液力变矩器外形参数测量方法研究
2017-03-27张海宁
张海宁,白 福
(西安工业大学 电子信息工程学院,陕西 西安 710021)
液力变矩器外形参数测量方法研究
张海宁,白 福
(西安工业大学 电子信息工程学院,陕西 西安 710021)
针对应用传统方法测量液力变矩器外形参数存在的各种问题,结合液力变矩器各外形参数的特点,采用了应用自动测试系统对液力变矩器外形参数进行测量的方法;首先:将液力变矩器工件放入测量夹具,待它固定后,它开始旋转,其次:工控机通过NI采集卡和MARPOSS位移传感器采集被测工件外形参数的公差测量数据,并对测量数据进行处理,当它旋转一周后,测试停止;通过在液力变矩器生产企业中测量多个YJH254的液力变矩器工件试验,可以证明这种测量方法的正确性;并且它可以很好的满足工业生产需求,具有很强的实用性。
液力变矩器;外形参数;数据采集;自动测量
液力变矩器是[1]由泵轮、涡轮、导轮组成,以液压油为工作介质,起传递转矩、变矩、变速及离合作用的液力元件。一些生产液力变矩器的企业,在测量产品各外形参数时,所运用的测量方法还比较传统,有些甚至依靠技术人员应用三坐标测量仪对所有产品的各外形参数逐一进行测量。这样的测量方法存在许多不足,如,有些外形参数无法测量、测量时采集的数据点较少、应用的测量工具精确度较低、人为进行操作会带来许多误差,并且所耗费的时间也比较长。因此,应用传统测量方法,不仅耗费大量的人力、物力,测量效率低下,而且还可能使生产企业的出厂产品中出现外形参数不符合要求的产品。为了确保这样的现象不会发生,本文将研究对液力变矩器外形参数进行自动测量的方法。相对于传统测量方法的不足,应用这种测量方法,既可以提高对液力变矩器外形参数进行测量的精确化、自动化、智能化水平,又可以促进液力变矩器行业的发展。
1 自动测量系统
液力变矩器的外形参数主要包括径向跳动、泵轮毂外径、泵轮毂圆度、轴向尺寸、叶窝圆跳动、端面跳动、罩轮毂外径等。如图3所示,对各外形参数进行了标识。自动测量系统[2-4]由许多不同功能的部件,它的核心部件组成如图1所示。

图1 自动测量系统核心部件组成
自动测量系统核心部件主要包括工控机 (工程测量中应用的计算机)、扫描仪、总控机(实时控制测量进程的计算机)、测量夹具以及可编程逻辑控制器PLC[5]等。
可编程逻辑控件PLC用来对测量夹具进行控制[6-7]。测量平台对液力变矩器外形参数进行测量的整个过程为:首先,PLC控制测量夹具上方的力臂将生产线上的液力变矩器工件逐一放入测量夹具;其次,当测量启动时,PLC控制测量夹具对被测工件的泵轮毂轴和罩轮毂轴进行固定,固定完成之后测量夹具中的MARPOSS位移传感器开始向被测工件移动,直到移动到传感器测头与被测工件接触为止,接触之后被测工件开始旋转,同时,工控机通过NI采集卡和MARPOSS位移传感器采集被测工件外形参数的公差测量数据[8],并对测量数据进行处理,如图2所示,当被测工件按顺时针方向旋转一周后,测量停止,最后,当测量停止后,PLC控制MARPOSS位移传感器进行移动远离被测工件,并且使测量夹具解除对被测工件泵轮毂轴和罩轮毂轴的固定,再控制测量夹具上方的力臂将被测工件从测量夹具中取出。
核心部件工作原理:
1)测量启动后,工控机通过RS232与扫描仪进行双向实时通信。工控机请求扫描仪扫描被测工件的二维条码;扫描仪扫描完成后,会将扫描到的被测工件二维条码发送给工控机[9]。
2)工控机通过其内部安装的NI数据采集卡采集测量夹具中MARPOSS位移传感器对被测液力变矩器工件外形参数进行测量所采集到的所有测量数据[10-11];

