选择性激光熔覆(SLM)钛合金可摘局部义齿支架的适合性研究
2017-03-19刘一帆王伟娜于海马瑞吴冰高勃
刘一帆 王伟娜 于海 马瑞 吴冰 高勃
可摘局部义齿(removable partial denture, RPD)金属支架的适合性能较好的反映该修复体制作的精密程度,是临床评价该修复体质量及临床效果的重要指标。选择性激光熔覆(selective laser melting, SLM)是以增材制造技术为基础,近年来新兴的一种先进的金属快速成型技术[1],当前国内外鲜见SLM技术制作的钛合金RPD支架的适合性的相关研究报道,本实验应用“印模法”和三维光学测量法对SLM技术制作的钛合金RPD支架的适合性进行研究,初步评价SLM技术制作钛合金RPD支架的可行性。
1 材料与方法
1.1 材料与设备
DMG加成型硅橡胶印模材料(DMG,德国);GC而至硅橡胶轻体(GC,日本);超硬石膏(湖北贝诺齿科材料有限公司); 3Shape Dental System软件及D810扫描仪(3Shape,丹麦);遮光剂(Dentaco,德国);选择性激光熔覆机M280及Ti- 6Al- 4V钛合金粉末(EOS,德国);Materialise Magics软件(MATERIALISE,比利时)。
1.2 实验方法
1.2.1 原始模型的获取 选取2016~04于第四军医大学口腔修复科就诊的1 名肯氏Ⅲ类牙列缺损患者(图 1),其15、16牙缺失,14牙经树脂帽恢复后作为覆盖基牙,13、17、23牙近中预备合支托窝,常规制备导平面,24-25-26-27为烤瓷联冠,因27牙远中崩瓷,仅做少量预备。该患者已经临床常规方式完成可摘局部义齿修复,以其工作模型作为原始模型(图 2),使用硅橡胶印模翻制7副超硬石膏模型。
1.2.2 RPD支架的设计与制作 通过扫描仪获取石膏模型的三维形貌数据并重建为数字化模型,使用3Shape设计软件在其上完成RPD支架的CAD设计(此处缺牙区为全金属基托设计,以便于在其上添加人工预备体,用于后续研究,图 3),保存CAD设计为STL(STereo Lithography)格式文件,随后将其导入到Magics软件中添加支撑并离散分层,最后使用选择性激光熔覆机制作出相应的RPD钛合金支架(图 4)。手动去除支撑物,随后进行热处理,将支架缓慢升温至800 ℃,保温4 h,使用氩气进行冷却,最后按技工室常规流程对RPD支架进行手动粗打磨、精细打磨、抛光,其中对支架组织面只进行少量的打磨和抛光(图 5),并使其完全就位于石膏模型上。
1.2.3 “复模法”制取间隙硅橡胶薄膜 将支架的组织面涂布少量石蜡油,用气枪轻吹使其均匀分布,将硅橡胶轻体注射到石膏模型上的相应位置,手动将支架完全复位于模型上,再将重量约3 kg的金属块置于支架腭板上,加载约30 N压力直至轻体完全凝固,用手术刀片仔细去除支架边缘以外的轻体并取下支架,使轻体薄膜完全粘附于模型上(图 6)。
