移,避免出现於网等不良现象。
(2) 在冷却方式的选择上,尽量选择风冷方式,冷却温度宜尽量低,这样所得热风非织造布的仪器测试厚度和蓬松度越大。
(3) 各级牵伸速差越小,特别是冷却辊-热风炉牵伸速差越小,所得热风非织造布的仪器测试厚度和蓬松度越大。但需要注意的是,牵伸过小有时会导致热风非织造布不能顺利转移出去,形成褶皱,生产中要注意观察。
[1] 靳向煜,方苓.热风非织造布工艺技术研究[J].产业用纺织品,1998,16(7):19-21.
[2] 辛长征,杨秀琴,李建峰.热风法絮片的工艺设计[J].非织造布,2004,12(2):17-22.
[3] 张静峰. 热风非织造布吸收性能初探[J].产业用纺织品,2008,26(8):18-21.
[4] 赵帆.非织造布热风粘合工艺[J].非织造布,1998(4):23-25.
[5] 钱程,韩旭.热风粘合非织造布及其发展[J].生活用纸,2005(2):52-53.
[6] 何厚康.一次性卫生用品用无纺布的接触舒适性及其定量评价方法研究[J].现代纺织技术,2016,24(4):51-55.
[7] 刘亚,王铃铃.卫生用热风非织造布的质量探讨[J].产业用纺织品,2005,23(7):26-29.
[8] 张静峰.复合双层热风非织造布的设计与性能[J].产业用纺织品,2014,32(7):5-9.
[9] 周华,郭秉尘,牛海涛.薄型热风非织造材料保暖性能的探讨[J].天津工业大学学报,2005,24(4):82-84,90.
[10] Research of ultra-thin and dry series products[EB/OL]. [2016-10-12]. http://www.pg.com.cn/.
[11] Research of hygienic products[EB/OL]. [2016-10-30] http://www.kimberly-clark.com.cn/.
[12] The research and development of products[EB/OL]. [2016-10-12]. http://www.merries-china.com/.
[13] Breathable and soft products[EB/OL]. [2016-10-25]. http://www.unicharm.com.cn/.
[14] Anerle®baby paper diaper products[EB/OL]. [2016-11-2]. http://www.hengan.com/.
[15] 樊永田.热风烘噪循环风量的设计与分析[J].非织造布,2011,19(4):28-30.
[16] HOSSAIN M, ACAR M, MALALASEKERA W. Modelling of the through-air bonding process[J]. Journal of Engineered Fibers and Fabrics, 2009,4(2):1-8.
[17] WANG X Y, GONG R H, DONG Z, et al. Abrasion resistance of thermally bonded 3D nonwoven fabrics[J]. Wear, 2007,262(3-4):424-431.
Research on thickness improvement of hot-air nonwovens
QinJundong1,JiaoXiaoning2,3
1. School of Materials, Tianjin Polytechnic University, Tianjin 300387, China; 2. School of Textiles, Tianjin Polytechnic University, Tianjin 300387, China; 3. Key Laboratory of Advanced Composites, Ministry of Education, Tianjin Polytechnic University, Tianjin 300387, China
The impact of some production processes on thickness of hot-air nonwovens was emphatically studied. The results showed that by increasing combing clutter degrees, using air-cooled cooling method,reducing the draft speed difference between cooling roller and hot air furnace, etc., the thickness of hot-air nonwovens, and the effect of dry and comfortable for hot-air nonwovens as hygiene products, could be increased in different degrees.
hot-air nonwovens, thickness, combing clutter degree, cooling method, draft speed difference
2016-11-05
覃俊东,男,1982年生,工程师,长期从事非织造布技术的研究与生产管理工作
焦晓宁, E-mail: xiaoningj@tjpu.edu.cn
TS174.5
A
1004-7093(2017)01-0026-05