图2 测量夹具
3)可编程逻辑控件PLC将测量启动信号、测量停止信号;端面启动信号,端面停止信号;工件ID1;工件ID2;工件ID3等几路信号发送给工控机;同时,测量结束后,工控机还会将测量OK(所有外形参数都符合要求)、测量NG(部分外形参数不符合要求)两路信号发送给PLC;
4)工控机通过RS232与可编程逻辑控件PLC进行双向实时通信;
5)工控机通过TCP与总控机进行双向实时通信;
自动测量系统中MARPOSS位移传感器的输入值(位移值)测量范围为-5~+5mm,输出值(电流值)测量范围为4~20 mA;在每路传感器外串接一个250欧姆的电阻,这样可以使得采集到的各路外形参数测量数据在1~5 V(电压值)之间。如图3所示,为一个液力变矩器的简图,图中1~6为测量时六路MARPOSS位移传感器在液力变矩器表面的分布位置。

图3 液力变矩器简图
各位移传感器测量的外形参数分别为:
1)1号传感器测量径向跳动;
2)2号传感器测量泵轮毂外径和泵轮毂圆度;
3)3号传感器配合5号传感器测量轴向尺寸;
4)4号传感器测量叶窝圆跳动;
5)5号传感器测量端面跳动;
6)6号传感器测量罩轮毂外径。
自动测量系统每次开机进行测量前,需要用与被测工件相同型号的校准元件对其进行校准[12],校准的目的是提高液力变矩器外形参数公差测量数据的精确度。
2 测量方法
对液力变矩器外形参数进行测量的过程中,测量启动信号和端面启动信号均是上升沿触发,采样频率为200 Hz。当测量启动信号到来时,被测工件开始旋转,1号、2号、4号、6号传感器开始采集被测工件外形参数的测量数据,经过一定时间的延时,当端面启动信号到来时,3号和5号位移传感器开始采集被测工件外形参数的测量数据。当被测工件按顺时针方向旋转一周后,测量停止。测量信号和端面信号如图4所示。
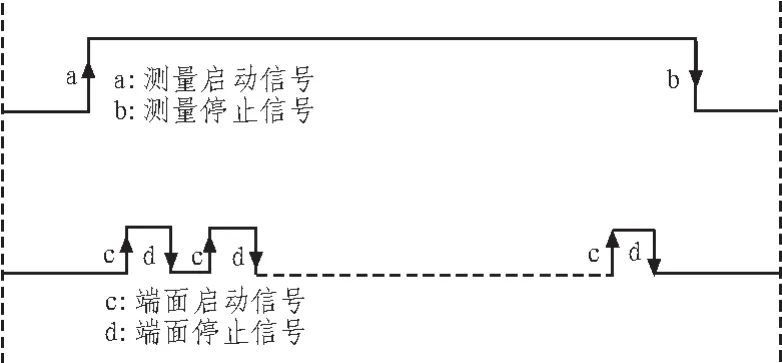
图4 测量信号和端面信号
对六路MARPOSS位移传感器采集到的测量数据进行数据处理,可以得到液力变矩器七个外形参数的公差测量值(电压值)。六路被测工件外形参数测量数据均在1~5 V之间,而MARPOSS位移传感器的输入值测量范围为-5~+5mm,因此实际所得的位移值和电压值之间的关系为:

各路测量数据中均含有快速变化的高频分量。首先,采用滑动平均滤波系统将各路测量数据中的高频分量滤除[13]。滑动平均滤波系统[14]的方程定义为:

其中,N表示输入序列第n个值的前N个值,M表示输入序列第n个值的后个值。
2.1 径向跳动、叶窝圆跳动、端面跳动
1)径向跳动
对1号传感器采集到的所有测量数据进行两次滑动平均滤波后取均值所得的数据为U1,径向跳动的公差测量值(位移值)为S1;
2)叶窝圆跳动、端面跳动
对4号和5号感器采集到的所有测量数据进行两次滑动平均滤波后取均值所得的数据中最大值与最小值的差为U2,叶窝圆跳动、端面跳动的公差测量值(位移值)为S2;
则可得:

2.2 泵轮毂外径、罩轮毂圆度、罩轮毂轴外径
对2号和6号传感器采集到的所有测量数据进行滑动平均滤波之后,还需要对测量数据中不规则的低频分量进行平滑滤波。运用巴特沃斯逼近[15]对测量数据中不规则的低频分量进行平滑滤波,需要确定幅值平滑滤波函数的待定参数和巴特沃斯滤波器的阶数。
阶低通滤波器的幅值平滑函数为:

在式(4)中,ε>0;Ln(λ)是一个阶多项式。巴特沃斯低通滤波器选用Ln(λ)=λn,因此,可以得到幅值函数为:

式(5)在λ=0处的前2n-1阶导数为零,从而有最大平坦响应。
由通带最大衰减:

可求得待定参数:

由阻带最小衰减:

可求得滤波器的阶数:

由式(7)和式(9)可得;当ε越小时,巴特沃斯滤波器通带越平坦,当越大时,阻带衰减越大,其中,n为整数。
在校准和实际测量时,校准元件和被测工件的泵轮毂轴和罩轮毂轴被固定在呈直角的铁槽中。校准元件和被测工件相对应的泵轮毂轴横截面或罩轮毂轴横截面如图5所示。被测工件泵轮毂轴或罩轮毂轴的横截面为图中半径较小的圆,半径用表示;校准元件泵轮毂轴或罩轮毂轴的横截面为图中半径较大的圆,半径用表示。两个圆圆心之间的距离为,2号或6号位移传感器采集到的测量数据为。

图5 横截面图
图中所标识的角度为45°,两个圆圆心之间的距离为:

设泵轮毂轴外径和圆度,罩轮毂轴外径的公差测量值(位移值)为D,则D与L的关系为:

1)泵轮毂外径、罩轮毂外径
对2号和6号传感器采集到的所有测量数据进行两次滑动平均滤波及巴特沃斯逼近后取均值得到的数据为U3,各传感器的校准值为SJ,泵轮毂外径,罩轮毂外径的公差测量值(位移值)为S3;
2)泵轮毂圆度
对2号传感器采集到的所有测量数据进行两次滑动平均滤波及巴特沃斯逼近后得到的数据每50组进行一次分段取最值,对得到的数据取均值得到U4,传感器的校准值为SJ,泵轮毂圆度的公差测量值(位移值)为S4;
则可得:

2.3 轴向尺寸
轴向尺寸是指液力变矩器泵轮毂轴和罩轮毂轴的长度之和。3号和5号传感器配合测量轴向尺寸,对3号和5号传感器采集的测量数据处理后得到的位移值的和为轴向尺寸的公差测量值。
将3号和5号传感器采集到的端面启动信号到来时的几组测量数据取出,对每组测量数据中间一半的数进行两次滑动平均滤波,对得到的数据取均值,分别得到U5和U6;它们的校准值分别为和,3号和5号传感器的测量值(位移值)分别为S5和S6,则轴向尺寸的公差测量值(位移值)为:

3 结 果
应用上述测量方法测量工件型号为YJH254的液力变矩器工件得到的测量数据如表1所示 (若所有外形参数测量数据均在要求的测量范围之内,则结果为OK,否则,结果为NG)。
4 结 论
经过实际验证,证明了本文所讲述的测量方法的正确性;并且它可以很好的满足工业生产需求,具有很强的实用性。将它应用到工业生产当中,可以使液力变矩器生产企业以低廉的生产成本,获得较高的生产效益。同时,它将对液力变矩器生产企业的生产和发展产生重要影响,对促进国内液力变矩器行业的发展以及缩小同国际相同行业之间的差距产生重要作用。
[1]吴光强,王欢.液力变矩器研究综述[J].汽车技术,2009(3):1-6.
[2]杨大成.液力变矩器的性能分析与检测系统研究[D].沈阳:沈阳工业大学机械工程学院,2014.
[3]荣鑫.基于虚拟仪器的数据采集与处理系统设计[D].太原:中北大学,2011.
[4]Ryszard Tadeusiewicz,Lidia Ogiela,Marek R. Ogiela.The automatic understanding approach to systemsanalysisand design [J].International Journal of Information Management,2007;28(1):38-48.
[5]朱江丽.可编程逻辑控制器在工业控制中的应用.能源与节能,2015(3):84-86.

表1 测量数据
[6]AmirYadollah Faraji,Aliakbar Akbarzadeh. Design of a Compact,Portable Test System for Thermoelectric Power Generator Modules[J]. Journal of Electronic Materials,2013,42(7):1535-1541.
[7]Sang C.Park,Chang Mok Park,Gi-Nam Wang.A PLC programming environment based on a virtual plant.The InternationalJournalofAdvanced ManufacturingTechnology,2008,39(11):1262-1270.
[8]孙文.多通道数据采集系统的设计与实现 [D].长沙:湖南大学电气与信息工程学院,2013.
[9]Lu Xiang-yu,Zhang Yu-yuan,Peng Yue-xing, etc.A Real-time Two-way Authentication Method Based on Instantaneous Channel State Information for Wireless Communication Systems[J].Journal of Communications,2011,6(6):471-476.
[10]向科峰.基于LabVIEW的数据采集系统设计与实现[J].机械管理开发,2011(4):191-192.
[11]杨英军,秦丽,焦新全.一种多通道高速数据采集系统的设计.微计算机信息,2008(5):169-170,208.
[12]Persson,Patrik.Calibration of Measuring Equipment [J].Quality,2014,53(13):30-33.
[13]徐杰楠,傅舰艇,詹惠琴.基于LabVIEW的实时数据采集和滤波处理设计[J].电子测试,2011(11): 40-42.
[14]Shah P J,Saxena R,Chawla M P S.Digital Filter Design with HarmonicsEstimation forPower Supplies[J].Journal of The Institution of Engineers (India),2012,93(2):73-79.
[15]黄夫海.数字信号处理原理及其LabVIEW实现[M].北京:电子工业出版社,2015.
Research on measuring method of hydraulic torque converter shape parameters
ZHANG Hai-ning,BAI Fu
(College of Electronic and Information Engineering,Xi'an Technological University,Xi'an 710021,China)
In view of the various problems existing in the traditional method to measuring the Hydraulic Torque Converter shape parameters,the method that using the Automatic Measurement System to measure the Hydraulic Torque Converter shape parameters is presented,combined with the characteristics of the Hydraulic Torque Converter shape parameters;First of all,put the Hydraulic Torque Converter work piece into the Measuring Fixture,it will begin to rotate,after it is fixed;What's more,the IPC(Industrial Personal Computer)collects the tolerance measurement data of Hydraulic Torque Converter shape parameters through the NI acquisition card and MARPOSS displacement sensors,and then processes these data;The measuring will stop as soon as the measured work piece completes rotating 360 degrees;It proves the correctness of this measuring method,through the experiment to measuring multiple YJH254 Hydraulic Torque Converter work piece in the production enterprise; This measuring method fits the industrial production demand very well,and has a strong practicality.
hydraulic torque converter;shape parameters;data acquisition;automatic measuring
TN05
:A
:1674-6236(2017)06-0127-05
2016-01-28稿件编号:201601270
张海宁(1964—),男,陕西宝鸡人,硕士,副教授。研究方向:测控技术。