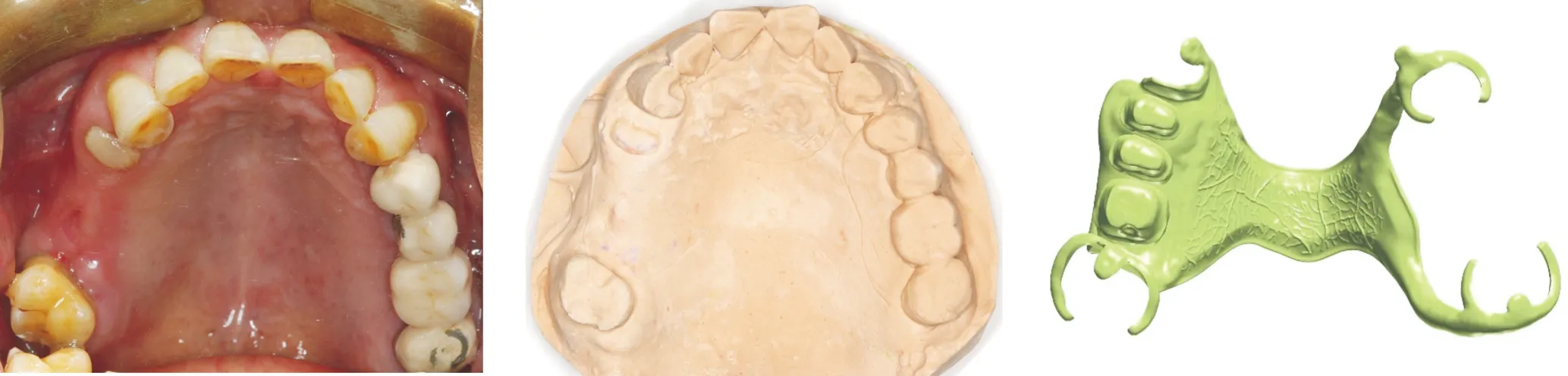
图 1 患者上颌情况 图 2 工作模型 图 3 计算机辅助设计RPD支架

图 4 SLM制作RPD支架 图 5 处理后的RPD支架 图 6 间隙的硅橡胶轻体薄膜
1.2.4 RPD支架的适合性评价 将上述石膏模型表面均匀喷布一层遮光剂,放入扫描仪中扫描获取其数字化模型,保存为STL文件A;仔细去除石膏模型表面的轻体薄膜后再次进行扫描,保存为STL文件B,前后2 次操作在同一工作台上的相同位置完成。将每个支架获取的2 个文件分别导入Geomagic Qualify 13.0软件,通过最佳拟合算法对齐,裁剪腭板大连接体部分进行3D偏差分析(平均值、标准差、RMS偏差)。将数据导入软件,根据其来源于文件A、B分为2 大组分别进行联合处理,进行总体3D偏差分析。
2 结 果
肉眼观察发现RPD支架适合性良好,支架完全就位于石膏模型,其组织面与模型贴合,无明显翘动(图 7)。从Geomagic Qualify软件求得的3D偏差图可看出,腭板大连接体的绝大部分区域为黄色向橙色渐变,由右侧的彩虹图可知,其偏差主要介于0.15~0.30 mm之间(图 8)。通过软件可以统计出7个支架的个别和总体3D偏差数据(表 1),其总体偏差为(0.221 9±0.07) mm。

图 7 RPD支架在模型上就位
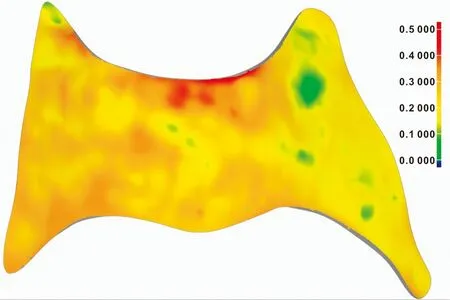
图 8 腭板大连接体的3D偏差图
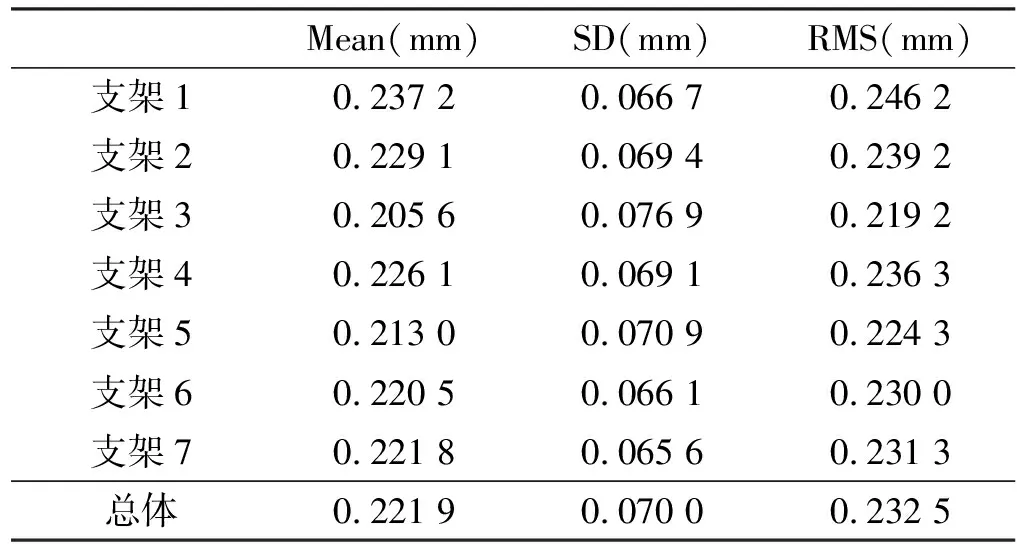
表 1 RPD支架的3D偏差数据
3 讨 论
随着CAD/CAM技术在口腔修复领域的引进和不断发展应用,目前在固定义齿和种植义齿方面,从开始到结束已经实现了完全数字化制造,而活动义齿的制作却一直没有得到较大的发展[2]。其中,可摘局部义齿因其复杂的几何结构和精细的零部件,很难在预制金属坯块上建立适合切削机器的附着点[3],并且在切削加工的过程易产生变形[4],不是很适合通过CAD/CAM切削制作;同时由于后续繁琐的组装加工程序[5],目前未能实现高效的完全数字化制作。而SLM技术在口腔修复领域的应用,极大的提高了可摘局部义齿的制作效率和加工精度。SLM技术能够直接加工出拥有倒凹、中空、镂空等复杂几何结构的物体;材料利用率高,回收再利用率可达95%[6];加工修复体的内部致密性好,其密度可达99.8%以上[7];避免了传统失蜡铸造技术的繁琐流程,减少误差的产生[8];通过人工牙和支架一体成型制作,可以彻底摒弃后续的排牙及塑料充填程序,效率极高。
RPD支架良好的适合性对延长其使用寿命是至关重要的,因其能减少菌斑堆积,同时也能让患者更方便的摘戴,避免这些不良的机械力学和生物因素对患者健康产生影响。目前国际上关于RPD支架的适合性没有统一的标准,只要支架完全就位,无明显翘动和间隙即可认为适合性良好,缺乏客观量化指标[9]。对于铸造RPD支架的适合性,Rantanen等[10]通过研究发现RPD支架腭板与上腭间的距离在石膏模型上为0.09~0.68 mm,在口内则为0.11~0.93 mm;Diwan等[11]测量了储存于不同时间段的蜡型铸造后的RPD支架的适合性,发现最小的间隙距离为(0.29±0.05) mm;Viswambaran等[12]测量了不同储存时间和支架设计的RPD铸造基托的适合性,发现最小误差为(0.19±0.03) mm。本实验采用“印模法”对RPD支架的适合性进行研究,结果显示腭板大连接体与软组织间的间隙为(0.221 9±0.07) mm。综上,可认为本实验通过SLM技术制作的钛合金RPD支架的适合性良好,满足临床要求。
造成SLM制作的RPD支架组织面与模型存在间隙的原因是多方面的[13-14],其中SLM技术的加工精度以及支架组织面的打磨抛光是造成偏差产生的主要原因。陈光霞等[15-16]研究发现SLM制作的钛合金RPD支架的加工精度为±0.172 mm,表面粗糙度(Ra)为4.11~12.02 μm;而Brudvik等[17]通过实验发现铸造金属支架经技工室粗打磨、精细打磨、电解抛光、预抛光、高度抛光后去除的金属量最少为0.127 mm。该值是在高度仔细操作的情况下获得,技工室常规打磨抛光的金属去除量将比该值大,本实验对支架组织面仅进行少量的手动打磨、抛光,未进行电解抛光,组织面金属去除量略大于0.1 mm。
此外,支架的CAD/CAM流程及数据的分析阶段均存在着误差,包括:①模型扫描,光学扫描仪通过扫描获取模型的三维形貌数据并重建为数字化工作模型,该过程本质上是不断取近似值的过程,因此必然存在着误差[18-19];目前大多数口外光学扫描仪的扫描精度虽已达到5~30 μm,但三维重建后的数字化模型与原始石膏模型之间的误差将大于该值,以全牙弓模型为甚。此外,遮光剂的使用也将引入新的误差[20];②RPD支架CAD设计,3D打印机对STL文件的数据完整性要求较高,由修复体CAD软件生成的RPD支架数据文件常存在自相交、折射边、钉状物、孔洞等错误,很难直接用于3D打印,需借助第三方软件进行完整性修复,该过程会导致原有的修复体形态发生变化,从而产生误差;③SLM制作RPD支架,以往研究表明,SLM加工过程中激光功率、扫描速度、切片层厚、粉末粒径等参数对修复体的加工精度均有影响,该加工过程不可避免的导致误差的产生[21];④数据的对齐,数据使用最佳拟合算法进行对齐,该算法的本质决定了对齐后的数据与实际情况存在误差,从而影响了后续的3D偏差分析结果[22]。
